阳极质量检查标准
4.1阳极碳块质量检查
4.1.1预焙阳极的尺寸应符合以下规定:

4.1.2阳极碳块的尺寸允许偏差
a)长度,不大于±1.0%; b)宽度;不大于±1.5%;
c)高度;不大于±3.0%; d)不直度不大于长度的1%。
4.1.3阳极碳块的物理化学性能

4.2导杆组质量检查
导杆要平直光滑,表面少氧膜,以便减少与阳极母线表面接电阻。钢爪铸件表面要求光滑,不允许有砂眼、夹渣、裂纹等缺陷。铝钢爆炸焊块要机械强度大,表面接触电阻小。爆炸块上面铝板与导杆的铝-铝焊接,其下面钢板与钢爪顶部的钢-钢焊接要牢固。
4.2.1铝导杆质量
4.2.1.1导杆弯曲度不大于15mm。
4.2.1.2导杆尺寸符合设计要求,即(180±1)mm×(200±1)mm×(2148±2)mm。
4.2.1.3导杆表面光滑,少氧化膜,即大面粗糙度值小于6.3。
4.2.1.4导杆使用面上横向划伤长×宽×深,尺寸为130×3×1(mm)达3条以上,纵向划伤长×宽×深,尺寸为400×10×2(mm)达3条以上的导杆不能使用,应报废处理。
4.2.1.5导杆使用面从吊装孔向下1.5m范围内有面积大于20×20(mm)凹坑的导杆不能使用,应报废处理。
4.2.1.6导杆根部弯曲分解后无法矫直的导杆应报废处理。
4.2.2钢爪质量
4.4.2.1钢爪尺寸符合设计要求,爪下端130mm长度内直径不允许小于原钢爪直径85%(145mm)以上。
4.2.2.2钢爪爪子表面清洁,无电解质等杂物,粗糙度值小于12.5。
4.2.2.3钢爪梁与爪子保持垂直,爪子弯曲度不大于10mm。
4.2.2.4钢爪烧损每块面积最大不超过长50mm、宽30mm,最多不能超过五块。
4.2.2.5在钢爪下端130mm长度内凹坑等缺陷,深度大于20mm的钢爪不能使用。
4.2.2.6钢爪腐蚀缺陷面积不能达1/4。
4.2.3导杆与钢爪焊接质量
4.2.3.1铝导杆与钢爪梁上端面应保持垂直,垂直度符合90°±1°要求。
4.2.3.2爆炸焊块焊接面大于98%,铝钢结合面抗拉强度不小于7kg/mm2。
4.2.3.3导杆和钢爪与爆炸块的铝-铝焊接、钢-钢焊接无开焊。
4.3 熔炼过程检查
4.3.1磷生铁五大元素控制范围

4.3.2磷生铁水温度控制范围
磷生铁的熔炼应按技术规程要求进行操作,做好各项记录表格,保证出铁水温度要求控制在1450±50℃范围内。
4.4 成品阳极组质量检查
4.4.1阳极组装用料要求
4.4.1.1组装用的阳极碳块,应采用检验合格的阳极碳块。
4.4.1.2组装用的铝导杆,钢爪组件均应合格。
4.4.2检查项目和要求。
4.4.2.1铝导杆应在碳块组中心,磷铁环厚度应均匀。
4.4.2.2铁水浇铸饱满平整,铁环表面无炭渣,长包,无附着物,碳块表面无磷铁溅渣及其他附着物。
4.4.2.3钢爪铝导杆组装件焊缝严密,不得开焊或开裂。
4.4.2.4铁环上表面厚度应均匀,冷却后磷铁环表面与碳块上表面平齐,误差应控制在±5mm范围之内。
4.4.2.5磷生铁水冷却后,允许有轻微松动,但在上提铝导杆时,钢爪脱出不许大于5mm。
4.4.2.6浇铸磷生铁后,钢爪中心应在碳碗中心上,其偏差值不应超过10mm。
五、质量检查规程
5.1、检查原则
以肉眼观察全查为主,工器具测量抽查为辅
5.2、检查过程
5.2.1各项检查过程中,以正常巡视肉眼观察全查为主,发现异常用工器具测量记录抽查为辅;经过检查后各组件要有检查的标志,成品需粘贴标签;检查出不合格项时,除按规定给予考核外,还必须责令其进行及时调整并对调整结果进行跟踪复检,做好记录;确保为电解生产提供合格的成品阳极。
