
中原工学院
实 验 报 告
课程名称: 塑料成型模具设计与制造
课程号:
专 业: 机械设计制造及其自动化
班 级:
学 号:
学生姓名:
指导教师: 崔江红
20##年 12 月 22 日
注塑模具拆装实验报告
一、实验目的
1、熟悉掌握塑料模具的结构,各个零件的作用和装配关系;
2、掌握成型零件,结构零件的装配及模具的总装顺序;
3、锻炼自己的动手实践能力,加深对塑料注塑模具结构的认识。
二、每个同学体验1-2副模具结构,分析该模具成型什么样的塑件,草绘出其中1套模具所成型的塑件的结构;分析模具的结构及各组成部分的作用;结合自己所拆卸的1套模具,完成下列问题:
①画出该套模具的塑料制件三维或二维草图;
②画出该套模具的装配图(二维或三维);
三、根据自己所拆卸的一套模具,认真思考并回答下列问题:
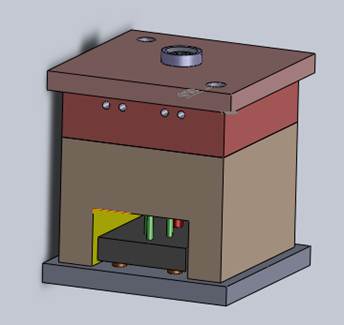
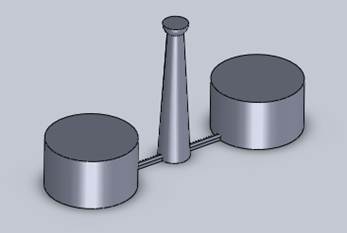
(1)该模具的型腔数目,草绘出浇注系统的布置方式;
答:该模具的型腔数目为2。
(2)注塑模具的浇口类型有几种?试分析该套注塑模具采用的浇口形式是那一种?并分析说明其合理性;
答:注塑模具的浇口类型有7种。该套注塑模具采用的浇口形式为直接浇口,因为直接浇口流程最短,进料速度快,成型效果好,它的截面一般较大,压力和热量损失都较小,保压补缩作用强,并且直接浇口结构简单,易于制造,成本较低。
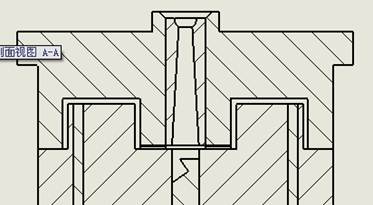
(3)该注塑模具的浇注系统中,冷料井是什么形式的?
答:带Z形头拉料杆的冷料井。
(4)注塑模具中,顶出机构一般有几种形式?都有哪些组成部分?简述该套模具其顶出机构类型特点及各元件的作用。
答:注塑模具中,顶出机构一般有四种形式;一般由顶杆、顶出板和顶出固定板、导柱导套、复位杆、拉料杆和挡销组成;该套模具采用的是一次顶出机构,此种机构只需要一次顶出动作就能使制品脱模。顶杆是直接作用在制品上,是制品从模具上脱下来;顶出板和顶出固定板主要是用来挡住顶出机构的;导柱导套是使顶出过程没有卡滞现象,使顶出动作平稳可靠;复位杆用来恢复顶出机构工作完成后到原来的位置;拉料杆是开模时钩住浇注系统的凝料,使凝料从主流到中脱出;挡销是使顶出板与底板之间留有空隙,以便清楚污垢,同时还可以通过调节挡销的厚度来控制顶杆的位置及顶出距离。
(5)该套模具是否有侧向分型抽芯结构?为什么?
答:该套模具没有侧向分型抽芯结构,因为当制品上有侧孔或侧凹时,为了对侧孔或侧凹成型,需要在模具中设置侧向型芯,当开模时首先需要利用侧向抽芯机构使侧向型芯横向移动,使之从侧孔中实现脱模,才能使制品完全从模具上脱落,而本制品没用侧孔,因此不要侧向抽芯机构,所以该套模具没有侧向分型抽芯结构。
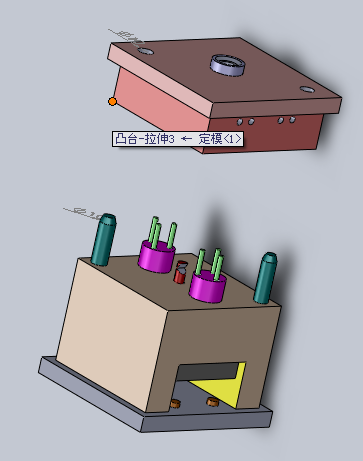
(6)该模具的凸、凹模是整体的还是镶拼的?分析其合理性;
答:该模具的凸模是组合式的,而凹模是整体式的。该组合式凸模采用了装配底板结构,是用螺钉将凸模和固定板紧固在底板上,这种结构适合此类中、小型模具;而整体式的凹模结构牢固,成型的制品表面无接缝痕迹。
(7)该套模具有几个导柱?其导向机构属于那种类型?起什么作用?其布置方式上有什么特点?
答:该套模具有两个导柱;其导向机构属于导柱导向;起了定位、导向和承受侧向压力的作用;其布置方式上的特点为,分布在模具分型面的两个对角,其导柱采用了不等直径导柱的对称布置,导柱设在了有型芯的一侧,导柱有很高的硬度。
(8)根据自己所拆卸的一套模具,分析拆卸和装配过程中存在的问题和现象,谈谈实验后你的体会?
