
鄂州职业大学机械工程学院
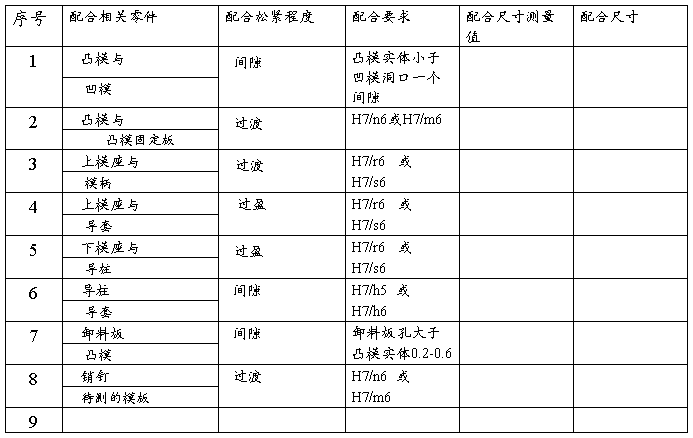
冲、塑模具拆装
实
训
报
告
书
班 级 12级模具2班
学 号 2012120236
姓 名 汪文韩
指导老师 熊 学 义
2013.12.9.-------12.20.
一、冲压模具的拆装
1、单工序冲裁模:压力机在一次冲压行程内只完成一种冲压工序。典型结构如图2。模具结构简单,模具精度教低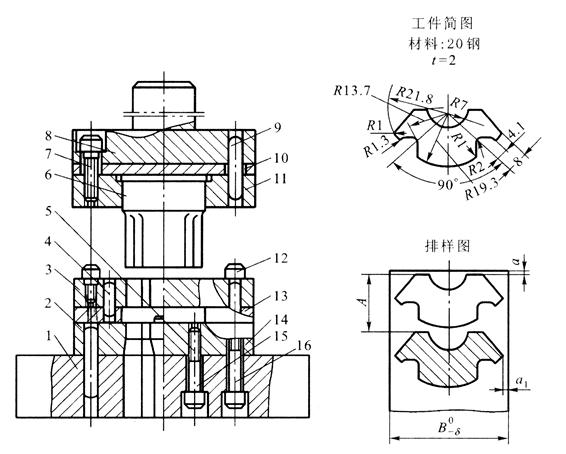 图2 导板式落料模
图2 导板式落料模
1—下模座;2、4、9—销;3—导板;5—档料钉;6—凸模;7—螺钉;8—上模座;
10-垫板;11—凸模固定板;12、15、16—螺钉;13—导料板;14—凹模;
1)拆装步骤
1.观察模具的总体结构和各零件的相对位置
2.将冲压模具分为上模和下模二个部分。
3.先拆上模部分,首先拆下模柄然后取下上模座的螺钉,取螺钉时注意先对角预松后然后去下,分开上模座 垫板和凸模固定板然后去下凸模固定板上的凸模,分别做上记号,依次摆放整齐。
4.在开始拆下模部分,取下下模座的螺钉一样暗战上面的方法取下。分开下模座和凹模,去下导板上的螺钉分开导板和导料板。分别做上记号依次摆放整齐。
5.分别测量每个零件的尺寸做好记录,然后按照拆的顺序依次开始装配。注意孔与孔之间的对位,上螺钉时注意先预上火在拧紧。
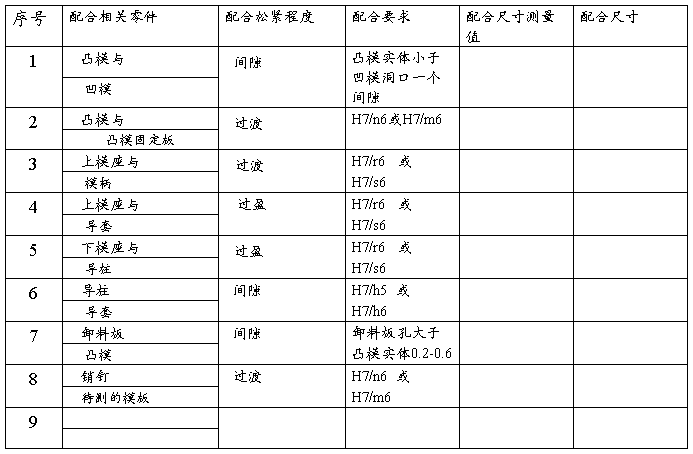
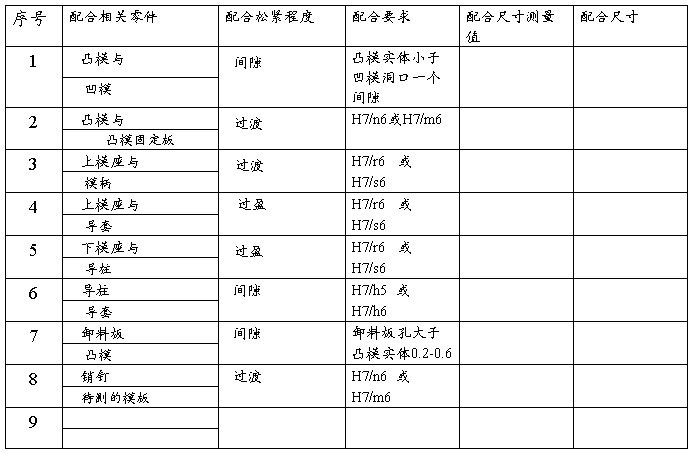
2)测绘数据表
2、复合冲裁模:压力机的一次工作行程,在模具的同一工位同时完成数道冲压工序。复合冲裁模结构复杂,模具精度很高。复合模的基本结构如图3,复合冲模的典型结构如图4
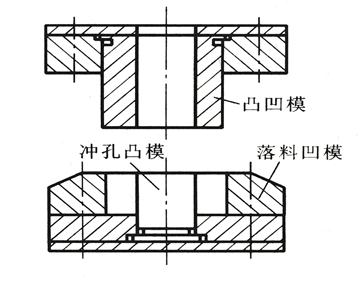
图3复合模的基本结构
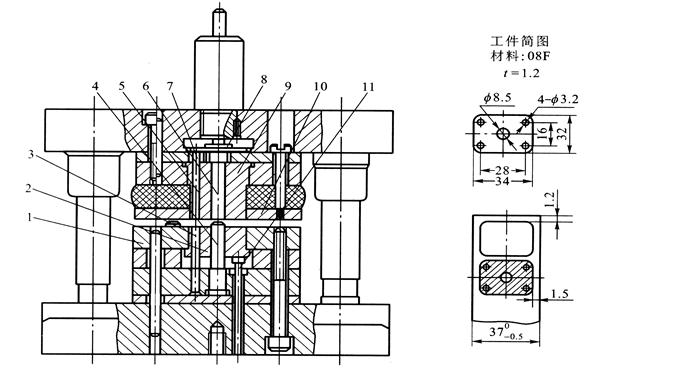 图4 顺装复合冲模
图4 顺装复合冲模
1—落料凹模;2—顶板;3、4—冲孔凸模;5、6—推杆;7—打板; 8—打杆; 9—凸凹模;10—弹压卸料板;11—顶杆