5.2.2各种长度、高度、深度、宽度、面积等尺寸检查方法以肉眼观察并结合卷尺或钢板尺测量。
5.2.3铝导杆弯曲度的测定方法用与铝导杆同长的标尺紧贴铝导杆弯曲一面,再用钢板尺测定孔隙最大部分距离的尺寸。
5.2.4磷铁环松动程度是在生产下线前测抽测磷铁环脱出碳块上表面的距离。
5.2.5磷铁环饱满度的检查方法用钢板尺测定,从碳块表面自磷铁环凸(凹)处的距离。
5.2.6钢爪弯曲的测定:三个爪在同一条上,两排爪平行并其两排三爪一一对齐,每个爪与同长的标尺紧贴钢爪弯曲的一面,用钢板尺测定孔隙最大部分距离的尺寸。
5.2.7铝导杆与钢爪、钢爪梁与爪子的垂直度测定方法用直角尺靠在检测角上观察其偏离角度。
5.2.8钢爪中心的偏差值测定用钢板尺测量同一钢爪平行和垂直于碳块的对角外表面分别到碳碗边缘的距离差。
5.2.9熔炼磷生铁暂定为每炉取一次试样,测一次温度;五大元素含量按分析数据为准,磷生铁温度按测定时温度表显示的为准。
5.2.11成品阳极组在生产线上进行抽查,磷铁环冷却并除去磷铁溅渣运入成品库后逐块按检查标准进行全数检查,并做好记录。
六、质量考核细则
6.1阳极碳块质量考核
适用范围:阳极组装分厂经过分厂相关人员的自检、互检进入准备浇铸为准
6.1.1阳极碳块外观不符合4.1.1,漏检进入生产线,考核50元/块。
6.1.2阳极碳块的尺寸超出允许偏差不符合4.12,漏检进入生产线,考核50元/块。
6.2导杆组质量考核
适用范围:阳极组装分厂经过分厂相关人员的自检、互检,已经过抛丸工序为准
6.2.1检查发现铝导杆质量有不符合4.2.1中4.2.1.2、4.2.1.3条款的,考核20元/组;不符合4.2.1中其他条款的,考核50元/组。
6.2.2检查发现钢爪质量有不符合4.2.2中六项条款的,考核20元/组.项
6.2.3检查发现导杆组质量不符合4.2.3中4.2.3.1条款的,考核20元/组;不符合4.2.3中其他条款的,考核50元/组。
6.3 熔炼过程考核
6.3.1磷生铁五大元素暂不列入考核范围,只做统计分析。
6.3.2磷生铁水温度不在控制范围内的,考核50元/次。
6.4 成品阳极组质量考核
适用范围:浇铸工序结束,经相关人员处理准备进入成品库为准
6.4.1检查发现成品阳极组有不符合4.4中九项条款的,经处理可以使用的考核30元/组;无法处理但可降级使用的考核50元/组;无法处理需重新压脱浇铸的考核100元/组。
6.5 其他考核
6.5.1因人为原因造成相同不合格项,追究相关工艺人员责任,按程度进行加倍考核,并责令其作出防范措施。
6.5.2因阳极分厂生产出不合格成品组,生产班组及质检人员均未发现,而进入电解分厂,按事态严重程度追究阳极与质检双方责任。
6.5.3在整个阳极生产现场,未进入以上要求范围,质检人员发现的不合格项,阳极组装人员要积极处理,如存在敷衍现象,致使不合格项进入考核范围,质检人员加倍考核。
6.5.4、因设备等原因造成成品组不符合要求,分厂应找相关部门领导确定,告知质检员,不列入考核范围。
6.5.5安全生产技术部每月对考核数据进行统计,做纵向对比,对质量有较大幅度提高者,给予考核金额内奖励。
七、本制度从20##年1月1日开始执行。
八、本制度解释权属安全生产技术部。
磷 生 铁 配 方 计 算 公 式:
公式G=(a-b)*T/c
注:G—添加物重量;
a—标准中某元素百分含量;
b—原料中某元素百分含量;
c—添加物中某元素百分含量;
T—一炉磷生铁重量。
例:磷生铁中要求Si含量为2.5﹪,原料铸铁中Si含量为1.8﹪, 添加物硅铁中Si含量72﹪,配制1500Kg磷生铁需加硅铁多少Kg?
G=(2.5%-1.8%)*1500/72%=14.58kg
铸造质量检查标准
4.1、铸造过程检查
4.1.1.生产前必须严格执行调包配料程序。
4.1.2调整炉温,倒完铝后进行充分搅拌,使混合炉内的铝液混合均匀,进行扒渣操作;其搅拌扒渣过程按操作规程进行。
4.1.3需要调温最多可加入两吨同品位的原铝或铝锭,尽可能在静置前期加入以使其充分熔解。
4.1.4搅拌后静置10分钟以上并确定温度后可开始浇铸,浇铸温度以船型溜槽(取样位置)铝液温度为测量基准,应控制在720~735℃范围内。
4.1.5专炉专铸必须堵炉眼,未堵炉眼进行注铝即全部视为边加边铸。
4.1.6正常情况下,铸造分厂必须进行专炉专铸生产,特殊情况或事故状态需进行边加边铸时必须说明合理原因。
4.1.7用同品位原铝浇铸相同品位的铝锭(AL99.85品位铝锭除外),可以用边浇边铸方法生产。
4.1.8边加边铸必须保证炉内装有20吨以上原铝,才能打开炉眼进行铸锭生产。
4.1.9在边加边铸过程不允许向炉内加硅剂、铁剂或钢带等,防止出现原铝品位不达标或波动过大现象发生。
4.2、铝成品质量检查
4.2.1铝锭外观:
4.2.1.1铝锭表面检印和批号必须清晰可辨。
4.2.1.2每捆铝锭不得出现混号。
4.2.1.3铝锭外观应呈银白色。
4.2.1.4铝锭表面应整洁,无较严重的飞边毛刺和波纹、气孔,允许有轻微夹渣。
4.2.1.5每块铝锭重量为20±2kg。
4.2.2打捆标准:
4.2.2.1整捆铝锭必须保证54块,每批铝锭可允许最后一盘铝锭出现24块铝锭以上,但表面必须平整。
4.2.2.2铝锭的摆放四个侧面应与地面成90°垂直,并且表面要平整,不得倾斜。
4.2.2.3成品铝锭码捆过程中,铝锭与铝锭之间必须咬合严密,上下层之间摆放角度垂直,正反两块铝锭高度差不大于1.5mm。
4.2.2.4打捆必须成“#”字型,遵循先打“南北”方向后打“东西”方向的原则,“东西”方向的两根钢带必须在“南北”方向的两根下面,钢带必须穿在铝锭槽内且必须兜紧,不得虚穿。
4.2.2.5四个包装带,每根均垂直于底部,包装时包装带不允许出现扭转、变形或叠夹现象;应打在铝锭槽内,禁止打在突起处;并紧贴铝锭的表面,包装带不能成斜、歪等现象的事件发生。
4.2.3 含量品位
4.2.3.1 每批铝成品的取样操作按《铝成品取样技术操作规程》进行。
4.2.3.2每批铝成品品位以分析报告单为准以GB/T1196-2002《重熔用铝锭国家标准》为依据,禁止出现低于AL99.70品位铝锭。
五、质量检查规程
5.1、检查原则
以抽查为主;全查为辅。
5.2、检查过程
5.2.1每班随机抽查四个时间段八包铝的倒铝情况做好记录,并以随时现场巡视检查相结合;
5.2.2每班随机抽查1~2台专炉专铸炉的搅拌、扒渣、静置等铸造全过程情况做好记录,检查边加边铸炉的炉内铝量、加料情况等铸造全过程情况做好记录,并以随时现场巡视检查相结合;
5.2.3专炉专铸先在混合炉内取样,后按10%、50%、80%、100%四层进行取样分析,出现边加边铸按第2、7、12、17……捆的顺序进行取样,严格按《铝成品取样技术操作规程》进行操作。其批量铝锭判级按《重熔铝锭判级标准》进行。
5.2.4浇铸温度进行随机抽测,特别情况要及时跟踪。
5.2.5铝锭打渣以随时现场巡视检查为主,结合打渣后铝锭在生产线的外观检查。
5.2.6铝锭外观以铝锭在生产线时的随机抽查和堆垛时的检查相结合进行。
5.2.7堆垛和打捆质量进行在线抽查结合成品检查,发现不合格的及时向打捆工指出并做好记录。
5.2.8粘贴牌号的质检员要对堆场铝锭的外观和堆垛打捆情况逐一进行复查,班长对堆场铝锭进行不定期抽查。
六、质量考核细则
6.1、铸造过程考核
6.1.1未经允许,发现随意倒铝,考核50元/次。
6.1.4 按规定调包配料后,未进行搅拌,考核50元/次,未按规定进行扒渣考核50元/次。
6.1.6静置时间小于10分钟,视情节考核20~100元/次。
6.1.8浇铸温度超标准5℃以内考核20元/次;超标准5~10 ℃考核30元/次;超标准10~20℃考核40元/次;超标准20℃考核50元/次。
6.1.11不同品位原铝进行边加边铸考核100元/次,出现质量事故另行处理。
6.1.12边加边铸时炉内铝液不足视情节考核20~50元/次。
6.1.13边加边铸时向炉内加硅剂、铁剂或钢带等物资,考核100元/次,出现质量事故另行处理。
6.2、铝成品质量考核
6.2.1铝成品外观不合格或打捆不合标准被质检人员查出,经人工调整后可做为合格品,考核20元/捆。
6.2.2铝成品因严重大小块,私下改号,混号等原因需判废回炉,考核50元/捆。
6.2.3 如含量低于AL99.70整批判废回炉,考核50元/捆。
6.2.4同批铝锭出现不同品位或杂质含量波动过大的视情节考核50~200元/次。
6.3 、其它考核
6.3.1屡次因发生相同原因而造成铝锭不合格,追究铸造工艺人员责任,按程度进行加倍考核,并责令其作出防范措施。
6.3.2 因铸造分厂生产出不合格铝成品,生产班组及质检人员均未发现,而造成不合格品外流,按事态严重程度追究双方责任。
6.3.3安全生产技术部每月对考核数据进行统计,做纵向对比,对质量有较大幅度提高者,给予考核金额内奖励。
七、本制度从20##年1月1日开始执行。
八、本制度解释权属安全生产技术部。
铝母线质量检查标准
3.1化学成份
不得低于GB/T 1196-2002牌号 AL99.60标准,Fe:Si应在1.5~2.0范围内。制作铝导杆用铝母线化学成份中应含有0.5% 的Mg。
化 学 成 份

3.2表面质量
3.2.1铝母线端面切割面不应有飞边和毛刺。内部组织应致密,质体均匀,不得有气孔、夹渣、中心裂等缺陷。
3.2.2铝母线表观应平整洁净,铸造铝母线表面 不允许有高出基面1mm的金属瘤, 不加工表面水液纹高度不得超过1mm。
3.2.3铝母线表面不许有横向裂纹,允许的纵向裂纹(沿电流方向)宽度不得超过1mm,裂纹深度应小于3mm,当母线长度≤5000mm时,裂纹长度不得超过300mm。当母线长度大于5000mm时,裂纹长度应小于母线长度的10%,且不大于1200mm,每根铝母线裂纹不多于1处。
3.3电阻率在未退火的状态下,小于0.0282645Ωmm2/m(200C时),抗拉强度在未退火的状态下,不小于5.5kg/mm2
3.4铸造铝母线外形尺寸及允许偏差:
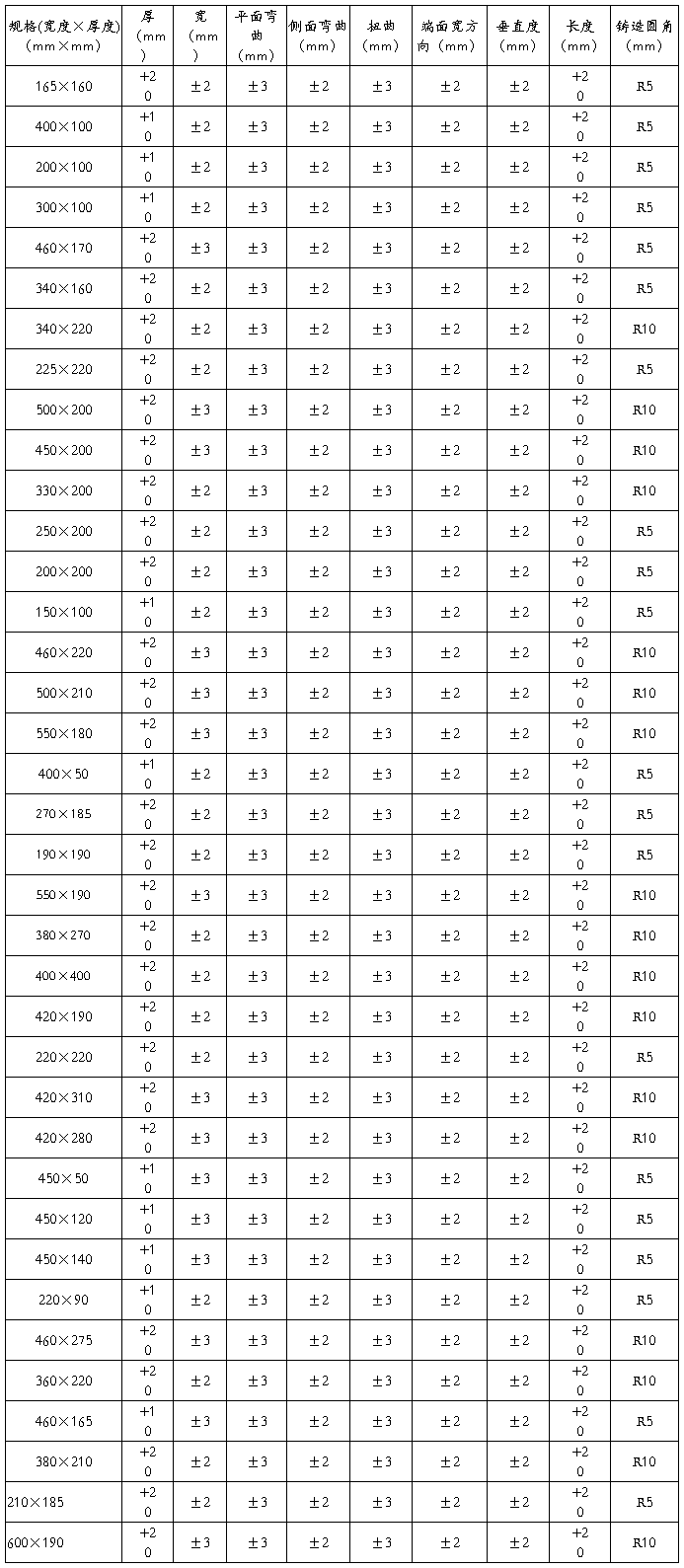
注:
1) 平面弯曲和侧面弯曲系数指每米的值;
2) 扭曲系数指任意一米;
3)长度系数指用于切割后的长度不大于10m的母线;
4) 铸造铝母线端头应采用机械锯切,其切面应垂直于铝母线纵轴线,垂直度的允许偏差见上表;
5) 阳极母线采用550mm´180mm规格母线,其铸造母线为550mm×200mm,按施工图要求加工制作;
6)阳极炭块铝导杆采用200×180mm规格母线,其铸造母线为200×200mm,按施工图要求加工制作;材质中加入0.5%的Mg;
7)铸铝母线出厂时,每根母线的小面端头至少50mm处应有厂标,名义长度、代号、出厂检验钢印和质量证明文件等。
8)如需要其他外型尺寸及允许偏差的母线可按供货合同的要求提供。
4、试验方法
4.1铝母线化学成份的分析方法按GB/T6987进行;
4.2铝母线的外观用肉眼检查。
5 检验规则
5.1批次
铝母线应成批提交验收,每批应由一个熔次组成。
5.2出厂检验
出厂检验应检查化学成分、表面质量、外形及尺寸偏差,铝母线表观不得有人工修复的痕迹。不合格产品不准出厂。
6、取样方法和数量
6.1每熔次炉料铸造前取一次样做炉前分析。每熔次化学成分试样应在母线铸造1米长时取一次、铸造中间,铸造结尾时各取1次。试样应从溜槽中采取。
6.2 取样的工具要求干净,不准有影响分析质量的夹杂物。
6.3 试样应正直,不许有冷隔、夹渣、空心、裂纹等缺陷。
7、标志、包装、吊运
7.1标志
每根铝母线在母线端侧面上用油漆标明批号、规格尺寸及重量。并有质检人员标识的检验标记及合格标记、产品注册商标标记。
7.2包装
铝母线为裸件捆扎,每个捆的大小,重量以及捆扎方法根据铝母线长短由供方确定,也可由供需双方共同商定。
7.3吊运
铝母线吊运时,不应造成勒痕
7.4质量证明书
每批铝母线应附有质量证明书,注明:
a、 供方名称。
b、 产品名称和牌号。
c、 注册商标。
d、 批号。
e、 批重和件数。
f、 检验结果和质量检验部门印记。
g、 本标准编号。
h、 出厂日期。
---------------------------------------------------------------------
本标准由霍煤鸿骏铝电有限责任公司提出;
本标准由安全生产技术部负责起草;
本标准由安全生产技术部负责解释。
电解槽原铝重取分析的标准
1、当∣Fe今—Fe前∣≥0.040% 时;
∣Si今—Si前∣≥0.020% 时;
需重取分析;
注:今----当天分析的百分含量;
前----前次分析的百分含量。
2、原铝预分析报告单上数据以重取分析的为准;
3、重取分析时,电解生产人员应真实地提供电解槽运行情况,如:有无调整技术条件、非进度出铝、化钢爪、打壳锤头掉入槽内,电解槽侧底部渗漏等;
4、超出重取标准,质检员应及时重取并为相应分厂工区出具电解质量检查反馈单。
四、电解槽原铝跟踪分析的标准
1、低于AL99.70品位原铝进行取样跟踪;
2、重取后无取样原因的异常电解槽,次日跟踪,第3日正常取样后仍保持上升趋势的电解槽继续跟踪;
3、破损电解槽根据需要跟踪取样分析。