实 验 报 告
课程名称:
课 程 号: 专 业:
班 级:
学 号:
学生姓名:
指导教师:
年 月 日
注塑模具拆装实验报告
一、实验目的
1.了解注塑模具的结构特点及各零部件的作用
2.了解注塑模具的浇注系统,顶出机构,侧向分型抽芯机构的结构特点
3.掌握正确的拆装注塑模具的方法
二、详细观看塑料制品的成型过程中,结合自己所拆卸的一套模具,完成下列问题
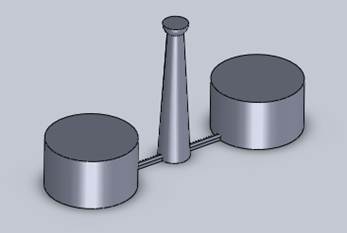
①、简单画出该套模具的塑料制件草图;
②、简单画出该套模具的装备图;
三、根据自己所拆卸的一套模具,认真思考并回答下列问题
(1)、该套注塑模具分流道采用的是哪一种形式?什么情况下采用潜伏式分流
道?
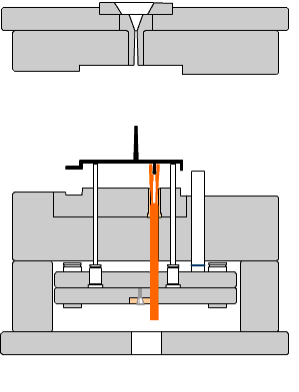
本套模具采用的是无分流道
为了不影响制品外观,顶出时浇道与塑件自动分开,需要较大顶出力,
用潜伏式分流道
(2)、注塑模具的浇口类型有几种?试分析每种类型的特点;该套注塑模具采用
的浇口形式是那一种?
1、针点式浇口
针点式浇口又称点水口,采用三板式模架方能自动脱模,模具结构复杂,浇口在生产过程中自动拉断,适合自动化注射生产。能使用在一模一腔或者一模多腔模具中,既可以注射小产品亦可以注射大型产品,特别是有花纹的塑件也不影响外观。
2、潜伏式浇口
潜伏式浇口又称为潜伏口,进料部位在制品较隐蔽的地方,以免影响制品外观,顶出时流道与塑件自动分开,故需要较大顶出力。杜宇过分强韧的塑料,不适合使用潜伏式浇口。
3、侧浇口
侧浇口又称为边缘浇口或侧水口,一般开设在分型面上,从塑件边缘进料,其形状长为矩形或接近矩形。加工方便、简单,应用灵活,既可以从产品外侧进料,亦可以从产品内侧进料。
4、直接式浇口
直接式浇口又称为大水口或中心浇口,无分流道,塑料通过主流道直接进入行腔故有塑料流程短,流动阻力小,进料块,动能损失小,传递压力好等优点。但冷却除浇口比较困难,塑件有明显的浇口痕迹,因浇口附近热量比较集中,故在该处冷凝较迟,产生的内应力较大,且易在该处产生气泡、缩孔等缺陷。 本套模具采用直接式浇口
(3)、注塑模具中,冷料井的作用是什么?它有几种形式?该套模具中采用的是哪一种形式?
1、冷料井又称冷料穴,是用来储藏注塑间隔期间产生的冷料头的,防止冷料进入型腔而影响塑件质量,并使熔料能顺利的充满型腔
2、冷料井主要有:Z形头拉料杆冷料井;球头形拉料杆冷料井;无拉料杆冷料井
3、本套模具采用的是Z形头拉料杆冷料井
(4)、注塑模具中,顶出机构一般有几种形式?都有哪些组成部分?简述该套模具其顶出机构类型特点及各元件的作用。
顶出机构一般有顶杆顶出机构,顶管顶出机构,推板顶出机构主要由顶出杆、复位杆、顶杆固定板、顶板、主流道拉料杆等组成。
(5)、侧向抽芯结构通常都用于那类塑料零件?它有几种形式?
1、侧向抽芯结构通常适用于热塑形塑料
2、1)手动分型抽芯机构,包括模内和模外手动分型抽芯机构;2)气、液动侧抽芯机构;3)机动抽芯机构
(6)、各种模具的开模行程H如何计算?
模行程与模具关系,其关系可用式
H≥S1+S2+(5~10) 进行核算
式中H——开模行程(mm);
S1——脱模距离(mm);
S2——塑件高度(mm)
(7)、导向机构在一套模具中,起什么作用?它有几种形式?
1、 导向机构的作用
1) 可保证动模和定模的精确合模,合模时,先由导向机构导向,凸模和凹模再合模,可避免凸凹模发生碰撞而损坏。
2) 由于型腔的形状不一定对称,所以,^腔内的熔体对型腔壁的作用力也不一样,这时导向机构可承受一定的侧压力。
3) 由于导向机构的导向功能强,合模时先行使导向机构结合,所以保证了凸模和凹模的相对位置的准确性。
4) 对于大中型注塑模的脱模机构,由于有导向机构导向使之合模、导柱和导套可起到缓冲作用,使合模运动保证平稳。
2、导向机构主要有导柱导向和锥面定位两种形式
(8)、根据自己所拆卸的一套模具,分析拆卸和装配过程中存在的问题和现象
谈谈实验后你的体会?
