������ѧ
���Ӻ��ӹ���ʵϰ����
ʵϰ���ƣ���Ƭ���¶ȿ���װ��
ѧ Ժ����������ƹ���ѧԺ
רҵ���ƣ��������̼����Զ���
�� ����2012320401
ѧ �ţ�201232040117
�� ������Ⱥ
ʱ �䣺����##������ʮ����
һ��ʵϰ����
��Ƭ���¶ȿ���װ��
����ʵϰʱ��
20##��6��18����20##��6��20��
����ʵϰ�ص�
������ѧμˮУ���繤����ʵ�����Ŀ�����ʵ����
�ġ�ʵϰĿ��
1.�˽ⳣ�õ�������������ͺš�������ܼ���ʹ�÷�Χ
2.��ʶ��ʹ�ó��ú��ӹ��ߡ����ϣ��������������˿�������
3.������ϰ�����ջ����ĺ��ӷ���
4.�жϺ��������û�
�塢ʵϰҪ��
1.ѧ��ʶ���õ���Ԫ���������ࡢ����ͺš����ֵ����ѹ������
2.ѧ�᳣�ú��ӹ��ߵ�ʹ�ã��˽⺸�Ӳ���
3.�����ֹ����ӵķ����뼼��
4.��Ԫ������ȷ�ط�����ӡ�Ƶ�·���ϣ���ɵ�Ƭ���¶ȿ���װ�õĺ��ӹ���
����Ԫ��������ԭ����ʾ��ͼ
�� 51��Сϵͳ
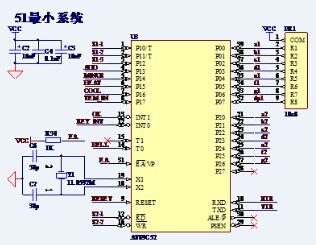 AC89C52Ϊ40��˫��ֱ���װ��8λͨ�������������ù�ҵ����C51�ںˣ����ڲ����ܼ��ܽ��Ų�����ͨ�õ�8xc52��ͬ������Ҫ���ڻ�۵���ʱ�Ĺ��ܿ��ơ����ܰ����Ի����IC �ڲ��Ĵ���������RAM���ⲿ�ӿڵȹ��ܲ����ij�ʼ������۵������ƣ���۲���ͼ���ƣ�����ң���ź�IR�Ľ��ս��뼰������CPUͨ�ŵ�
AC89C52Ϊ40��˫��ֱ���װ��8λͨ�������������ù�ҵ����C51�ںˣ����ڲ����ܼ��ܽ��Ų�����ͨ�õ�8xc52��ͬ������Ҫ���ڻ�۵���ʱ�Ĺ��ܿ��ơ����ܰ����Ի����IC �ڲ��Ĵ���������RAM���ⲿ�ӿڵȹ��ܲ����ij�ʼ������۵������ƣ���۲���ͼ���ƣ�����ң���ź�IR�Ľ��ս��뼰������CPUͨ�ŵ�
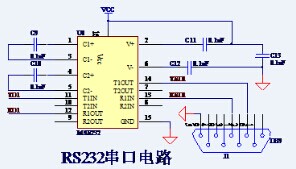 ��RS232���ڵ�·
��RS232���ڵ�·
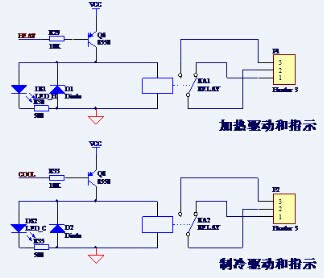 �ۼ��ȡ�����������ָʾ
�ۼ��ȡ�����������ָʾ
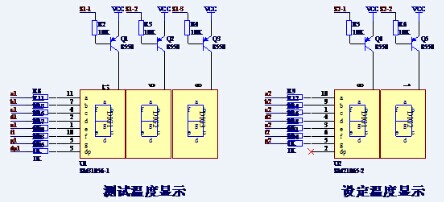
�ܲ��ԡ��趨�¶�ָʾ
�ߡ�ʵϰ�����빤��
�����������㡢��˿������ǯ����Ƭ���¶ȿ���װ��ʵ�����Ԫ����
�ˡ�ʵϰ����
1.���ӹ���
����ʩ�������Ȱѱ���������˿���������ô�����ʱ�ɺ���״̬������������������ͷӦ���ָɾ�������������������˿������ʱ��ʩ��״̬
�ڼ��Ⱥ�����������ͷ���ڽ��߶��Ӻ������Ͻ��м��ȡ�Ӧע�������������ȫ�壬����ͼ�е��ߺͽ��߶�Ҫ��������
�����뺸˿�������������ȴﵽһ���¶Ⱥ����������е���˿������������ʹ֮�ۻ������ĺ��ϡ�ע�⺸��Ӧ�ӵ���������������ͷ�ԳƵ�һ�������ֱ�Ӽӵ�����ͷ��
���ƿ���˿������˿�ۻ�һ�������ϲ���̫��Ѹ���ƿ���˿
���ƿ������������ϵ���ɢ��Χ�ﵽҪ�����������̻���ʩ����λ���ƿ������������������ķ�����ٶȵĿ����뺸�����������йأ�����ʱӦ�ر�������ϸ���
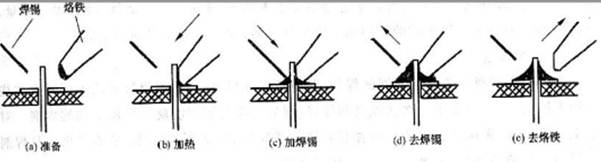
ͼʾΪ�����岽��ʾ��ͼ
2.����ע������
���������¶�Ҫ�ʵ����ɽ�����ͷ�ŵ�������ȥ���骪һ���������ۻ��Ͽ��ֲ�ð���̵��¶�Ϊ����
�ں��ӵ�ʱ��Ҫ�ʣ��Ӽ��Ⱥ��ϵ������ۻ����������ӵ�һ��Ӧ��������֮����ɡ���ʱ�������������ȫ�ӷ���ʧȥ�����������û���ɺ������ֲ�����ʹ����������������ʱ��Ҳ���˹���ʱ�������ﲻ������������¶Ⱥ��ϲ��ܳ���ڻ�������麸
�ۺ����뺸����ʹ��Ҫ��������ʹ�ú��Ϲ��������Ļ���������ĵײ����ܽ�֮��ľ�Ե�ԣ���ʹ�õĺ������࣬�����ڹܽ���Χ�γɾ�Ե����ɹܽ������֮��ĽӴ���������֮���Ϻͺ�������������麸
�ܺ��ӹ����в�Ҫ�������ӵ㣺�ں��ӵ��ϵĺ���δ��ȫ��ȴ����ʱ��Ӧ�ƶ�����Ԫ�������߷����ױ���Ҳ�����麸�����ӹ�����ҲҪע�ⲻҪ������Χ��Ԫ����������
�ݺ���ʱӦע���ȵͺ�ߵ�˳���Ⱥ��ӽϵͰ�Ԫ�����ٺ��ӽϸ�Ԫ���������ӽϳ�����Ԫ��ʱ��ʹ�����ӵȹ��߸������ӣ��������ӹ̶�������Ԫ������Ȼ���ڻ�������������Ԫ��ʹ֮���·��������ϣ�һ��������������Ȼ��ȴ���ɿ����Ӽ��̶�������
3.����Ҫ��
?���õĵ�����
?һ���Ļ�еǿ��
?�������Ҫ�������õĹ����ұ���⻬
�ܺ����ϵĺ���Ҫ����
�ݺ��㲻Ӧ����ë�̡���϶
�������Ҫ���
�š������ܽ�
1��ѡ�ú��ʵĺ�����Ӧѡ�ú��ӵ���Ԫ���õĵ��۵㺸��˿
2������������25%�������ܽ���75%�ľƾ��������ȣ�����Ϊ������
3��������ʹ��ǰҪ���������巽���ǣ������������ȣ����ո����ۻ�����ʱ��Ϳ�������������ú������ȵ�Ϳ������ͷ�ϣ�ʹ����ͷ���ȵij���һ����
4�����ӷ������Ѻ��̺�Ԫ����������ϸɰֽ��ĥ�ɾ���Ϳ����������������ͷմȡ�����������Ӵ����㣬�������ϵĺ���ȫ���ۻ�����ûԪ������ͷ������ͷ����Ԫ������������������һ���뿪����
5������ʱ�䲻�˹��������������̻�Ԫ������Ҫʱ�������Ӽ�ס�ܽŰ���ɢ��
6������Ӧ�����Ҳ�����״������Ӧ����Բ���������̣���������
7��������ɺ�Ҫ�þƾ�����·���ϲ������������ϴ�ɾ����Է�̿�����������Ӱ���·��������
8�����ɵ�·Ӧ��ӣ�������Ҫ�ɿ��ӵأ���ϵ���������Ⱥ��ӡ�����ʹ�ü��ɵ�·ר�ò��������ò������ٰѼ��ɵ�·����ȥ