答:通过这次塑料模具拆装实验,使我掌握到了这套模具的结构和拆装方法,更清楚的知道了此模具的装配及原理,也培养了我们的团队意识、质量意识和安全意识,为我们在今后的学习中提供了实践基础,同时使我对机械行业,尤其是模具行业有了实际的了解。
第二篇:塑料模具综合实验
课 程 设 计
课程名称 模具综合实验 题目名称 中国共 产 党党徽 学生学院_ 材料与能源学院 专业班级 09材加2班 学 号
学生姓名
指导教师 程永奇、何建文
2012 年12月26日
1


目 录
一、实验目的和要求···················································3
二、实验设备和仪器···················································4
2.1、模架···························································4
2.2、原材料、零配件、刃具清单·······································4
2.3、实验设备和仪器·················································4
三、实验项目和内容
3.1、CAD/CAM/CAE综合实验···········································4
3.2、模具相关内容···················································4
3.3、模具加工制作具体流程···········································5
3.4、实验过程·······················································5
四、个人部分
4.1、个人产品设计···················································6
4.2、模具零件加工的工艺路线·········································7
4.3、模具制作工艺规程··············································7
五、模具制作组小组部分
5.1、小组成员及分工················································9
5.2、学生实验配套工具清单··········································9
5.3、型芯镶块的加工工艺路线········································10
5.4、型腔镶块的加工工艺路线········································11
5.5、加工程序······················································12
5.6、模具部分······················································16
5.7、注射产品······················································17
六、个人总结·························································17
七、致谢······························································18
八、参考资料·························································18
2
一、实验目的和要求
材料成型及控制工程专业的学生经过专业基础课和专业课的学习,基本掌握了高分子材料、金属材料成型加工的特点,成型模具的结构设计,各种先进的模具制造技术等知识。应用所学专业知识及各种先进计算机软件(如Auto CAD、Pro/E、UG、MasterCAM)、实验仪器设备等进行模具专业综合实验,不但可以提高学生的实践能力,同时也是一个对专业课理论知识融会贯通、消化和吸收、提高总结的过程。
在综合实验的过程中,不但对理论知识的理解得到提高,最重要的是能够使学生对专业知识的综合运用能力得到提高。通过综合实验,能够提出问题,并运用已掌握的知识分析实际问题,并解决问题,从而使学生解决实际问题的能力得到升华,为今后从事设计与研究工作奠定良好的基础。
综合实验是实践教学环节,有利于培养和提高学生的设计能力及解决生产技术问题的能力,初步掌握分析研究解决工程技术问题的方法。同时,通过实验也能进一步了解和掌握实验设备的结构、工作原理,熟练使用本专业设备。
在综合实验中,要求每个学生利用现有的条件(原材料、工艺设备等),充分发挥自己的创新思维和主观能动性,从制品三维造型设计、到模具结构设计、材料选择、成型加工方法选择,到实验工艺路线确定,再到模具的制作与装配及试模,自行设计与实施实验的全过程,最终完成综合实验课程的训练。从而避免验证性、无自主、无创新的重复实验。
模具专业综合实验是按照生产实际的情况而设置的实践环节,涉及设计、采购、外协联系及机械零件的加工制造过程。它为材料成型与控制工程专业本科学生在专业知识的应用设计、加工操作、团体协作等综合能力方面提供锻炼的机会,也提供一个对所学的各门专业课程知识起到融会贯通、消化和吸收、综合提高和总结的实践环节,是一个真刀实枪的实践平台。
本专业学生经过三年半的学习,系统学习了专业基础课程与专业课程,也进行了相关课程的实验,参加过金工实习、认识实习和生产实习,对本专业所从事的工作有比较深入的了解,有一定的专业实践经验,在运用计算机技术进行产品、工艺与模具的设计分析、运用数控加工技术进行成型模具制造方面具有初步能力。但是,学生对所学的各门专业课程知识还缺乏大串通、大融合、综合提高和总结的实践锻炼,因此,在毕业设计之前,进行模具专业综合性实验,目的在于学生加深对专业理论知识的理解,更重要的是可使学生能够将各门课程之间的知识联系起来,结合运用,加强实践锻炼,使学生的综合能力得到提高;目的在于为学生进行毕业设计提供掌握专业实践经验的学习平台,为学生走上专业工作岗位提供一次真刀实枪练兵机会。
3
二、实验设备和仪器
1 、 模架
龙记大水口AI 2015型
2 、 原材料、零配件、刃具清单
1)
2)
3)
4)
5)
6)
7) 铝合金镶块毛坯两块,130x110x30,130x110x30 顶杆Ф6,2根; 浇口套 定位环 钻头Ф6钻镶块推杆孔 铣刀Ф20,铣镶块六平面、粗加工 、型腔 铣刀Ф4,精加工型芯、型腔
3 、 实验设备和仪器
ZXK-32B型数控铣床一台,ZXK-25A型普通钻铣床两台,ZQ4116台式钻床一台,Air compressor一台,CJ80TB塑胶成型注射机一台,深度游标卡尺一把、样冲一根,虎头钳一座,铁锤、钢尺、游标卡尺 若干
三、实验项目和内容
自行设计一个产品零件,然后根据实验室现有的模具模架加工出相应的塑胶塑件。
1、CAD/CAM/CAE综合实验
1)每人根据所测绘模架的实际尺寸,合理设计一个无侧孔的塑胶制品;或合理设计一个冲压件,并造型设计其三维结构图。
2)设计上述产品的注塑模具或冲压模具,设计其模具三维结构装配图。
3)绘制模具的二维装配图及零件图。
4)制定模具零件的工艺路线。
5)制定模具零件加工工艺规程。