1)拆装步骤:
1观察模具的总体结构和各零件的相对位置
2将冲压模具分为上模和下模二个部分。
3先拆上模部分,首先拆下模柄然后取下上模座的螺钉,取螺钉时注意先对角预松后然后去下,分开上模座、垫板、凹模固定板、橡胶和卸料板,分别做上记号,依次摆放整齐。
4在开始拆下模部分,取下下模座的螺钉一样暗战上面的方法取下。分开下模座、垫板、凸模固定板、凸模、凸凹模和导料板。分别做上记号依次摆放整齐。
5分别测量每个零件的尺寸做好记录,然后按照拆的顺序依次开始装配。注意孔与孔之间的对位,上螺钉时注意先预上火在拧紧。
2)测绘数据表
3、 级进冲裁模:级进模是指压力机在一次行程中一次在模具几个不同的位置上同时完成多道冲压工序的冲模。模具结构较复杂,模具精度较高,主要用于尺寸较小、形状复杂的冲压件生产。典型结构如图5
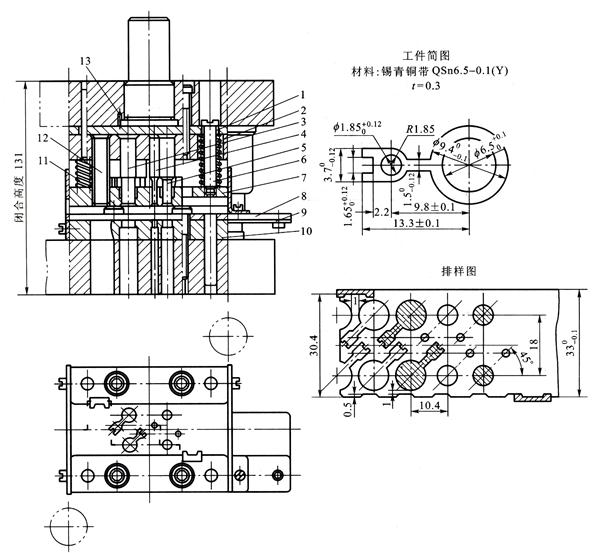 图5 双侧刃级进冲裁模
图5 双侧刃级进冲裁模
1—垫板;2—固定版;3—落料凸模;4、5—冲孔凸模;6—卸料螺钉;7—卸料板;8—导料板;9—承料板; 10—凹模;11—弹簧;12 —成型侧刃 ;13—防转销
1)拆装步骤:
1.观察模具的总体结构和各零件的相对位置
2将冲压模具分为上模和下模二个部分。
3.先拆上模部分,首先拆下模柄然后取下上模座的螺钉,取螺钉时注意先对角预松后然后去下,分开上模座 垫板和凸模固定板然后去下凸模固定板上的凸模,分别做上记号,依次摆放整齐。
4在开始拆下模部分,取下下模座的螺钉一样暗战上面的方法取下。分开下模座和凹模,去下导板上的螺钉分开导板和导料板。分别做上记号依次摆放整齐。
5.分别测量每个零件的尺寸做好记录,然后按照拆的顺序依次开始装配。注意孔与孔之间的对位,上螺钉时注意先预上火在拧紧。
2)测绘数据表
二、塑模的拆装
1、塑模的基本结构
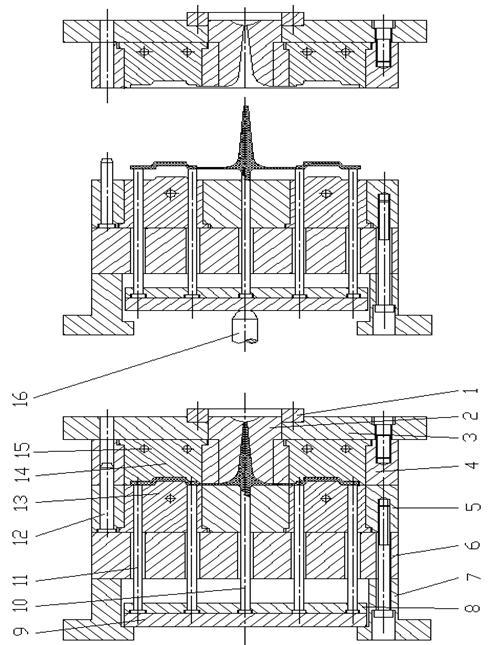 图1 典型单分型面注塑模具
图1 典型单分型面注塑模具
1—定位环;2—主流道衬套;3—定模底板;4—定模板;5 —动模板;6 —动模垫板;7 —模脚 ;8—顶出板9—顶出底板;10— 拉料杆;11—顶杆;12—导柱;13— 型芯;14 —型腔 ;15—冷却水嘴 ;16—推杆