9��������Ӧ������������
ʮ���ĵ����
��κ���ʵϰ�����˽����Ϥ��һ���Ĺ��̺���ʩ��֪ʶ�Ͳ������ܹ����У���������ߺͼ�ǿ���ҵĹ���ʵ��������������ʶ�ʹ������������ҵĹ������ʺ������������������ۺ�ѵ�������ã�ʹ�Ҳ���Ҫ���ո����ֵ�Ӧ֪Ӧ��Ҫ��Ҫ�������������ϵͳ�����ҪҪ����ʵ�����ӵĻ�������֪ʶ���˽��豸ԭ���������̣���Ҫ��ǿʵ������������ѵ����������������ѧ����֪ʶ��������������������������������ʵϰ�����Ͷ������ң�������ҵ������ۺ����ʣ�ʹ�Ҳ����Ժ���ʵϰ����Ҫ�������˸����ε���ʶ������������ҵ�ʵ������������ʹ�Ҹ��õ�������ʵ�����ϣ��������ҵ���ѧ���ϳ��͵�֪ʶ��
��ʵϰ�У��Ҷ������Լ����ּ��ɣ�������Լ�����������������Ȼ��ʵϰ�л��������⣬���Ǵ�����ѧ���˺ܶ࣬ʹ�Լ��Ķ�������Ҳ������ߣ��������Ժ������ѧϰ���Ҿ��ܹ������Լ���ѧϰ��������רҵ֪ʶ��ǿ����
�ڶ�ƪ������ʵϰ����(����)

����ʵϰ����
ѧ Ժ �꼶רҵ ������Ϣ���� ѧ������ ѧ ��
�� �� �� �� 20xx�� 1 ��
������Ϣ����רҵ����ʵϰʵϰ����
ѧԺ����Ϣ����繤��ѧԺ
�༶��
ʱ�䣺 2010.12.20-2011.1.8
�ص㣺 �Ϻ�������Ϣ��������˾
���ݣ�
1. ��ʶ����Ԫ���������Ӳ���
��ʶ����Ԫ���������Ӳ��ϣ�ѧ����ӹ���ʵϰ�г��ò��������IJ�����
2. ����ѵ��
���ܵ��ӹ��ռ����в������ֲ���ȫ���ص�ԭ������ʶ�����к���ѵ������Ϥ���ӹ��ߡ����Ӳ��ϵ�ѡ��ͺ������������ۡ�
3. ����protel��������������
�Ը����ĵ�·ԭ��ͼ����protel�������л��ƣ����ڴ˻����Ͻ�ԭ��ͼ����pcb��·��ͼ��ơ�
4. ����װ�õ�װ�����
��һ��������װ�û�һ���֣����в��������Ĺ��ܣ�����װ����ԣ�Ҫ��������ƴﵽ��ѹ���״̬���ܳ�Ϊһ�������IJ�Ʒ
һ�������ĵ���Ԫ������: ���衢���ݡ���С���ء����ߵ��衢�źŷ��������ʡ������ܡ������ܡ���ѹ�ܡ������ܡ����ᾧ��ܡ���ЧӦ�ܡ����ʹܡ���ѹ��ѡ��ɿع衢��翪�ء�����Ԫ����led�����ܡ�����ܡ��������衢������������翪�ء��Թ�����ܡ�led������ʾ����lcd��ʾ���������������ѹ�����綯�������ֿ��ء��̵�������������ѹ���մ�Ƭ��פ����Ͳ����ͨ��Ͳ��ʯӢ���塢�����ƾߡ���ơ�������ͷ������Ŵ���������Ԫ��������Ԫ��������Ԫ��������Ԫ����ѹ��Ԫ�������Լ���Ԫ�������ྭ�䡢��Դic�����ص�Դic��cd4000�����ԡ����ֵ���ģ�顢�ȵ�,ͨ��ѧϰ�Ѿ������Ͽ���ʶ��
����ʵϰ��Ҫ��������⣺��1��ѧ��ʹ�����ñ���2��ʹ��protel99se������·ԭ��ͼ��3��ʹ��protel99se����pcb��·��ͼ��4�����պ��ӵ�·�弼����ɵ���װ��
��һ���������ñ�
ʹ�����ñ����Բ��������ᵽ�ĸ��ֵ�������������˵�������;�㷺�����ҿ��Բ������������ۼ���ԭ�������Ծ���ϸ�ڡ�����ÿ��Ԫ�����о��˾�����ͺŽ�����ϸ�Ľ��ܡ����翪�عܵ�in4184��������inxxxx������Ŵ�����lm324��tl062��icl7650�ȵȣ���Դic��78xx��79xxϵ�У�lmxxxϵ�У��ȵȡ�
����������protel99s
���ż����ҵ�ķ�չ����80������ڼ����Ӧ�ý���������������ֱ����£�87��88��������accel technologies inc�Ƴ��˵�һ��Ӧ���ڵ�����·�������������tango��������� 2
�������˵�������Զ�����eda�����Ⱥӡ�������������ڿ����Ƚϼ�ª�����ڵ�ʱ��������·��ƴ�������Ʒ����ͷ�ʽ�ĸ��������Ƿ�ʼ�ü��������Ƶ�����·��ֱ�������ڹ���������е�λ����ʹ�������������
protel99����ɣ�
ԭ��ͼ���ϵͳ.ӡˢ��·�����ϵͳ.�ź�ģ�����ϵͳ.�ɱ�������ϵͳ�༭��.protel99����.ԭ��ͼ���ϵͳ�ȼ������֡�
ԭ��ͼ���ϵͳ������ԭ��ͼ��Ƶ�advanced schematicϵͳ���ⲿ�ְ����������ԭ��ͼ��ԭ��ͼ�༭��sch�Լ������ġ���������������༭��schlib��
protel99���ñ༭���ⲿ�ְ���������ʾ���༭�ı����ı��༭��text��������ʾ���༭���ӱ���ĵ��ӱ���༭��spread��
�ɱ�̣�ת���Ե�һ���������뱣���˱�ǡ��������ϵͳ�ǻ���cupl�ļ�����ԭ��ͼ���ϵͳ��pld���ϵͳ���ź�ģ�����ϵͳ
�ź�ģ�����ϵͳ������ԭ��ͼ�Ͻ����ź�ģ������spice 3f5ϵͳ��ӡˢ��·�����ϵͳ��
ӡˢ��·�����ϵͳ�����ڵ�·����Ƶ�advanced pcb���ⲿ�ְ���������Ƶ�·��ĵ�·��༭��pcb�Լ������ġ����������װ�������װ�༭��pcblib��ԭ��ͼ���ϵͳ������ԭ��ͼ��Ƶ�advanced schematicϵͳ���ⲿ�ְ����������ԭ��ͼ��ԭ��ͼ�༭��sch�Լ������ġ���������������༭��schlib��
protel99����Ҫ�������£� (1) protel99ϵͳ���windows nt4/9x���˴�32λ�����Ż���ʹ��protel99���ϵͳ�����ȶ����Ҹ�Ч��(2) smarttool�����ܹ��ߣ����������е���ƹ������ڵ�һ����ƻ����С�(3) smartdoc�������ĵ������������е���������ļ������ڵ�һ��������ݿ��У�����ƹ�������ͳһ������������ݿ���.ddbΪ����ʽ������ƹ�������ͳһ������ʹ����ƹ�����ͳһ�������ĵ�����protel99����������ģ���ǰ�汾��û�С�
(4) smartteam�����ܹ����飩�������ö�������ͨ�����簲ȫ�ض�ͬһ��ƽ��е�����ƣ���ͨ��������������ܽ��������ּ��ɵ���ƹ������С�(5) pcb�Զ����߹��������ĸ���ѡ���ķ����˲��߹������ơ�(6) �����߹����鹦��֧�ּ��ɵĹ�������pcb���ߡ�
(7) �̳е�pcb�Զ�����ϵͳ���µ�ʹ�����˹����ܼ��������˹������硢ģ��ר��ϵͳ��ģ�����ۺ�ģ��������ȼ�������ʹ���ںܸ��ӵĵ�·���䲼�߽��Ҳ�ܴﵽר�Ҽ���ˮƽ��(8) ��ӡˢ��·�����ʱ���Զ����ֲ������ֲ�ͬ�IJ��ַ�ʽ����cluster placer����Ⱥʽ���ͻ���ͳ�Ʒ�ʽ��statistical placer��������ǰ�汾��ֻ�ṩ�˻���ͳ�Ʒ�ʽ�IJ��֡�(9) protel99���������Զ����ֹ�����ƹ��ܣ�placement��ǩҳ����protel99�������ӵģ����������Զ����ֹ���(10) ��ǿ�Ľ���ʽ���ֺͲ���ģʽ��������push-and-shove�����Ƽ�����
(11) ��·���ź������Թ�����ƺͼ�鹦�ܿ��Լ���DZ�ڵ��迹ƥ�䡢�źŴ�����ʱ���źŹ��ص����⡣signal integrity��ǩҳҲ����protel99�������ӵģ����������ź������Ե��йع�����ơ�(12) �����װ��������������Ľ��������װ�Ĺ������ܡ�(13) �㷺�ļ����������������Ա��ɸ��ӵĹ�����(14) ԭ��ͼ��ӡˢ��·��ĸ��¹��ܼ�ǿ��sch��pcb֮�����ϵ��(15) ��ȫ֧���ư�����͵�·�����ؼӹ������ļ����ɡ�(16) ����ͨ��protel library development center�����㷺�������⡣(17) �����ñ������û��Զ���ģ���������µ�ԭ��ͼ�ļ���(18) ���ɵ�ԭ��ͼ���ϵͳ�ռ��˳���60000Ԫ������(19) ͨ��������spice 3f5����ϵͳ������ԭ��ͼ��ֱ�ӽ����źŷ��档(20) ����ѡ��60�й�ҵ���������·�岼��ģ������û������Լ�����һ����·��ģ�塣(21) protel99���ŵ��ĵ�����ʹ���û�ͨ��api���÷�ʽ�������ο�����(22) ���ɵģ�macro�����̹���֧�� 3
ʹ��client basic������ԡ�
����������sch��pcb��ͼ��Ӧ��ע�������
1.ԭ��ͼ��������
��1��erc����ܽ�û�н����źţ�
a. ������װʱ���ܽŶ�����i/o���ԣ�
b.����Ԫ�������Ԫ��ʱ���˲�һ�µ�grid���ԣ��ܽ�����û�����ϣ�
c. ����Ԫ��ʱpin���������pin name�����ߡ�
��2��Ԫ���ܵ�ͼֽ���⣺û����Ԫ����ͼ��ֽ���Ĵ���Ԫ����
��3�������Ĺ����ļ������ֻ�ܲ��ֵ���pcb������netlistʱû��ѡ��Ϊglobal��
��4����ʹ���Լ������Ķಿ����ɵ�Ԫ��ʱ��ǧ��Ҫʹ��annotate.
2.pcb�������
��1����������ʱ����nodeû���ҵ���
a. ԭ��ͼ�е�Ԫ��ʹ����pcb����û�еķ�װ��
b. ԭ��ͼ�е�Ԫ��ʹ����pcb�������Ʋ�һ�µķ�װ��
c. ԭ��ͼ�е�Ԫ��ʹ����pcb����pin number��һ�µķ�װ���������ܣ�sch��pinnumber Ϊe,b,c, ��pcb��Ϊ1��2��3��
��2����ӡʱ���Dz��ܴ�ӡ��һҳֽ�ϣ�
b. ����ƶ�����ת��Ԫ����pcb����������ص��ַ���ѡ����ʾ�������ص��ַ�����Сpcb, Ȼ���ƶ��ַ����߽��ڡ�
��3��drc�������类�ֳɼ������֣�
��ʾ�������û����ͨ���������ļ���ʹ��ѡ��connectedcopper���ҡ�
�����������Ѿ���ʹ��winXX��ת���Ե�һ���������뱣���˱�ǡ���, ���������Ļ���༸�ε����ļ��������µ�ddb�ļ��������ļ��ߴ��protel�����Ļ��ᡣ������ϸ��ӵ���ƣ�������Ҫʹ���Զ����ߡ�
��pcb����У���������ɲ�Ʒ��Ƶ���Ҫ���裬����˵ǰ�������������Ϊ�������ģ�������pcb�У��Բ��ߵ���ƹ�������ߣ�������ϸ�����������pcb�����е��沼�ߡ�˫�沼����㲼�ߡ�
���ߵķ�ʽҲ�����֣��Զ���������ʽ���ߣ����Զ�����֮ǰ�������ý���ʽԤ�ȶ�Ҫ��Ƚ��ϸ���߽��в��ߣ������������˵ı���Ӧ��������ƽ�У��������������š� ��ҪʱӦ�ӵ��߸��룬�����ڲ�IJ���Ҫ���ഹֱ��ƽ�����ײ���������ϡ�
��������ͨ����������鼮��������Դ�Ѿ��������Խ�����������pcb���й�˵�������������Ͽ����ҵ��ܶ࣬���Ƕ��DZȽϴ��Եģ��������һ��protel���鼮���ο���
���ģ����ں�����Ҫע�������
a�ں��ӡ����ӹ����г��ֵ�����
1�������պ��������õù������٣����ֺ���������ӵ㣬ʹ���������治���ȡ�
2��û�кܺ����պ�������������ֲڣ���ë�̣��ﲻ���⻬Բ���Ҫ��
3�����ӵò����������˷Ѳ��ϡ�
4����·��·��
5���Ӵ��ߡ�
6�������治��ࣻ����ʱ�гֹ��ζ�������ͷ�¶ȹ�����͵����麸
b ���ӵļ��ɻ�ע������
�����ǰ�װ��·�Ļ��������DZ����������ļ��ɺ�ע�����
4