6)模具零件数控加工刀路生成与加工模拟。选择合适的加工方式、加工刀具、切削用量和走刀方式,选择合适的加工工艺其他参数值,编制数控加工刀路,并进行加工模拟,再生成数控NC代码。(计算机上进行)
2、模具相关内容
1)
2)
3)
4)
5)
6)
7)
8)
4 产品CAD计算机辅助设计。通过所学的知识,运用UG软件,把塑件图设计出来。 采购镶块、浇口套、顶针及推板固定板 粗加工,即用铣床把镶块和推板固定板的六个面粗铣一次。 把型腔和型芯分别装配上A、B板,如果配合不够紧密,则攻螺孔把镶块固定。 对型腔和型芯进行UG数控编程。 把镶块放在数控加工中心上进行加工。 加工顶针使其长度适合,加工推板固定板,动模固定板。 加工浇口套,使其刚好到达定模底部。
3、模具加工制作具体流程
1)模具制作组的确定。根据实验的总人数分成若干个大组,每个大组加工制作一套模具。
2)每个模具制作组进行模架拆装、结构分析与测绘。
3)各人进行CAD/CAM/CAE综合实验。
4)从本组成员的设计方案中选择一套模具图纸,用于模具加工制作。
5)模具制作组分成若干个小组,成员相对分工,指定各小组组长、副组长,指定设计、采购、编程、加工、装配负责人。
6)对选定方案模具图纸的审核、零件的工艺路线的可行性分析,零件加工方式、加工刀具的审核。
7)模具零配件市场调研与采购,列出实验用的材料、零配件、量刃具和夹具清单,并根据实验室的具体条件,补充采购实验用品。
8)审核切削用量和走刀方式,选择相关的参数值。
9)熟悉仪器设备的操作使用。
10)模具零件数控加工
11)模具零件普通机加工(车、铣、钻)。
12)模具零件电加工(线切割、电火花)。
13)检测加工零件的尺寸精度、形位公差、表面粗糙度等是否达到要求。
14)模具钳工装配与调试。
15)撰写实验报告。
16)综合实验答辩。
4、实验过程
明确综合实验内容和所提供的实验条件,认真复习机械制图、机械制造基础、数控加工技术基础、模具材料与热处理、塑胶制品设计、塑胶成型计算机辅助设计与制造、塑胶成型工艺与模具设计、模具制造工艺与模具数控加工技术等课程的相关知识,联系起来,综合运用。
了解实验室所能提供的模具制作的手段,了解和掌握实验设备仪器的结构、工作原理、主要技术参数、工作特点、注意事项,熟练操作设备仪器。
熟悉量具和刀具的类型、材质、尺寸、使用范围、使用方法,熟悉夹具和钳工工具的使用方法,掌握机械加工切削用量的选择。
掌握各种基准之间的选择及相互间尺寸转换。掌握塑胶模具或冲压模具制造的技术要求,如尺寸精度、表面形状和位置精度、粗糙度、硬度,零件间的公差与配合关系。
尽量从日常实用角度出发,与模架尺寸的大小、综合实验时间和提供的加工手段等条件结合起来,设计尺寸大小和结构复杂程度合适的塑料件或冲压件,利用本专业通用的计算机辅助设计软件进行产品造型设计,进行模具结构设计,绘制出装配图和零件图,注意到零件间的公差与配合。
确定工艺路线,应根据实验室的条件选择合适的零件加工方法。
制定详细的模具制作工艺规程,工艺规程内容包括:毛坯的种类和尺寸;选择定位基准和加工方法,拟订零件加工工艺路线;确定各工序余量、尺寸、公差、技术要求;确定机床类型,确定零件的加工工序、工步;刀具、夹具的选择和调整,工件的定位与装夹,时间安排;填写工艺档。
手工编程加工程序时,要对加工轨迹的数据进行计算和优化。
利用本专业通用的计算机辅助制造软件进行数控编程和模拟运行时,应选择合适加工方式,走刀路径,选择合适的加工刀具、切削用量。对生成的刀具路径进行加工模拟 5
效验与优化,最后生成加工代码。
详细列出本组完成综合实验项目所需物品的清单,要周密考虑,包括毛坯、刀具、夹具、量具、工具等物品,以及其材质、类型、尺寸大小、刀具的装夹尺寸和刀刃有效长度等,与老师一起核对清单并确定需外购物品,获取采购信息,外购完成实验用物品。
根据工艺档,合理安排时间,加工模具零件,装配和修整模具,按质按量完成模具的制作工作。
四、个人部分
1、个人产品设计
主视图 左视图
俯视图
设计的产品为“K”型标志,设计图如上所示。
对于设计出来了产品,我们该如何将他们加工出来,在这个过程中我们应该注意哪些问题,都是我们应该考虑的。
根据产品的尺寸和我们实验室现有的模架,产品注射的使用一模一腔。
6 三维图
模具整体
2、模具零件加工的工艺路线
模具制造是在一定的工艺条件下,改变模具材料的形状、尺寸和性质,使之成为符合设计要求的模具零件,再经装配、试模和修整而得到整副模具产品的过程。包括生产技术准备、模具零件加工和模具装配等阶段。
(1)生产技术准备
生产技术准备阶段的主要任务是分析模具图样,制订工艺规程;编制数控加工程序;设计和制造工装夹具;制定生产计划,制定并实施工具、材料、标准件等外购和零件外协加工计划。各种生产服务活动如生产中原材料、半成品和工具的供应、运输、保管以及产品的包装和发运等。
(2)模具零件加工
1)传统的切削加工,如车、钳、刨、铣、磨等;
2)数控加工,如数控铣削、加工中心加工等;
而我的零件产品加工主要用到的就是这两种,加工这个零件产品,要先进行平面铣削,使得买回来的模具零件的尺寸精度和表面精度都符合模具零件加工的要求。
(3)模具装配
模具装配是根据模具装配图样要求的质量和精度,将加工好的零件组合在一起构成一副完整模具的过程。除此之外,装配阶段的任务还有清洗、修配模具零件,试模及修整等。
3、模具制作工艺规程
7
制定工艺规程的目的就是为了能有效地指导并控制各工序的加工质量,使之能有序地按要求实施,最终能以先进而又可靠的技术和最低的生产成本、最短的时间制造出品质符合用户要求的模具。
(1)工艺规程的性质和作用
模具零件机械加工工艺规程就是以规范的表格形式和必要的图文,将模具制造的工艺过程以及各工序的加工顺序、内容、方法和技术要求,所配置的设备和辅助工装,所需加工工时和加工余量等内容,按加工顺序,完整有序的编入所形成的模具制造过程的指导性技术档。因此,模具制造工艺规程的作用即是用以组织、指导、管理和控制模具制造的各个工序。
(2)制订工艺规程的步骤
1)首先应对模具的设计意图和整体结构、各零部件的相互关系和功能以及配合要求等有详尽透彻的了解,即把每个零部件的加工工艺性和装配性都吃透,方能制订出切合实际、正确无误、行之有效的工艺规程;
2)根据每个零件的数量确定其采用单件生产还是多件生产方式(多型腔模具);
3)根据所采用的毛坯类型确定毛坯的下料尺寸;
4)根据图纸的技术要求,选定主要加工面的加工方法和定位基准,并确定该零件的加工顺序;
5)确定各工序的加工余量即各工序尺寸和公差以及技术要求;
6)配置相应的机床、刀具、夹具、工具、量具;
7)确定各工序的切削参数和工时定额;
8)填写并完成工艺过程综合卡的制订,经审批后下达实施。
型腔
型芯
以上就是我个人设计的产品(“K”型标志)的部分参数。
8
五、小组模具制作部分
1、小组分工
2、产品设计
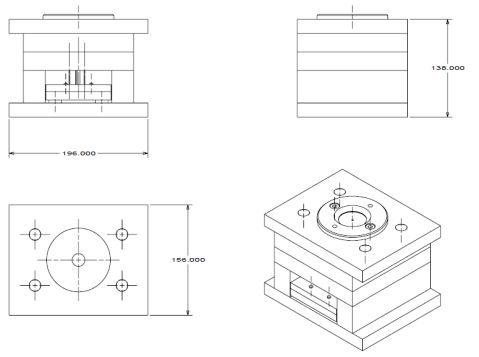
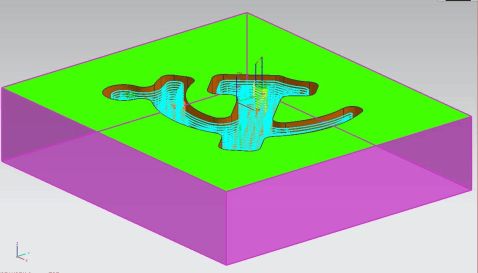
设计得产品为中共党徽,采用直接浇口,一摸一件生产,外形如下图。
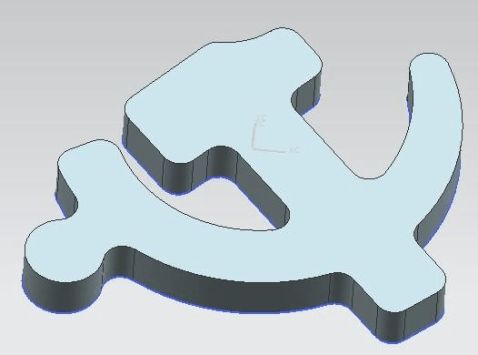
制品样张
对于设计出来了产品,我们该如何将他们加工出来,在这个过程中我们应该注意哪些问题,都是我们应该考虑的。
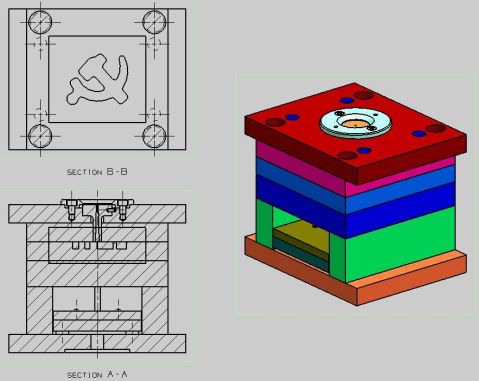
根据产品的尺寸和我们实验室现有的模架,产品注射的使用一模一腔。 模具的整体设计和镶块设计如下图
9
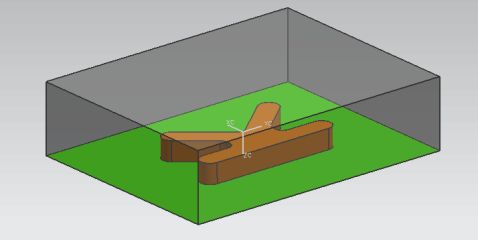