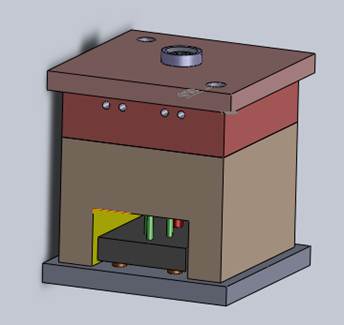
通过此次注塑模具拆装实验,我熟悉注塑模具的一般结构形式,分清了它的组成部分,定模部分、动模部分、成型部分、掐芯部分、脱模部分、浇注部分、冷却、加热部分、排气部分内容,以及斜导柱抽芯结构的动作原理。
第二篇:塑料模具拆装实验

中原工学院
实 验 报 告
课程名称: 塑料成型模具设计与制造
课程号:
专 业: 机械设计制造及其自动化
班 级:
学 号:
学生姓名:
指导教师: 崔江红
20##年 12 月 22 日
注塑模具拆装实验报告
一、实验目的
1、熟悉掌握塑料模具的结构,各个零件的作用和装配关系;
2、掌握成型零件,结构零件的装配及模具的总装顺序;
3、锻炼自己的动手实践能力,加深对塑料注塑模具结构的认识。
二、每个同学体验1-2副模具结构,分析该模具成型什么样的塑件,草绘出其中1套模具所成型的塑件的结构;分析模具的结构及各组成部分的作用;结合自己所拆卸的1套模具,完成下列问题:
①画出该套模具的塑料制件三维或二维草图;
②画出该套模具的装配图(二维或三维);
三、根据自己所拆卸的一套模具,认真思考并回答下列问题:
(1)该模具的型腔数目,草绘出浇注系统的布置方式;
答:该模具的型腔数目为2。
(2)注塑模具的浇口类型有几种?试分析该套注塑模具采用的浇口形式是那一种?并分析说明其合理性;
答:注塑模具的浇口类型有7种。该套注塑模具采用的浇口形式为直接浇口,因为直接浇口流程最短,进料速度快,成型效果好,它的截面一般较大,压力和热量损失都较小,保压补缩作用强,并且直接浇口结构简单,易于制造,成本较低。
(3)该注塑模具的浇注系统中,冷料井是什么形式的?
答:带Z形头拉料杆的冷料井。
(4)注塑模具中,顶出机构一般有几种形式?都有哪些组成部分?简述该套模具其顶出机构类型特点及各元件的作用。
答:注塑模具中,顶出机构一般有四种形式;一般由顶杆、顶出板和顶出固定板、导柱导套、复位杆、拉料杆和挡销组成;该套模具采用的是一次顶出机构,此种机构只需要一次顶出动作就能使制品脱模。顶杆是直接作用在制品上,是制品从模具上脱下来;顶出板和顶出固定板主要是用来挡住顶出机构的;导柱导套是使顶出过程没有卡滞现象,使顶出动作平稳可靠;复位杆用来恢复顶出机构工作完成后到原来的位置;拉料杆是开模时钩住浇注系统的凝料,使凝料从主流到中脱出;挡销是使顶出板与底板之间留有空隙,以便清楚污垢,同时还可以通过调节挡销的厚度来控制顶杆的位置及顶出距离。
(5)该套模具是否有侧向分型抽芯结构?为什么?
答:该套模具没有侧向分型抽芯结构,因为当制品上有侧孔或侧凹时,为了对侧孔或侧凹成型,需要在模具中设置侧向型芯,当开模时首先需要利用侧向抽芯机构使侧向型芯横向移动,使之从侧孔中实现脱模,才能使制品完全从模具上脱落,而本制品没用侧孔,因此不要侧向抽芯机构,所以该套模具没有侧向分型抽芯结构。
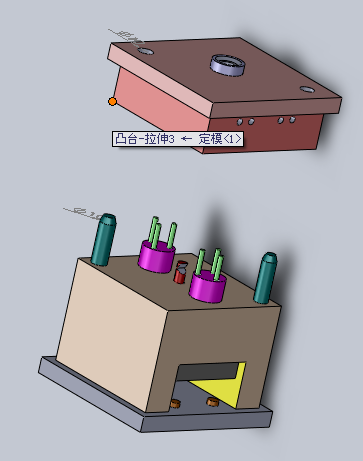
(6)该模具的凸、凹模是整体的还是镶拼的?分析其合理性;
答:该模具的凸模是组合式的,而凹模是整体式的。该组合式凸模采用了装配底板结构,是用螺钉将凸模和固定板紧固在底板上,这种结构适合此类中、小型模具;而整体式的凹模结构牢固,成型的制品表面无接缝痕迹。
(7)该套模具有几个导柱?其导向机构属于那种类型?起什么作用?其布置方式上有什么特点?
答:该套模具有两个导柱;其导向机构属于导柱导向;起了定位、导向和承受侧向压力的作用;其布置方式上的特点为,分布在模具分型面的两个对角,其导柱采用了不等直径导柱的对称布置,导柱设在了有型芯的一侧,导柱有很高的硬度。
(8)根据自己所拆卸的一套模具,分析拆卸和装配过程中存在的问题和现象,谈谈实验后你的体会?
答:通过这次塑料模具拆装实验,使我掌握到了这套模具的结构和拆装方法,更清楚的知道了此模具的装配及原理,也培养了我们的团队意识、质量意识和安全意识,为我们在今后的学习中提供了实践基础,同时使我对机械行业,尤其是模具行业有了实际的了解。