X射线衍射物相分析
天文与空间科学学院 081211004 陈升
一 、实验目的
1、学习了解晶体的结构性质,了解了X射线衍射分析物相的原理。
2、利用德国的D8 X射线衍射仪,获得了衍射图谱,用EVA软件处理数据,分析样品中所含的物质。
二、实验原理
任何结晶物质均具有特定晶体结构(结构类型,晶胞大小及质点种类,数目,分布)和组成元素。一种物质有自己独特的衍射谱相对应,多相物质的衍射谱为各个互不相干,独立存在物相衍射谱的简单叠加。衍射方向是晶胞参数的函数(取决于晶体结构);衍射强度是结构因子函数(取决于晶胞中原子的种类、数目和排列方式)。任何一个物相都有一套d-I特征值及衍射谱图。因此,可以对多相共存的体系进行全分析。
凡是高速运动的电子流或其它高能射流(如γ射线,X射线,中子流等)被突然减速时均能产生X射线。产生条件:电子流、高压、靶面、(真空室、冷却系统)X射线管的效率η,是指电子流能量中用于产生X射线的百分数即
 .
.
X射线管的效率也仅有1﹪左右,99%的能量都转变为热能。(与冷却系统有关)
由阴极灯丝所发射的数量巨大电子以极高的速度撞向阳极靶,辐射电磁波即释放X射线。这些电子撞向阳极靶上的条件和时间不同,产生电磁辐射也各不相同,而形成各种波长的连续X射线谱。短波限: 短波限只与管电压有关。当X射线光管电压一定时,某一个电子的全部动能完全转化为一个X射线的光量子,此X射线光量子的能量最大,波长最短。式中e——电子电荷,等于4.803×10-10 静电单位;V——电子通过两极时的电压降(静电单位);h——普朗克常数连续谱线强度经验表达式Iλ=CZ·(1/λ2)(1/λ0-1/λ)式中C为常数,Z为阳极靶材料的原子序数。
特征谱产生原理原子的壳层结构与电子的跃迁,放出光子能量:
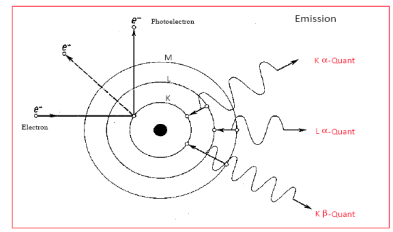
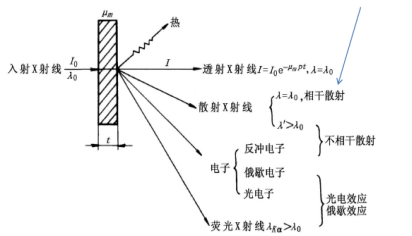
图-2 入射X射线与物质的作用
就其能量转换而言,一束X射线通过物质分为三部分:散射,吸收,透过物质沿原来的方向传播。
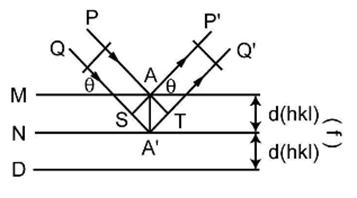
晶体衍射Bragg 公式:

三、实验内容
德国布鲁克公司D8 X射线衍射仪:

1.其主要组成部分:高压发生器、X光管、精度测角仪。
2.设计原理:利用Bragg-Brentano 衍射几何:R1=R2=R ,试样转θ角,探测器转2θ角(2θ/θ偶合)或试样不动,光管转θ,探测器转θ( θ/ θ偶合):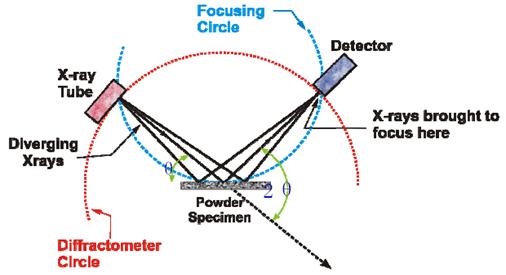
实验步骤:
(1) 在老师的指导下制作粉末样品(两份)。
(2) 按照D8 X射线衍射仪操作规程开机,在软件XRD Commander下调节电压与电流,设定好起始角、终止角、步长等参数后便开始经行测量,获得每份样品的衍射图样,将之保存为*.raw文件。
(3) 按照D8 X射线衍射仪操作规程关机。
(4) 打开Eva软件对测量数据经行处理。
(5) 在Eva软件下导入*.raw文件,在TollBox框内完成扣背景、删除K、平滑处理、寻峰等步骤,选定所以的峰,生成Made DIF文件。
(6) 物相的定性分析:在Search/Math框内选择前三个Quality Marks,选择可能元素,并选择Pattem,点击Search经行检索/匹配。
(7) 最后根据列表所给出的可能物质通过比较卡片内的谱线和实际测量出谱线的吻合度来确定组成成分。
四、数据处理
1、样品一:
2、样品二:

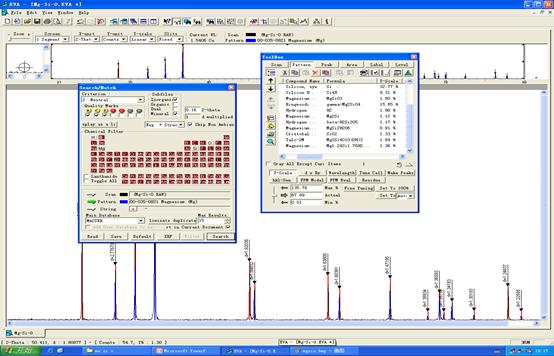
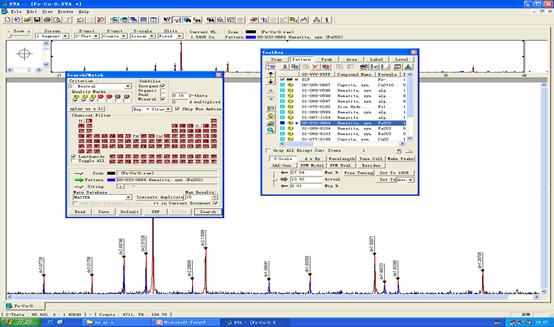
从EVA软件的分析结果:
样品1中含有Cu2O 、Fe、Fe2O3 ,样品2中含有Mg、Si、SiO2、MgSiO3。
五、实验讨论与问题:
1、为什么要加冷却循环氮系统?
答: 它加在发射出X射线的靶后面,是为了冷却靶。实验原理中讲到,靶产生的X射线放出的能量99%是转化为热能,如果不加循环氮系统冷却,靶很快就会烧完,就要经常换靶,很麻烦。
2、 用衍射仪如何区分单晶、多晶和非晶?
A,晶体:图谱特征是有若干或许多个彼此独立的很窄的“尖峰”。
B,非晶体:整个扫描角度范围内只观察到被散射的X射线强度的平缓的变化,其间可能有一到几个极大值;开始处因为接近直射光束强度较大,随着角度的增加强度迅速下降,到高角度时强度慢慢地趋向仪器的本底值.
C,单晶:衍射峰是一组平行晶面的,或是少数几个特征晶面的,强度会很强,不符合PDF卡片的强度分布。
D,多晶:有很多组衍射峰,强度高低分布无规律.
实验注意事项: 做实验的时候仪器的门一定要关好,否则X射线会对人体造成伤害,以破坏人的免疫系统的方式。
参考文献:
[1] 黄润生《近代物理实验》第二版南京大学出版社 2008.4
第二篇:X射线探伤
X射线照相法探伤实验
一、实验目的
1.通过X射线照相法探伤实验,使学生进一步了解射线探伤的原理及应用。
2.熟悉X射线探伤的工艺过程,了解X射线机的使用方法和操作步骤。
3.初步掌握X射线照相法探伤中依据有关标准判定缺陷的方法。
二、实验原理
X射线照相法探伤是利用X射线在物资中的衰减规律和射线能使某些物质产生荧光、光化作用的特点,将射线穿过被探工件照射到X射线胶片上使胶片感光,再经过暗室处理,得到反映工件内部情况的照相底片,利用这种底片在强光灯上分析,从而判断被探工件内部质量。
三、实验设备及用品
1、实验设备
工业用X射线探伤机 观片灯
胶片衡温干燥箱 黑度计
2、实验用品
评片尺、像质计、X射线胶片、暗袋、增感屏、铅字标记、
显影药水、定影药水、洗片夹等
附 XXQ-2505型便携式X射线探伤机外观图
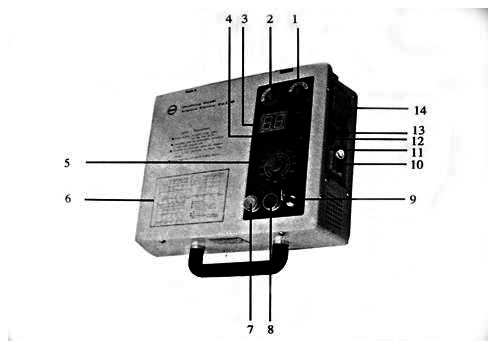
1 工作状态指示灯(B) 8 高压开关
2 工作状态指示灯(A) 9 高压保护锁
3 时间显示器 10 电源开关
4 时间调节旋钮 11 保险丝
5 kV调节旋钮 12 电源插座
6 透明曲线板 13 接地端子
7 高压开键 (START) 14 接地电缆插座
四、实验步骤(依据GB3323-87)
1、配制显影、定影药水(一般应提前24小时配制),做好暗室准备。
2、将X射线胶片,增感屏按确定的增感方式在暗室中装入暗袋。
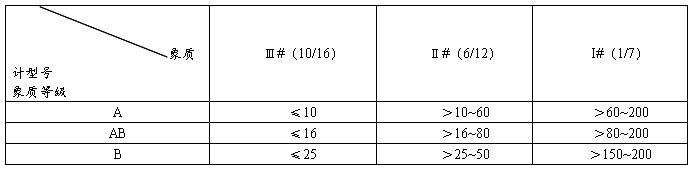
3、选取一对接平板焊缝或对接钢管焊缝试件,并按标准规定在试件指定地方,放置定位标记、识别标记、像质计。如拍平板对接焊缝时,根据拍片厚度按表一选用象质计,按图一布置各种标记。
表一 象质计的选用
图一 象质计与各种标记的摆放
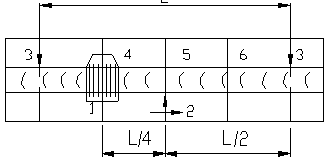
1—象质计 2—中心标记 3—搭接标记(分段标记)
4—工件编号 5—焊缝编号 6—日期
4、选取合适的焦距、照射方向,放置好试件、暗袋及屏蔽铅板。
对外径大于89mm的管子对接焊缝,在现有的实验条件下可采用双壁单影分段透照。外径小于等于89mm的管子对接焊缝,采用双壁双影技术拍片,即射线束的方向应使得整个焊口在底片上呈椭圆形显示,其短经间距 g以3~10mm为宜,如图二所示。
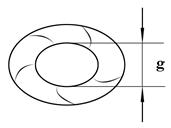
图二 对接钢管焊缝底片成像图
5、检查安全防护状况及警示灯是否完好。
6、按响警示电铃,提示所有人员离开放射室,进入安全地带,关闭放射室铅门。
7、开机拍片,操作步骤如下:
1)根据拍片透照厚度(母材厚度十焊缝余高),在曝光曲线上选择相应的曝光参数:管电压KV值和曝光时间。
2)打开操纵台电源开关:
工作状态指示灯(A)绿
工作状态指示灯(B)绿
计时器显示(0.0)
3)按红键2次:A灯(黄), B灯(不亮)
4)调节KV和时间旋纽至所需值。
5)按绿键:A灯(红色闪亮), B灯(不亮)
X射线发生器开始工作,拍片开始。
计时器从“0.0”开始计时,直到设定时间为止,蜂鸣器发出声响,高压自动切断,此次拍片结束,计时器进入倒计时。倒计时结束后,蜂鸣器再次发出声响,A灯(黄色闪亮),可进行下一次拍片。此时的A灯为延时标志,若延时黄灯不闪亮,则不能开高压。(机器工作时间与休息时间按1:1比例进行,以保证机器使用寿命。)
8、暗室处理
在暗室中将暗袋里已拍照的胶片取出,进行暗室处理,其步骤是:
显影→停影→定影→水冲→干燥
在暗室处理的所有过程中应规范操作,以免在底片上的有效评定区内留下水迹、划伤、斑纹等伪缺陷。
9、依据标准评片
在X射线照相法检验中是根据底片上发现的缺陷性质、大小和数量对照验收标准来评定被检工件的质量及等级。例目前在船舶工业中使用的“GB3323-87” (钢熔化焊对接接头射线照相和质量分级),故在实验前应对所参照的评定标准有所了解。
87标准对射线底片的评定包括照相质量和焊接质量两项评定。其中照相质量是对射线检验操作技术本身的质量要求,焊接质量等级则是对焊缝质量高低的评价,前者是后者的保证。
1)照相质量的评定
87标准将照相质量分为A、AB和B三个不同的级别,具体以射线底片上指定区域的黑度和象质指数来衡量。
①底片黑度
底片黑度不仅影响底片的对比度,而且影响底片象质计线径的识别,所以黑度过高或过低对缺陷的检出均不到,应控制在规定的范围内(如表二),并且要在底片上指定的区域内用来用黑度计测得(如图三)
表二 底片的黑度范围


图 三
A、B两点测得黑度极小值 Dmin
C、D两点测得黑度极大值 Dmax
②象质计指数
象质计是衡量射线照相质量的工具,检测中可以根据底片上象质计的显示情况来评价照相灵敏度。一般象质计灵敏度高,其照相灵敏度就高,87标准具体规定如表三。
表三 象质计指数的确定
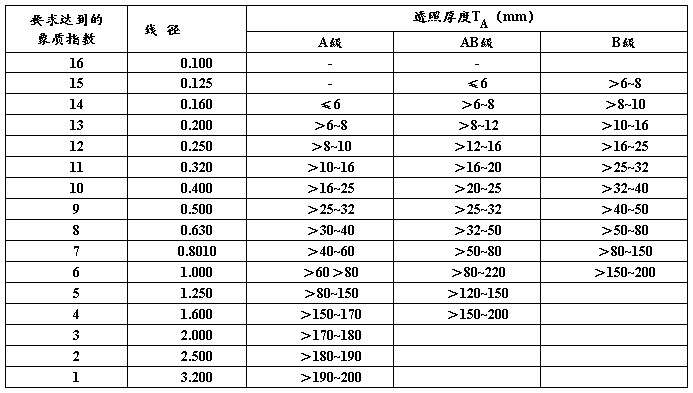
应当指出:利用象质计得到的K值或象质指数,仅用以衡量射线照相影象的质量,而不能直接表示可以发现自然缺陷的实际尺寸。
2)焊缝质量的评定
87标准根据缺陷的性质、大小和数量,将焊缝质量分为四级,I级最高,IV级最次。并且对缺陷性质的判定方面,除了像裂纹,未熔合、未焊透这些特别缺陷以外,其它形态的缺陷均按缺陷尺寸的长宽比分为两大类。即缺陷长宽比小于或等于3的缺陷为圆形缺陷,长宽比大于3的为条状夹渣,这是因为缺陷在投影后,气孔和夹渣是很难从形态上来区分的,所以这样规定即符合事实要求,也有利于判定某些难于定性的缺陷。
园形缺陷评定举例:
①评定区域的确定:随母材厚度的不同采用不同大小的评定区,评定区的大小随母材厚度的增加而增大,即缺陷的允许量随厚度增加而放宽(如表四)
表四 缺陷评定区(mm)