2、注塑模的拆装步骤
1观察模具的总体结构和各零件的相对位置
2将注射模具分为上模和下模二个部分。
3先拆上模部分,首先拆下浇口套然后取下上模板的螺钉,取螺钉时注意先对角预松后然后去下,分开上模板 垫板和定模垫板,分别做上记号,依次摆放整齐。
4在开始拆下模部分,取下下模板的螺钉一样暗战上面的方法取下。分开下模板支撑板 垫板和动模垫板,分开动模垫板和卸料板。分别做上记号依次摆放整齐。
5分别测量每个零件的尺寸做好记录,然后按照拆的顺序依次开始装配。注意孔与孔之间的对位,上螺钉时注意先预上火在拧紧。
3、测绘数据表
4.塑模拆装注意事项:
1.进行模具的拆装工作前必须检查工具是否齐全、正常,正常并按手用工具操作规程操作,注意争取使用工具测量;
2.模具搬运时,注意上下模(或动定模)在合模状,双手(一手扶上模,一手托下模)搬运,注意轻放、稳放;
3.模具拆装时,首先应了解模具的工作性能,基本结构及各部分的重要性,看清模具零部件的装配基准,按次序拆装;
4.使用铜棒、撬棒拆卸模具时姿势要正确,用力要适当;
5.使用螺丝刀时
a.螺丝刀口不宜太薄太窄,以免让螺丝刀滑出;
b.不得将零部件拿在手上用螺丝刀松紧螺丝;
c.螺丝刀不可用铜棒和锤子锤击,以免手柄砸裂;
d.螺丝刀不可当凿子使用。
6.使用扳手时
a.必须羽螺帽大小相符,否则会打滑使人摔倒;
b扳手紧螺栓时不可用力过猛,松螺栓时应慢慢用力扳松,注意可能碰到的障碍物,防止碰伤手部;
7.拆卸零部件应尽可能放在一起,不要乱丢乱放,注意放稳放好,工作地点要经常保持清洁,通道不准放置零部件或工具;
8.拆卸模具的弹性零件时应防止零件突然伤人;
9.传递物品要小心,不得随意投掷,以免伤及他人;
10.不能用拆装工具玩耍、打闹,以免伤及他人。
三.冲、塑模具拆装实训报告(要求字数不少于800字)
通过对冲、塑模具拆装实验,我熟悉了冲、塑模具结构、各零部件的作用和装配关系。掌握成型零件、结构零件的装配和检测方法,及模具总装顺序。培养了我的实践动手能
(一)典型冷冲压模具的拆装