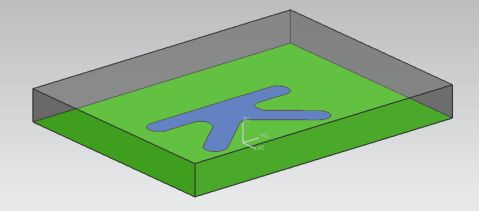
模具整体
镶块设计
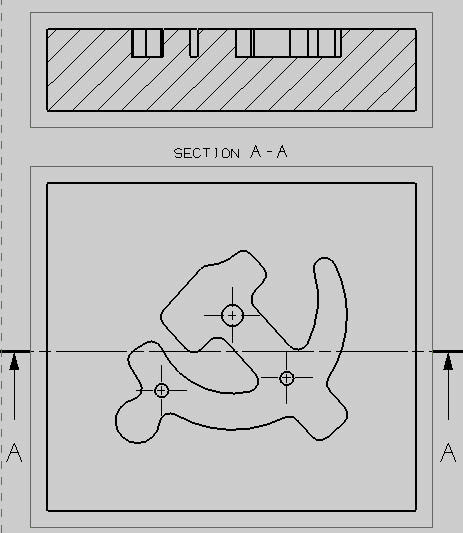
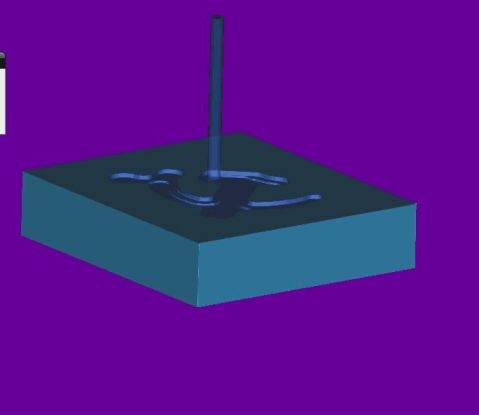
3、型腔镶块的加工工艺
粗铣六面体到131x111x31——精铣六面体到130.5x110.5x31.5——镶块镶入B板——
10
粗铣型腔——精铣型腔
4
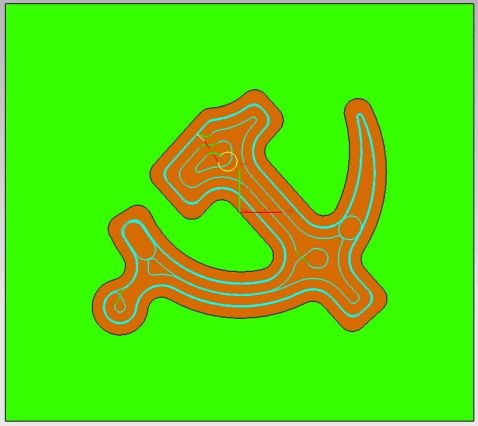
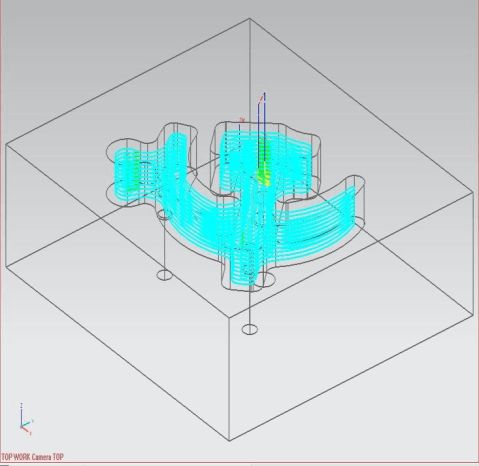
、型芯镶块的加工走刀路线
11
5、加工程序(因每次Z轴进刀都会产生一段重复类似的程序,故去除程序中间部分,保留头尾以示加工原理)
%
N0010 G92 X0 Y0 Z0 N0020 G91 G28 Z0.0 :0030 T00 M06
N0040 G0 G90 X-.2295 Y.5567 S800 M03 N0050 G43 Z.7874 H00 N0060 Z.1181
N0070 G3 X-.2295 Y.5567 Z.1051 I-.0227 J.0545
K.0021 F94.5
N0080 X-.2295 Y.5567 Z.0922 I-.0227 J.0545 K.0021 N0090 X-.2295 Y.5567 Z.0792 I-.0227 J.0545 K.0021 N0100 X-.2295 Y.5567 Z.0663 I-.0227 J.0545 K.0021 N0110 X-.2295 Y.5567 Z.0533 I-.0227 J.0545 K.0021 N0120 X-.2295 Y.5567 Z.0403 I-.0227 J.0545 K.0021 N0130 X-.2295 Y.5567 Z.0274 I-.0227 J.0545 K.0021 N0140 X-.2295 Y.5567 Z.0144 I-.0227 J.0545 K.0021 N0150 X-.2295 Y.5567 Z.0015 I-.0227 J.0545 K.0021 N0160 X-.2295 Y.5567 Z-.0115 I-.0227 J.0545 K.0021 N0170 X-.2961 Y.6507 Z-.0189 I-.0227 J.0545 K.0021 N0180 G1 X-.3945 Y.5413 M08 N0190 G3 X-.3933 Y.5394 I.0009 J-.0008
N0200 G2 X-.1327 Y.5678 I.1922 J-.5554 N0210 G3 X-.1314 Y.5692 I.0001 J.0011 N0220 G2 X-.1378 Y.7699 I.5756 J.1187 N0230 G3 X-.1392 Y.7712 I-.0012 J.0002 N0240 G2 X-.1969 Y.7605 I-.2207 J1.0258 N0250 G3 X-.1976 Y.7601 I.0002 J-.0012 N0260 G1 X-.2563 Y.6949
N0270 G2 X-.2569 Y.6945 I-.0009 J.0008 N0280 G1 X-.3938 Y.6596
N0290 G3 X-.3943 Y.6592 I.0003 J-.0012 N0300 G1 X-.5995 Y.4313 N0310 G3 Y.4298 I.0009 J-.0008 N0320 G1 X-.5408 Y.3646
12
N0330 G3 X-.5392 Y.3645 I.0008 J.0008 N0340 G2 X-.0114 Y.4564 I.3381 J-.3805 N0350 G3 X-.0099 Y.458 I.0004 J.0011 N0360 G2 X-.0256 Y.8838 I.4541 J.2299 N0370 G3 X-.0271 Y.8854 I-.0011 J.0004 N0380 G2 X-.2363 Y.8344 I-.3328 J.9116 N0390 G3 X-.237 Y.834 I.0001 J-.0012 N0400 G1 X-.3149 Y.7476
N0410 G2 X-.3154 Y.7472 I-.0008 J.0008 N0420 G1 X-.4523 Y.7123
N0430 G3 X-.4529 Y.7119 I.0003 J-.0012 N0440 G1 X-.7054 Y.4313 N0450 G3 Y.4297 I.0009 J-.0008 N0460 G1 X-.5432 Y.2495 N0470 G3 X-.5414 I.0009 J.0008 N0480 G1 X-.5183 Y.2747
N0490 G2 X.1188 Y.2718 I.3172 J-.2907 N0500 G1 X.5462 Y-.2031
N0510 G2 X.6476 Y-.4031 I-.3198 J-.2879 N0520 G3 X.6481 Y-.4038 I.0012 J.0003 N0530 G1 X.8133 Y-.51
N0540 G2 X.8138 Y-.5111 I-.0006 J-.001 N0550 X.8085 Y-.5726 I-.5874 J.0201 N0560 G3 X.8097 Y-.5739 I.0011 J-.0002 N0570 G2 X.9501 Y-.5861 I.0201 J-.5875 N0580 G3 X.9515 Y-.5848 I.0002 J.0012 N0590 G2 X.9512 Y-.4693 I.5848 J.0593 N0600 G3 X.95 Y-.468 I-.0012 J.0001 N0610 G2 X.8143 Y-.4508 I.0056 J.5878 N0620 G3 X.8131 Y-.4513 I-.0002 J-.0012 N0630 G2 X.8129 Y-.4515 I-.001 J.0007 N0640 G1 X.7352 Y-.5154
N0650 G3 X.7348 Y-.5163 I.0008 J-.0009 N0660 G2 X.7043 Y-.6661 I-.5084 J.0253 N0670 G3 X.7057 Y-.6677 I.0012 J-.0004 N0680 G2 X1.0583 Y-.7066 I.1241 J-.4937 N0690 G3 X1.06 Y-.7051 I.0006 J.0011 N0700 G2 X1.0477 Y-.3826 I.4763 J.1796 N0710 G3 X1.0464 Y-.3811 I-.0011 J.0003 N0720 G2 X.7102 Y-.3263 I-.0908 J.5009 N0730 G3 X.7085 Y-.3277 I-.0005 J-.001 N0740 G2 X.7268 Y-.3977 I-.4821 J-.1633 N0750 X.7267 Y-.3985 I-.0011 J-.0002 N0760 G1 X.6558 Y-.5208
N0770 G3 X.6556 Y-.5213 I.001 J-.0006 N0780 G2 X.4714 Y-.8447 I-.4292 J.0303 N0790 G3 X.4725 Y-.8468 I.0007 J-.001
N0800 X.636 Y-.7772 I-.4574 J1.301 N0810 G2 X1.1496 Y-.8735 I.1938 J-.3842 N0820 G1 X1.2869 Y-1.0261
N0830 G3 X1.2886 Y-1.0262 I.0009 J.0008 N0840 G1 X1.3537 Y-.9676
N0850 G3 X1.3538 Y-.966 I-.0008 J.0008 N0860 G1 X1.2164 Y-.8134
N0870 G2 X1.1745 Y-.2925 I.3199 J.2879 N0880 G3 X1.2142 Y-.227 I-1.1594 J.7467 N0890 X1.2125 Y-.2254 I-.001 J.0006 N0900 G2 X.6357 Y-.1681 I-.2569 J.3452 N0910 G1 X.1244 Y.4
N0920 G2 X.1255 Y.977 I.3198 J.2879 N0930 G1 X.1845 Y1.0421 N0940 G3 Y1.0437 I-.0008 J.0008 N0950 G1 X.1598 Y1.0711
N0960 G3 X.1583 Y1.0713 I-.0008 J-.0008 N0970 G2 X-.2748 Y.9093 I-.5182 J.7257 N0980 G3 X-.2756 Y.9089 I.0001 J-.0012 N0990 G1 X-.3734 Y.8002
N1000 G2 X-.374 Y.7999 I-.0009 J.0008 N1010 G1 X-.5108 Y.7649
N1020 G3 X-.5114 Y.7646 I.0003 J-.0011 N1030 G1 X-.8113 Y.4313 N1040 G3 Y.4297 I.0008 J-.0008 N1050 G1 X-.5437 Y.1324 N1060 G3 X-.542 I.0009 J.0008 N1070 G1 X-.4602 Y.2215
N1080 G2 X.0603 Y.2191 I.2591 J-.2375 N1090 G1 X.4877 Y-.2558
N1100 G2 X.3031 Y-.8341 I-.2613 J-.2352 N1110 X-.6866 Y-.664 I-.288 J1.2883 N1120 G3 X-.6872 Y-.6638 I-.0006 J-.001 N1130 G1 X-.8284 Y-.6614
N1140 G2 X-.8291 Y-.6612 I0.0 J.0012 N1150 X-1.0452 Y-.4582 I.8442 J1.1154 N1160 G3 X-1.0472 Y-.4593 I-.0009 J-.0008 N1170 G2 X-1.0358 Y-.7119 I-.4052 J-.1449 N1180 G3 X-1.0342 Y-.7133 I.0012 J-.0003 N1190 G2 X-.7819 Y-.6981 I.1508 J-.403 N1200 G3 X-.7807 Y-.6962 I.0003 J.0011 N1210 G2 X-.781 Y-.6955 I.0009 J.0007 N1220 G1 X-.7839 Y-.5972
N1230 G3 X-.7844 Y-.5962 I-.0012 J0.0 N1240 G2 X-1.1699 Y-.1276 I.7995 J1.0504 N1250 G3 X-1.1715 Y-.1271 I-.001 J-.0005 N1260 G1 X-1.2869 Y-.1992
N1270 G3 X-1.2873 Y-.2007 I.0006 J-.001 N1280 X-1.1673 Y-.3985 I1.3024 J.6549 N1290 G2 X-1.2756 Y-.9081 I-.2851 J-.2057 N1300 G3 X-1.276 Y-.9084 I.0006 J-.001 N1310 G1 X-1.3578 Y-1.0237
N1320 G2 X-1.3586 Y-1.0241 I-.001 J.0007 N1330 X-1.3655 Y-1.0256 I-.0938 J.4199 N1340 G3 X-1.3116 Y-1.0741 I.0091 J-.0441 N1350 G2 X-1.3 Y-1.0086 I.4282 J-.0422 N1360 G3 X-1.3012 Y-1.0071 I-.0012 J.0003 N1370 G2 X-1.302 Y-1.0069 I-.0001 J.0012 N1380 G1 X-1.3855 Y-.9498
N1390 G3 X-1.3864 Y-.9497 I-.0006 J-.001 N1400 X-1.2333 Y-1.0818 I.03 J-.12 N1410 G2 X-.7088 Y-.8111 I.3499 J-.0345 N1420 G3 X.6715 Y-.8475 I.7239 J1.2653 N1430 G2 X1.0911 Y-.9262 I.1583 J-.3139 N1440 G1 X1.2811 Y-1.1373
N1450 G3 X1.2827 Y-1.1374 I.0009 J.0008 N1460 G1 X1.4649 Y-.9735
N1470 G3 X1.465 Y-.9718 I-.0008 J.0009 N1480 G1 X1.275 Y-.7607
N1490 G2 X1.2407 Y-.3351 I.2613 J.2352 N1500 G3 X1.4428 Y.7493 I-1.2256 J.7893 N1510 X1.4404 Y.749 I-.0012 J-.0003 N1520 G2 X1.2705 Y-.0365 I-1.6398 J-.0564 N1530 X.6942 Y-.1154 I-.3149 J.1563 N1540 G1 X.1829 Y.4527
N1550 G2 X.1838 Y.9241 I.2613 J.2352 N1560 G1 X.2907 Y1.0419 N1570 G3 Y1.0435 I-.0009 J.0008 N1580 G1 X.1693 Y1.1783
N1590 G3 X.1677 Y1.1784 I-.0009 J-.0008 N1600 G2 X-.3122 Y.9854 I-.5276 J.6186 N1610 G3 X-.313 Y.985 I0.0 J-.0012 N1620 G1 X-.4318 Y.8531
N1630 G2 X-.4327 Y.8527 I-.0008 J.0008 N1640 G1 X-.5296 Y.8614
N1650 G3 X-.5306 Y.861 I-.0001 J-.0012 N1660 G1 X-.8915 Y.46 N1670 G3 Y.4011 I.0327 J-.0295 N1680 G1 X-.5758 Y.0503
N1690 G3 X-.5106 Y.05 I.0327 J.0295 N1700 G1 X-.4022 Y.1683
N1710 G2 X.0017 Y.1665 I.2011 J-.1843 N1720 G1 X.4292 Y-.3085
N1730 G2 X.2859 Y-.7572 I-.2028 J-.1825
13
N1740 X-1.1156 Y-.0581 I-.2708 J1.2114 N1750 G3 X-1.179 Y-.0389 I-.0401 J-.0181 N1760 G1 X-1.356 Y-.1495
N1770 G3 X-1.3725 Y-.2058 I.0233 J-.0374 N1780 X-1.2311 Y-.4446 I1.3876 J.66 N1790 G2 X-1.3973 Y-.8714 I-.2213 J-.1596 N1800 G3 X-1.1549 Y-1.0895 I.0409 J-.1983 N1810 G2 X-.7479 Y-.8795 I.2715 J-.0268 N1820 G3 X.7069 Y-.9178 I.763 J1.3337 N1830 G2 X1.0325 Y-.9789 I.1229 J-.2436 N1840 G1 X1.2466 Y-1.2167
N1850 G3 X1.3087 Y-1.22 I.0327 J.0295 N1860 G1 X1.5443 Y-1.008
N1870 G3 X1.5475 Y-.9458 I-.0295 J.0327 N1880 G1 X1.3335 Y-.708
N1890 G2 X1.3069 Y-.3778 I.2028 J.1825 N1900 G3 X1.3853 Y1.1496 I-1.2918 J.832 N1910 X1.3037 Y1.1177 I-.0392 J-.0199 N1920 G2 X1.2 Y-.0015 I-1.5031 J-.4251 N1930 X.7528 Y-.0628 I-.2444 J.1213 N1940 G1 X.2414 Y.5054
N1950 G2 X.2421 Y.8712 I.2028 J.1825 N1960 G1 X.3708 Y1.013
N1970 G3 X.3709 Y1.072 I-.0326 J.0296 N1980 G1 X.2039 Y1.2575
N1990 G3 X.1412 Y1.2603 I-.0327 J-.0294 N2000 G2 X-.3306 Y1.0633 I-.5011 J.5367 N2010 G3 X-.3616 Y1.0488 I.0017 J-.044 N2020 G1 X-.5302 Y.8614 N2030 X-.4424 Y.7824 N2040 Z.0993 N2050 G0 Z.7874 ?? ?? ?? ?? ?? ?? ??
N0090 G0 Z.7874 N0100 X-.2255 Y.553 N0110 Z-.2591
N0120 G3 X-.2255 Y.553 Z-.2721 I-.0226 J.0546 K.0021
N0130 X-.2255 Y.553 Z-.285 I-.0226 J.0546 K.0021 N0140 X-.2255 Y.553 Z-.298 I-.0226 J.0546 K.0021 N0150 X-.2255 Y.553 Z-.3109 I-.0226 J.0546 K.0021
N0160 X-.2255 Y.553 Z-.3239 I-.0226 J.0546 K.0021 N0170 X-.2255 Y.553 Z-.3369 I-.0226 J.0546 K.0021 N0180 X-.2255 Y.553 Z-.3498 I-.0226 J.0546 K.0021 N0190 X-.2255 Y.553 Z-.3628 I-.0226 J.0546 K.0021 N0200 X-.2255 Y.553 Z-.3757 I-.0226 J.0546 K.0021 N0210 X-.2255 Y.553 Z-.3887 I-.0226 J.0546 K.0021 N0220 X-.292 Y.6471 Z-.3961 I-.0226 J.0546 K.0021 N0230 G1 X-.3768 Y.5529
N0240 G3 X-.3755 Y.551 I.0009 J-.0008 N0250 G2 X-.1395 Y.574 I.1744 J-.567 N0260 G3 X-.1383 Y.5754 I.0001 J.0012 N0270 G2 X-.1443 Y.763 I.5825 J.1125 N0280 G3 X-.1457 Y.7643 I-.0011 J.0001 N0290 G2 X-.1942 Y.7554 I-.2142 J1.0327 N0300 G3 X-.1948 Y.755 I.0002 J-.0012 N0310 G1 X-.2523 Y.6912
N0320 G2 X-.2528 Y.6909 I-.0008 J.0008 N0330 G1 X-.3897 Y.6559
N0340 G3 X-.3903 Y.6556 I.0003 J-.0011 N0350 G1 X-.5921 Y.4313 N0360 G3 Y.4298 I.0009 J-.0008 N0370 G1 X-.5404 Y.3723
N0380 G3 X-.5387 Y.3722 I.0009 J.0008 N0390 G2 X-.0225 Y.4665 I.3376 J-.3882 N0400 G3 X-.021 Y.4681 I.0004 J.0011 N0410 G2 X-.0352 Y.8746 I.4652 J.2198 N0420 G3 X-.0367 Y.8761 I-.0011 J.0004 N0430 G2 X-.2336 Y.8292 I-.3232 J.9209 N0440 G3 X-.2343 Y.8289 I.0001 J-.0011 N0450 G1 X-.3108 Y.7439
N0460 G2 X-.3114 Y.7435 I-.0009 J.0008 N0470 G1 X-.4482 Y.7086
N0480 G3 X-.4488 Y.7082 I.0003 J-.0011 N0490 G1 X-.698 Y.4313 N0500 G3 Y.4297 I.0008 J-.0008 N0510 G1 X-.5431 Y.2576 N0520 G3 X-.5414 I.0008 J.0008 N0530 G1 X-.5223 Y.2784
N0540 G2 X.1229 Y.2755 I.3212 J-.2944 N0550 G1 X.5503 Y-.1995
N0560 G2 X.6542 Y-.408 I-.3239 J-.2915 N0570 G3 X.6547 Y-.4088 I.0012 J.0002 N0580 G1 X.8185 Y-.5171
N0590 G2 X.819 Y-.5181 I-.0007 J-.001 N0600 X.8148 Y-.567 I-.5926 J.0271 N0610 G3 X.816 Y-.5683 I.0011 J-.0001 N0620 G2 X.944 Y-.5792 I.0138 J-.5931
N0630 G3 X.9454 Y-.578 I.0002 J.0011 N0640 G2 X.9452 Y-.4747 I.5909 J.0525 N0650 G3 X.9441 Y-.4734 I-.0012 J.0001 N0660 G2 X.8202 Y-.4579 I.0115 J.5932 N0670 G3 X.819 Y-.4583 I-.0002 J-.0011 N0680 G2 X.8188 Y-.4586 I-.001 J.0006 N0690 G1 X.7404 Y-.5215
N0700 G3 X.74 Y-.5223 I.0007 J-.0009 N0710 G2 X.7129 Y-.6585 I-.5136 J.0313 N0720 G3 X.7143 Y-.66 I.0011 J-.0003 N0730 G2 X1.0486 Y-.6957 I.1155 J-.5014 N0740 G3 X1.0502 Y-.6943 I.0005 J.001 N0750 G2 X1.0401 Y-.3895 I.4861 J.1688 N0760 G3 X1.0388 Y-.388 I-.0012 J.0003 N0770 G2 X.7196 Y-.3375 I-.0832 J.5078 N0780 G3 X.7179 Y-.3389 I-.0006 J-.001 N0790 G2 X.7335 Y-.4037 I-.4915 J-.1521 N0800 X.7333 Y-.4045 I-.0012 J-.0002 N0810 G1 X.6609 Y-.5259
N0820 G3 X.6607 Y-.5264 I.001 J-.0006 N0830 G2 X.5038 Y-.827 I-.4343 J.0354 N0840 G3 X.505 Y-.829 I.0008 J-.0009 N0850 X.6335 Y-.7723 I-.4899 J1.2832 N0860 G2 X1.1537 Y-.8699 I.1963 J-.3891 N0870 G1 X1.2873 Y-1.0184
N0880 G3 X1.289 Y-1.0185 I.0009 J.0008 N0890 G1 X1.346 Y-.9672
N0900 G3 X1.3461 Y-.9656 I-.0008 J.0009 N0910 G1 X1.2124 Y-.817
N0920 G2 X1.1699 Y-.2895 I.3239 J.2915 N0930 G3 X1.197 Y-.2457 I-1.1548 J.7437 N0940 X1.1953 Y-.2441 I-.001 J.0006 N0950 G2 X.6316 Y-.1718 I-.2397 J.3639 N0960 G1 X.1203 Y.3964
N0970 G2 X.1214 Y.9807 I.3239 J.2915 N0980 G1 X.1772 Y1.0421 N0990 G3 Y1.0437 I-.0009 J.0008 N1000 G1 X.159 Y1.0638
N1010 G3 X.1575 Y1.064 I-.0008 J-.0008 N1020 G2 X-.2722 Y.9041 I-.5174 J.733 N1030 G3 X-.2729 Y.9037 I.0002 J-.0012 N1040 G1 X-.3693 Y.7966
N1050 G2 X-.3699 Y.7962 I-.0009 J.0008 N1060 G1 X-.5067 Y.7613
N1070 G3 X-.5073 Y.7609 I.0002 J-.0012 N1080 G1 X-.804 Y.4313 N1090 G3 Y.4297 I.0009 J-.0008
14
N1100 G1 X-.5437 Y.1405 N1110 G3 X-.5419 I.0009 J.0008 N1120 G1 X-.4643 Y.2252
N1130 G2 X.0643 Y.2228 I.2632 J-.2412 N1140 G1 X.4918 Y-.2521
N1150 G2 X.3043 Y-.8394 I-.2654 J-.2389 N1160 X-.7108 Y-.6549 I-.2892 J1.2936 N1170 G3 X-.7114 Y-.6547 I-.0006 J-.001 N1180 G1 X-.8525 Y-.6497
N1190 G2 X-.8532 Y-.6495 I0.0 J.0012 N1200 X-1.0319 Y-.4817 I.8683 J1.1037 N1210 G3 X-1.0339 Y-.4828 I-.0008 J-.0008 N1220 G2 X-1.028 Y-.7033 I-.4185 J-.1214 N1230 G3 X-1.0265 Y-.7047 I.0011 J-.0003 N1240 G2 X-.8066 Y-.6873 I.1431 J-.4116 N1250 G3 X-.8055 Y-.6854 I.0002 J.0011 N1260 G2 X-.8057 Y-.6847 I.0009 J.0007 N1270 G1 X-.8068 Y-.5863
N1280 G3 X-.8073 Y-.5854 I-.0012 J0.0 N1290 G2 X-1.1721 Y-.1354 I.8224 J1.0396 N1300 G3 X-1.1738 Y-.1349 I-.0011 J-.0005 N1310 G1 X-1.2797 Y-.2012
N1320 G3 X-1.2802 Y-.2027 I.0006 J-.0009 N1330 X-1.1628 Y-.3953 I1.2953 J.6569 N1340 G2 X-1.281 Y-.9174 I-.2896 J-.2089 N1350 G3 X-1.2814 Y-.9177 I.0006 J-.001 N1360 G1 X-1.366 Y-1.0311
N1370 G2 X-1.3666 Y-1.0315 I-.0009 J.0007 N1380 G3 X-1.3171 Y-1.0736 I.0102 J-.0382 N1390 G2 X-1.3078 Y-1.0172 I.4337 J-.0427 N1400 G3 X-1.309 Y-1.0157 I-.0011 J.0003 N1410 G2 X-1.3097 Y-1.0155 I0.0 J.0011 N1420 G1 X-1.3916 Y-.9573
N1430 G3 X-1.3927 Y-.9571 I-.0007 J-.001
N1440 X-1.2387 Y-1.0813 I.0363 J-.1126 N1450 G2 X-.7061 Y-.8064 I.3553 J-.035 N1460 G3 X.669 Y-.8426 I.7212 J1.2606 N1470 G2 X1.0951 Y-.9225 I.1608 J-.3188 N1480 G1 X1.2815 Y-1.1296
N1490 G3 X1.2832 Y-1.1297 I.0009 J.0008 N1500 G1 X1.4572 Y-.9731 N1510 G3 Y-.9714 I-.0008 J.0009 N1520 G1 X1.2709 Y-.7644
N1530 G2 X1.2361 Y-.3322 I.2654 J.2389 N1540 G3 X1.4492 Y.6838 I-1.221 J.7864 N1550 X1.4468 Y.6836 I-.0012 J-.0002 N1560 G2 X1.2754 Y-.0389 I-1.6462 J.009 N1570 X.6902 Y-.1191 I-.3198 J.1587 N1580 G1 X.1788 Y.449
N1590 G2 X.1798 Y.9278 I.2654 J.2389 N1600 G1 X.2833 Y1.0419 N1610 G3 Y1.0435 I-.0009 J.0008 N1620 G1 X.1688 Y1.1707