实际应用时,评定区应选择在每张射线底片上所出现缺陷最严重(数量最多或长径最大)的部位,并且评定区框线的长边要与焊缝平行。
②缺陷的量化处理
87标准对圆形缺陷的计算,不是按缺陷的实际大小,要是要将底片上的缺陷大小换算成点数,才能套用等级标准,换算方法如表五。并且随着母材厚度的变化而允许存在不同尺寸的细小缺陷,见表六。
表五 缺陷点数换算表

表六 不计点数的缺陷尺寸(mm)

③圆形缺陷的级别评定,见表七
 表七 圆形缺陷的分级
表七 圆形缺陷的分级
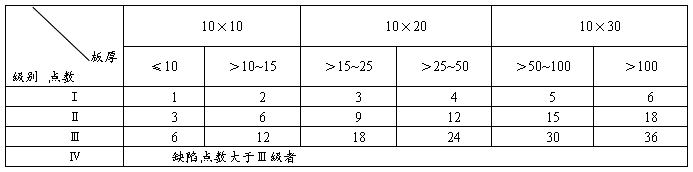
例:母材厚度为30毫米的对接焊缝,缺陷为圆形缺陷,如下图所示,该焊缝应评为哪一级?
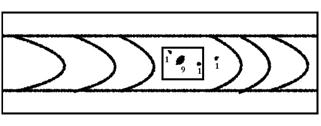
解:在10×20平方毫米的评定区内存在三个缺陷,缺陷长径尺寸分别为1毫米、9毫米、1毫米,按表五将圆形缺陷换算成点数,故在评定区内的缺陷总点数n=1+25+1=27,按表七规定,母材厚度为30毫米,其Ⅲ级允许的缺陷点数为24点,而27个点已超过Ⅲ级的上限值,故该焊缝评为IV级。
当射线底片上出现个别较大的圆形缺陷时,如果其长径大于母材厚度的1/2,则应评为IV级。
④综合评级
在圆形缺陷评定区内,同时存在圆形缺陷和条状夹渣(或未焊透)时,应各自评级,将级别之和减1作为最终级别。但不同的情况组合有最高级别的限制。
五、实验注意事项
1.熟悉本实验室放射安全防护措施,避免发生放射事故。
2. 严格暗室操作程序,注意保持暗室整洁
六、填写实验报告