冷冲压模具是对板材进行压力加工以获得合格的工具。在冲压过程中,模具的凸模和凹模直接接触被加工材料并相互作用,使其产生塑性变形,从而形成预期的工件形状。
冷冲模具结构通常分为以下五个部分。
1.工作部件:冲模的工作部件是凸模和凹模,在复合模中还有凸凹模他们成对互相配合。
2.辅助装置:辅助装置是协助凸模和凹模完成工艺成型必不可少的装置。
3.导向装置:导向装置是保证上模与下模准确合模的装置。要求导向装置工作可靠,导向精度好,有一定的互换性。目前导向装置已基本标准化。
4.支撑零件:支撑零件是指上模架和下模架。凸模、凹模和其他所有的零件安装在其上组成一个模具母体。他们和压力机连接,传递并承受工作压力。
5.紧固零件:中小型模具大多采用沉头螺钉和销作可卸式连接有些凸模 凹模的连接则采用粘接或低熔点合金连接。大型模具的刃口或支架也有焊接方式的
(二)典型注射模具拆装
典型注射模具的组成零件按用途可分为三类:成型零件.结构零件和导向零件。
1.成型零件:凸模、凹模、型芯、螺纹型芯、螺纹型环等
2.结构零件:动模底板、垫块、推板、推杆固定板、动模板、定模板、定模座板、浇口套、推杆、复位杆等
3.导向零件:导柱、导套、小导柱、小导套等
4. 典型注射模装配,装配前,先检查各类零件是否清洁,有无划伤。
5..动模部分装配:将凸模型芯、导柱等装入动模板,将支撑板与动模板的基面对齐。将装有小导套的推杆固定板套入装在支撑板的小导柱上,将推杆和复位杆穿入推杆固定板、支撑板和动模板。然后盖上推板,用螺钉拧紧,在将动模座板、垫块、支撑板用螺钉与动模板紧固连接。
6.定模部分装配:将导套和凹模镶件装入到定模板内,将浇口套装入到定模座板上,在用螺钉将定模板与定模座板紧固连接起来,然后将定位圈用螺钉连接在定模座板上。
7..安装要点
1.导柱装入动模板时,应注意拆卸时所做的记号,避免方位错装,以免导柱或定模上的导套不能正常装入。
2.推杆复位杆在装配后,应动作灵活,尽量避免磨损。
3.推杆固定杆与推板需要有导向装置和复位支撑。
8.测量模具闭合高度。
此次实习课程,给了我一次很好的锻炼机会!让我对以前学过的知识做了一个很全面的复习的同时能综合运用各项技能,尤其是对典型结构设计的拆装有了一个全面而全新的认识!