N1630 G3 X.1672 Y1.1708 I-.0009 J-.0008 N1640 G2 X-.3097 Y.98 I-.5271 J.6262 N1650 G3 X-.3105 Y.9797 I.0001 J-.0011 N1660 G1 X-.4277 Y.8494
N1670 G2 X-.4287 Y.849 I-.0009 J.0008 N1680 G1 X-.5255 Y.8577
N1690 G3 X-.5265 Y.8573 I-.0001 J-.0012 N1700 G1 X-.8874 Y.4563 N1710 G3 Y.4047 I.0286 J-.0258 N1720 G1 X-.5717 Y.054
N1730 G3 X-.5147 Y.0537 I.0286 J.0258 N1740 G1 X-.4062 Y.172
N1750 G2 X.0058 Y.1701 I.2051 J-.188 N1760 G1 X.4332 Y-.3048
N1770 G2 X.2871 Y-.7626 I-.2068 J-.1862
N1780 X-1.1206 Y-.0603 I-.272 J1.2168 N1790 G3 X-1.1761 Y-.0436 I-.0351 J-.0159 N1800 G1 X-1.3531 Y-.1542
N1810 G3 X-1.3675 Y-.2034 I.0204 J-.0327 N1820 X-1.2267 Y-.4414 I1.3826 J.6576 N1830 G2 X-1.3962 Y-.8768 I-.2257 J-.1628 N1840 G3 X-1.1604 Y-1.089 I.0398 J-.1929 N1850 G2 X-.7452 Y-.8747 I.277 J-.0273 N1860 G3 X.7045 Y-.9129 I.7603 J1.3289 N1870 G2 X1.0366 Y-.9752 I.1253 J-.2485 N1880 G1 X1.2506 Y-1.213
N1890 G3 X1.3051 Y-1.2159 I.0287 J.0258 N1900 G1 X1.5406 Y-1.0039
N1910 G3 X1.5435 Y-.9495 I-.0258 J.0286 N1920 G1 X1.3294 Y-.7117
N1930 G2 X1.3023 Y-.3748 I.2069 J.1862 N1940 G3 X1.3804 Y1.1471 I-1.2872 J.829 N1950 X1.309 Y1.1192 I-.0343 J-.0174 N1960 G2 X1.2049 Y-.0039 I-1.5084 J-.4266 N1970 X.7487 Y-.0664 I-.2493 J.1237 N1980 G1 X.2374 Y.5017
N1990 G2 X.2381 Y.8749 I.2068 J.1862 N2000 G1 X.3667 Y1.0167
N2010 G3 X.3668 Y1.0684 I-.0285 J.0259 N2020 G1 X.1998 Y1.2539
N2030 G3 X.1449 Y1.2563 I-.0286 J-.0258 N2040 G2 X-.3304 Y1.0578 I-.5048 J.5407 N2050 G3 X-.3575 Y1.0451 I.0015 J-.0385 N2060 G1 X-.5261 Y.8578 N2070 X-.4383 Y.7787 N2080 Z-.278 N2090 G0 Z.7874 N2100 M02 %
15
6、模具成品

模具实物
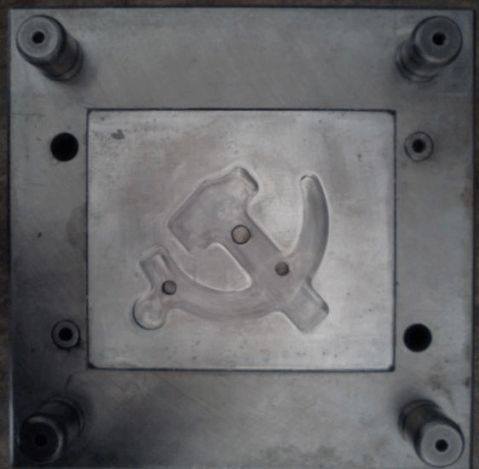
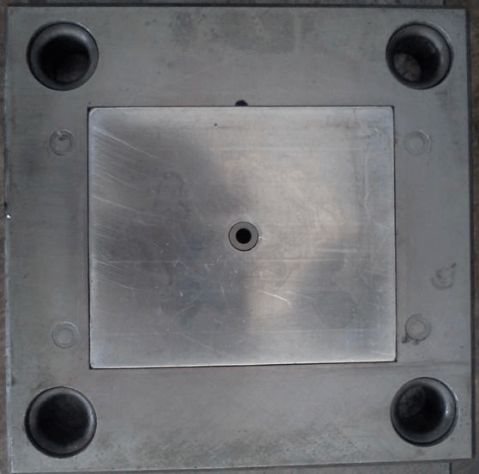
B板 A板
16
7、注射产品
注塑成型原理:利用塑胶的可挤压性和可模塑性,先将松散的粒状或粉状成型物料从注射机的料斗送入高温的机筒内加热熔融塑化,使之成为粘流态融体,然后再柱塞或螺杆的高压推动下,以高流速通过机筒前端的喷嘴,注射入温度较低的闭合模具内,经过一段保压冷却定型时间后,开启模具,便可从型腔中脱出具有一定形状和尺寸的塑胶制品。


正视图 斜视图
六、个人总结
这次的模具综合实验让我认识了很多不足也收获了很多知识。很荣幸何建文老师选择了我的图形《中国共 产 党党徽》,一开始在设计三维图纸的时候倒角太小了没有意识到刀具是否能加工的问题最后请教了程永奇老师的意见后,回去认真查阅刀具直径最后把图纸所有倒圆角改为R6,选用半径为R3的刀具。这样可以避免刀具容易折断,同时又可以完整的加工出型腔。
第二个问题是我在设计过程中只注重到产品的美观性,想把中国共 产 党党徽表现的厚重一些所以把草图拉伸了10个毫米。忽略了产品在加工中带来的困难比如说进行数控加工时由于型腔深10毫米,每刀切削量1毫米我们就用了六个小时。还有就是在注塑pp塑料的时候由于产品太厚出现脱模困难和收缩现象严重,同时出现大量的缩松和白口塑化条纹。
第三个问题是在设计顶杆的时候由于定位基准不正确,导致第一次装配的时候三根顶杆卡在了B板位置无法顶到型腔地面。最后是通过对B板进行一个扩孔加大顶杆的活动范围才解决了这个问题。这使得我十分重视定位基准的问题。
第四个问题是在进行注塑的时候由于对注塑机完全不熟悉。必须在网上查找资料了解PP塑料的相关参数和注塑机的调模参数。一开始用老师设定的参数发现无法注满型腔(主要是因为我设计的型腔太大太深了)必须通过调改注塑压力。然后就是保压问题,保压时间短产品容易在空气中严重塑化收缩,保压时间长出现过烧的现象。通过二十多次的改动终于生产出了相对好看的产品。
经过这次的综合实验,让我重新又整理了一次我们四年来所学的专业知识,从模具设计,加工预测,设计改良,到加工工艺,还有CAD/CAE技术,整个综合实验做下来,又重新的走了一遍。有一些加工工艺是专业基础知识,是大一学的,两年后的现在很多都忘得差不多了,又得重新翻开尘封的书复习。
通过这次的模具综合实验我觉得自己身上存在很多的不足,动手能力不强在运用数控铣床对刀困难出现偏差。理论知识不足设计图纸过厚导致加工难度倍增。真的感谢学校提供了我们这样一个机会让我们把理论与实践结合起来。使我认识到想 17
做一名优秀的工程师必须具备深厚的知识功底和过硬的动手能力。
七、致谢
感谢何程永奇老师和建文老师的悉心教导和耐心指点,感谢学校给我们机会进行这个综合实验,也为进行毕业设计提供掌握专业实践经验的学习平台,为我们走上专业工作岗位提供一次真刀实枪练兵机会。感谢组员一起共同努力,感谢同学的相互帮忙。通过这次机会我们可以锻炼自己的动手能力,对于找工作也变得相对有信心了。可以说这次也是一个鞭策我们从事技术的人必须要把课本知识和实践动手相结合起来才能设计出合格的产品。
八、参考文献
[1] 齐晓杰主编.塑胶成型工艺与模具设计[M]. 北京:机械工业出版社, 2009.
[2] 张云杰 郝利剑 张云静编著. UG NX5.0模具设计 [M]. 北京:清华大学出版社, 2008.
[3] 田伟 陈海兵 顿雁兵主编. UG NX5.0数控加工基础教程[M]. 北京:北京大学出版社, 2009.
[4] 付建军主编. 模具制造工艺[M]. 北京:机械工业出版社, 2010.
[5] 陈立亮主编. 材料加工CAD/CAM技术基础[M]. 北京:机械工业出版社, 2008. 18