实验二 注塑模具拆装实验
一、实验的目的及意义
模具拆装实验是进入学习模具结构设计知识之时,学生直观、感性认识模具结构的重要过程。在教师的指导下,对真实的塑料模具进行拆卸和重新组装的实践教学环节。为学习模具结构设计的理论知识,锻炼动手能力,提高分析问题和解决问题的能力奠定一定的实践基础。
通过塑料模拆装实验,进一步了解典型模具结构及工作原理,了解组成模具的零件及其作用,零部件相互之间的装配关系,熟悉模具的装配顺序和各装配工具的使用。 通过这一实践环节,增强感性认识,巩固和加深所学的理论知识,锻炼动手能力,提高分析问题、解决问题的能力,为今后的塑料模具设计工作和处理现场问题奠定实践基础。
二、实验内容及步骤
1.实验准备
① 拆装的模具类型:塑料注射模
② 拆装的工具:游标卡尺、角尺、扳手、钳子、锤子、铜棒等常用钳工工具。 ③ 小组人员分工:同组人员对拆卸、观察、测量、记录、绘图等分工负责。
④ 工具准备:领用并清点拆卸和测量所用的工具,了解工具的使用方法及使用要求,将工具摆放整齐。实验结束时按工具清单清点工具,并交指导教师验收。
⑤ 熟悉实验要求:要求复习有关理论知识,详细阅读本指导书,对实验报告所要求的内容在实验过程中作详细的记录。拆装实验时带齐绘图仪器和纸张。
2.观察分析
接到具体要拆装的模具后,需对下述问题进行观察分析,并作好记录:
① 模具类型分析
对给定模具进行模具类型分析与确定
② 塑件分析
根据模具分析确定被加工零件的几何形状及尺寸。
③ 模具的工作原理
要求分析其浇注系统类型、分型面及分型方式、顶出方式等。
④ 模具的零部件
模具各零部件的名称、功用、相互配合关系。
⑤ 确定拆卸顺序
拆卸模具之前,应先分清可拆件和不可拆件,制定拆卸方案,提请指导老师审查同意后方可拆卸。
一般先将模具的动模和定模分开,分别将动、定模的紧固螺钉拧松,再打出销钉。用拆卸工具将模具各主要板块拆下,然后从定模板上拆下主浇注系统,从动模上拆下顶出系统,拆散顶出系统各零件,从固定板中压出型芯等零件,有侧向分型抽芯机构时,拆下侧向分型抽芯机构的各零件。
具体针对各种模具须具体分析其结构特点,采用不同的拆卸方法和顺序。
3.拆卸模具
① 按拟定的顺序进行模具拆装
要求体会拆卸联结件的用力情况,对所拆下的每一个零件进行观察,测量并记录。记录拆下零件的位置,按一定秩序摆放好,避免再组装时出现错误或漏装零件。 ② 测绘主要零件
从模具中拆下的型芯、型腔等主要零件要进行测绘。要求测量尺寸、进行粗糙度估计、配合精度测估,画出零件图,并标注尺寸及公差。(公差按要求估计)
③ 拆卸注意事项
准确使用拆卸工具和测量工具,拆卸配合件时要分别采用拍打、压出等不同方法对待不同的配合关系的零件。注意受力平衡,不可盲目用力敲打。不可拆的零件和不宜拆卸的零件不要拆卸,再拆卸过程中特别强调注意同学们的自身安全及不损坏模具各器械。
4.组装模具
① 拟定装配顺序
以先拆的零件后装、后拆的零件先装为一般原则制定装配顺序。
② 按顺序装配模具
按拟定的装配顺序将全部模具零件装回原来的位置。注意正反方向,防止漏装。其它注意事项与拆卸模具相同。
③ 装配后的检查
观察装配后的模具与拆卸前是否一致,检查是否有错装或漏装等。
④ 绘制模具总装草图
绘制模具草图时在图上记录有关尺寸。
三、实验报告
拆卸试验后,按下列内容完成实验报告:
1、绘制所拆装模具的主要装配图,对所拆模具分析,包括模具类型、名称、模具工作原理、零件结构特点等。
2、对拆装实验的体会。
第二篇:实验四、模具拆装了解注塑模具浇注系统
实验三、模具拆装了解注塑模具浇注系统
一、实验目的
1、加深理解塑料模具浇注系统;
2、了解塑料模具浇注系统的设计;
3、了解塑料模具浇注系统的组成及功能。
二、实验内容
1 浇注系统的组成(feed system)
普通浇注系统一般有主通道、分流道、浇口、冷料穴和排气槽或溢流槽等部分组成,如图所示。
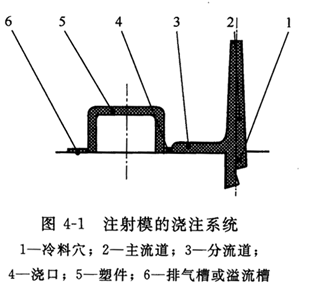

(1)主流道(sprue)
是连接注射机喷嘴与模具分流道之间的一段圆锥形通道,其作用是将塑料熔体从注射机喷嘴引入模具。(引料入模)
(2)分流道(runner)
是主流道与浇口之间的料流通道。在多型腔或单型腔多浇口模具中,分流道是将来自主流道的熔体均匀的分配至各型腔或同一型腔的各部位,并对熔体进行分流和转向。按模具类型的不同,分流道可分为一级或多级,有的模具没有分流道。
(3)浇口(gate)
分流道与型腔之间的一段截面狭小、长度很短的料流通道。熔体进入型腔的入口。是整个浇注系统的关键部分。
(4)冷料穴(cold-slug well)
一般位于主流道末端分型面动模一侧,分流道较长时,在其末端也设有冷料穴。冷料穴主要用于收集喷嘴前端和熔体流动前锋的冷料,避免冷料进入型腔对塑件质量造成影响。有时,在型腔最后充满部位,为避免熔接缝对制品质量的影响,也设置冷料穴,制品成形后切除。
2 浇注系统的功用
1〉输送熔体;
2〉传递压力。
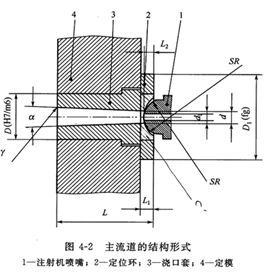
3.主流道是熔融塑料由注射机喷嘴喷出时最先经过的部位,与注射机喷嘴同轴。因之与熔融塑料、注射机喷嘴反复接触、碰撞,一般不直接开设在定模上,而是制成可拆卸的浇口套,用螺钉或配合形式固定在定模板上 ,主流道的基本结构和安装形式如图
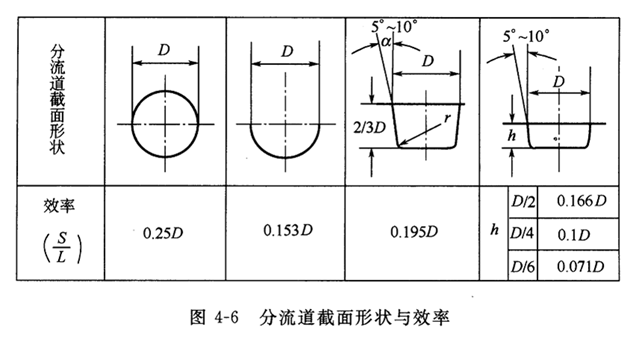
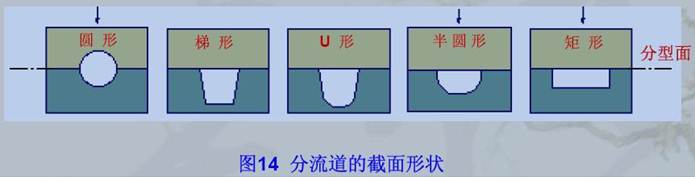
4.分流道的截面形状
(1)分流道的主要截面形状:圆形、梯形和矩形。
5、浇口是主流道、分流道与型腔之间的连接部分,即浇注系统的终端,对保证塑件质量具有重要作用。
两个功能:
①对塑料熔体进入型腔起着控制作用,使熔融塑料以最快的速度进入并充满型腔,并在保压过程中进行补料以弥补由于塑件收缩而留出的空间。
②当注射压力(保压压力)撤消后,封闭型腔,使型腔内尚未冷却固化的塑料熔体不致发生倒流(浇口截面积很小,冷却速度大于塑件的冷却速度)。
三、实验步骤
1、将模具沿分型面分开,分开时主要安全;
2、分析该模具的浇注系统,结合模具的设计理论以及塑料制件的特点,分析模具浇注系统组成部分的结构特点和各部分的主要功能;
四、思考题
1、浇注系统的组成。简述各组成部分的主要功能。
2、分流道的设计要点及分流道的截面类型。
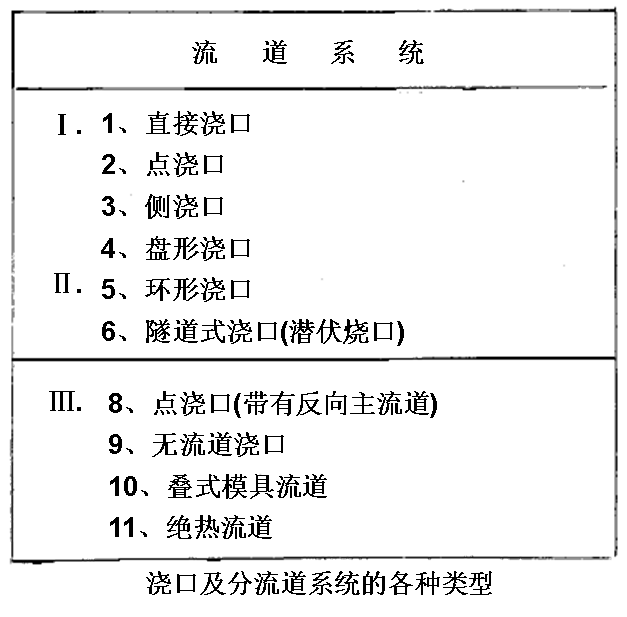
3、简述常用浇口的类型及各使用在什么场合?
五、实验报告
实验名称 班级 姓名 学号
实验目的; 2、 实验内容; 3. 实验步骤 4、思考题。