动手操作,我个人认为对于即将顶岗实习的我们来说非常重要,只有不断的操作和反复的练习才能真正提高自己能力!只有自己操作过,亲身体验过,才能发现其中的哪些细节是值得我们注意的,哪些地方是可以去改进提升的!这个过程既是对我们理论知识的检验,又是我们动手能力强弱的体现!以后我们应该珍惜、把握好这样的实训机会,实训期间我们应该做好理论与实践的完美结合,在亲身体验期间发现自己的不足,不断充实和完善自己,提升自己!
五.成绩评定
根据该生出勤情况、任务完成情况、团结协作情况、实训报告撰写综合评定成绩为 分。
指导老师签名:
2013.12.20.
第二篇:模具实训报告

模具实训报告
班级: 161902
学号: 092043
姓名: 于立婷
冲压模具实训
本实训的主要内容是:观察模具成型演示,写出模具的组成零件,观看拆卸和安装动画,完成实训内容,写出安装顺序。本实训的主要目的是掌握模具的结构和理解开合模运动过程。
1.落料模的组成零件有:
定位模,导套,杆打螺丝,塞打螺丝,上摸座,模柄,凸模固定板,弹簧,凸模,弹压板,导管,下模座,档料销,凹模固定板。
落料模的安装顺序是:
凹模固定板,档料销,下模座,杆打螺丝,导管,弹压板,凸模,弹簧,凸模固定板,模柄,上摸座,塞打螺丝,杆打螺丝,导套,定位模。
2.冲孔模的组成零件有:
档料销,凹模固定板,下模板,下模板螺丝,导柱,上模板,模
柄,图模固定板,冲针,图模固定板,凸模固定板螺丝,上模座螺丝,弹簧,弹压板,上模座螺丝,导套,上模板。
冲孔模的安装顺序是:
档料销,凹模固定板,下模板,下模板螺丝,导柱,上模板,模柄,图模固定板,冲针,图模固定板,凸模固定板螺丝,上模座螺丝,弹簧,弹压板,上模座螺丝,导套,上模板。
3.弯曲模的组成零件有:
弹簧,弹压板,凹模固定板,下模座螺丝,导柱,凸模固定板,冲头,模柄,上模座,上模座螺丝,导套,上模座
弯曲模的安装顺序是:
弹簧,弹压板,凹模固定板,下模座螺丝,导柱,凸模固定板,冲头,模柄,上模座,上模座螺丝,导套,上模座。
4.拉伸模的组成零件有:
冲头,下模板,凸模,下模板螺丝,顶出杆,顶出杆挡块,导柱,凹模固定板,压边圈,弹压块,弹簧,上模板,上模板螺丝,弹簧,弹压板,上模板螺丝,导套。
拉伸模的安装顺序是:
冲头,下模板,凸模,下模板螺丝,顶出杆,顶出杆挡块,导柱,凹模固定板,压边圈,弹压块,弹簧,压边圈,上模板,上模板螺丝,弹簧,弹压板,上模板螺丝,导套,上模板。
5.正装复合模的组成零件有:
冲针,弹压块,产品,凹模仁,弹压板,下模座,下模座螺丝,导柱,弹压卸料板,弹料销,模柄,上模座,上模座螺丝,弹簧,弹压卸料板,上模座螺丝,导套,上模板。
正装复合模的安装顺序是:
冲针,弹簧,弹压块,产品,凹模仁,弹压板,下模座,下模座螺丝,导柱,弹压卸料板,弹料销,弹簧,模柄,上模座,上模座螺丝,弹簧,弹压卸料板,上模座螺丝,导套,上模板。
6.倒装复合模的组成零件有:
弹料销,冲针,下模座,下模座螺丝,弹簧,弹压卸料板,下模座螺丝,导柱,弹压板,凹模仁,弹压块,冲孔凸模固定板,模柄,上模座,上模座螺丝,导套,上模板。
倒装复合模的安装顺序是:
弹料销,冲针,下模座,下模座螺丝,弹簧,弹压卸料板,下模座螺丝,导柱,弹压板,凹模仁,弹压块,冲孔凸模固定板,模柄,上模座,上模座螺丝,导套,上模板。
7.连续拉延模的组成零件有:
凸模,压边圈,凹模,弹压块3,弹簧,下模板,下模板螺丝,顶出杆,顶出杆挡块,导柱,凸模固定板,压边圈,弹压块2,冲头,上模板,上模板螺丝,弹簧,弹压块,旋下,导套,上模座。
连续拉延模的安装顺序是:
凸模,压边圈,凹模,弹压块3,弹簧,下模板,下模板螺丝,弹压块2,顶出杆,顶出杆挡块,导柱,凸模固定板,压边圈,弹压块2,冲头,上模板,上模板螺丝,弹簧,弹压块,旋下,导套,上模座。
8.多工位级进模的组成零件有:
凹模,填料块,凹模固定板,下模座,下模座螺丝,导柱,凸模固定板,冲头,冲针,上模座,上模座杯头螺丝,弹簧,弹压板,上模座塞打螺丝,导套,上模座板。
多工位级进模的安装顺序是:
凹模,填料块,凹模固定板,下模座,下模座螺丝,导柱,凸模固定板,冲头,冲针,上模座,上模座杯头螺丝,弹簧,弹压板,上模座塞打螺丝,导套,上模座板。
注塑模具实训
本实训的主要内容是:观察模具成型演示,写出模具的组成零件,观看拆卸和安装动画,完成实训内容,写出安装顺序。本实训的主要目的是掌握模具的结构和理解开合模运动过程。
大水口模的组成零件有:动模板密封圈,型芯,型芯螺钉,导柱,弹簧,推杆顶板,推杆固定板螺钉,推杆,推板螺钉,垫块,动模座板,垃圾钉,动模座螺钉,型腔,定模版密封圈,定模版,型腔螺钉,导套,浇口套,定模座板,定位圈,定位圈螺钉,动定模合并。
1.
大水口模的安装顺序是:动模板密封圈,型芯,型芯螺钉,导柱,弹簧,推杆顶板,推杆固定板螺钉,推杆,推板螺钉,垫块,动模座板,垃圾钉,动模座螺钉,型腔,定模版密封圈,定模版,型腔螺钉,导套,浇口套,定模座板,定位圈,定位圈螺钉,动定模合并。
2.小水口模的组成零件有:
小水口模的安装顺序是:动模板密封圈,型芯,型芯固定螺钉,导柱,弹簧,推杆固定板,复位杆,推杆,推板,推板螺钉,垫块,动模座板,垃圾钉,动模座板螺钉,螺钉,型腔,定模版密封圈,定模版,型腔固定螺钉,导套,托板,弹簧,浇口套,定模座板,定模座板螺钉,定位圈,杯头螺母,塞打螺母,,螺母,定位圈,定位圈螺钉,动定模版合并。
3.推板模的组成零件有:
推板模的安装顺序是:推杆,复位杆,推板,推板螺钉,型芯,弹簧,动模板移动,推板螺钉,导柱,动模座板,动模座板螺丝,定模版,型腔,型腔螺钉,导套,动模座板,浇口套,定位圈,定位圈螺钉,动定模合并
4.二次顶出模的组成零件有:
二次顶出模的安装顺序是:密封圈,后模仁,B版螺钉,导柱,推板固定板,顶块,推板,弹簧,推板固定板,回针顶针,推板,推板螺丝,垫块,动模座板,垃圾钉,定模座板螺钉,前模仁,定模版密封圈,导套,法兰唧嘴,动模座板,动模座板螺丝,定位圈,定位模合成
5.斜导模的组成零件有:
斜导模的安装顺序是:
垃圾钉,动模板,堵水塞,动模板密封圈,型芯,型芯螺钉,行位滑块,动模板边螺钉,导柱,推杆固定板,顶针回针,推板,推板螺钉,弹簧,垫块,动模座螺钉,定模板,定模密封圈,型腔,型腔螺钉,斜导柱,楔紧块,楔紧块螺钉,导套,定模座板,法兰唧嘴,定模座螺钉,定位圈,定位圈螺钉,动定模合。
6.哈夫模的组成零件有:
哈夫模的安装顺序是:
7.螺纹模的组成零件有:
螺纹模的安装顺序是:
8.热流道模的组成零件有:
热流道模的安装顺序是:
9.顶杆先复位模的组成零件有:
顶杆先复位模的安装顺序是:
10.潜水口模的组成零件有:
潜水口模的安装顺序是:
11.斜顶模的组成零件有:
斜顶模的安装顺序是:
12.弯管模的组成零件有:
弯管模的安装顺序是:
13.前模行位模的组成零件有:
前模行位模的安装顺序是:
本软件的使用体验:
1. 本软件的优点是:
2.本软件待改进的地方有: