XXXXX工艺验证方案
YZS-G-1XX037
类别:验证管理 工艺验证方案
制定人: 制定日期: 年 月 日
审核人: 审核日期: 年 月 日
批准人: 批准日期: 年 月 日
颁发部门: 生效日期: 年 月 日
复印数: 份
目 录
1.概述
2.目的
3.产品简介
4.验证内容、方法及标准
4.1粉碎过筛
4.2配料混合
4.3压片
4.4包装
4.5成品质量
4.6各工序收率及物量平衡
5验证结果评定与结论
6.稳定性考察
7.相关文件
8.图一
9.相关记录
1.主题内容
本方案规定了XXXXX生产工艺验证的目的,步骤、标准及评价内容
2.适用范围
本方案适用于XXXXX生产工艺的验证
3.责任人
3.1工艺验证小组
组长:
组员:
3.2其他相关人员
4.验证的内容
4.1概述
XXXXX是我公司的主要产品,在以往的生产过程中,此产品生产工艺是稳定可靠的,但是为符合GMP要求,我公司新建了厂房,引进了先进的设备,因此在该产品正式投入生产前进行工艺验证,进行工艺验证的前提条件是:
1.厂房、设施、设备已经过验证并验证合格可投入使用。
2.相应的文件已批准执行。
3.物料通过供应商审计并审计合格。
4.人员已进行全面健康检查和系统培训且已有健康证和培训上岗证。
本验证方案拟在XXXXX试生产时实施
4.2目的:
本产品工艺验证方案的目的在于通过对XXXXX生产工艺的验证,证明该生产工艺可靠性和稳定性
4.3产品简介:
4.3.1处方:原辅料名称 万片的用量
4.3.2工艺流程图(见图一)
4.3.3生产、质、量管理文件
批生产指令及记录 XXXXX批生产指令及记录
生产工艺规程 XXXXX批生产工艺规程
质量标准 XXXXX质量标准及主要物料质量标准
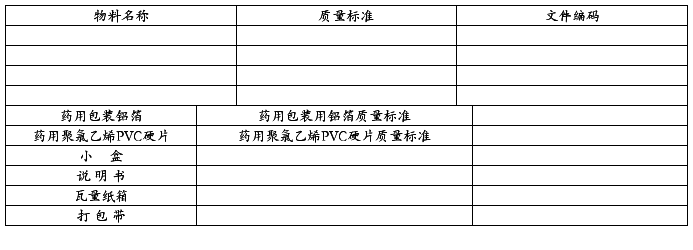
4.3.4主要物料
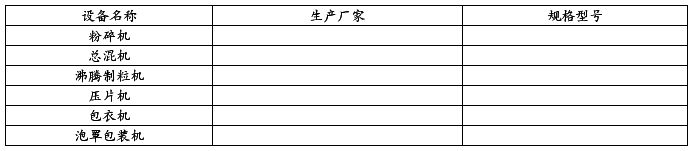
4.3.5主要生产设备
4.3.6日常生产监控
粉碎、过筛、配料、总混、压片、泡罩包装、包装
4.4验证内容,方法及标准
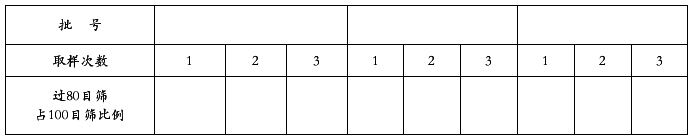
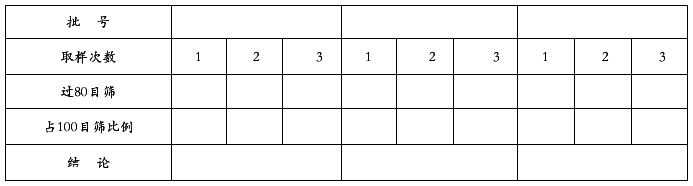
4.4.1粉碎过筛,确认本过程工艺参数设计的合理性及准确性,同时考核工序收率及物料平衡
4.4.1.1评价方法
按粉碎过筛SOP进行操作,对粉碎过筛后的药粉取三个进行粘度检查。
4.4.1.2接受标准
药粉全部过5号筛(80目)且过6号筛(100目)的细粉>95%,粉碎过筛收率为98.0%、-100%,粉碎,过筛物料平衡率为99.0—100%。
4.4.1.3结果记录 记录(见表01)
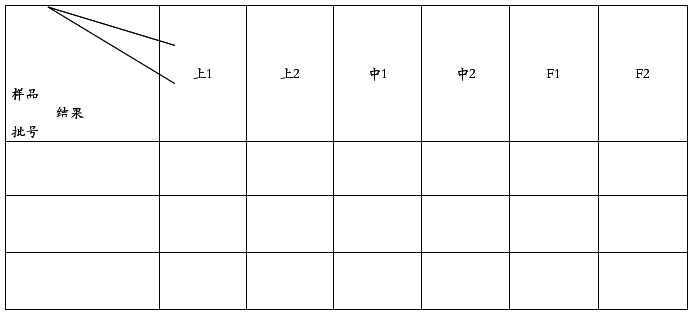
4.4.2.1配料,总混
确认本过程,工艺参数设计的合理性及准确性,确保物料混合的均一性,同时考核总混收率及物料平衡。
4.4.2.2接受标准,总混收率为98.0—100%,总混物料平衡率为99.0—100.0%
4.4.2.3压片
确认本过程工艺参数设计合理性及准确性,同时考核该工序收率及物料平衡
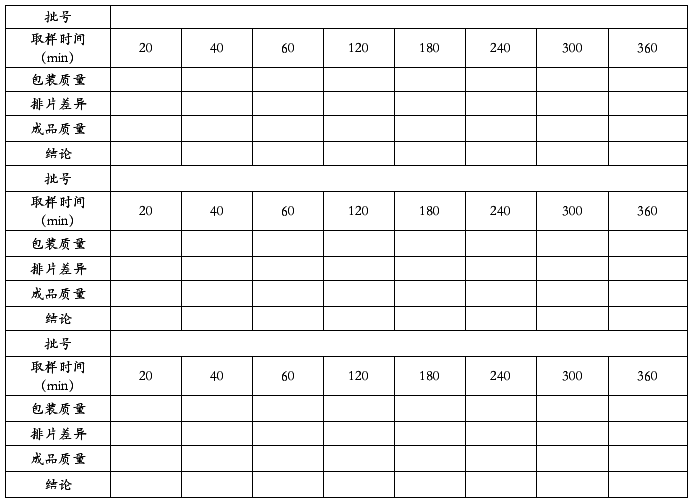
4.4.3.1评价方法 按压片岗位操作片重稳定后取样检查崩解度,然后每20分钟取样一次至60分钟,然后每60分钟取样一次,直至生产结束,检查所取片剂的外观,片重差异,同时考核该工序收率及物料平衡。
4.4.3.2按受标准 外观光洁,色泽均一,硬度适宜
重量差异≤±%,压片收率为95.0—100.0%压片工序物料平衡率为96.0—100.0%。
4.4.3.3结果记录 记录(见表03)
4.4.4泡罩包装
确认本过程工艺条件设计的合理性与准确性,同时考核该工序的收率及包装材料平衡。
评价方法:按铝塑包装岗位标准操作规程进行操作,开始设定再20分钟进行一次检查,一直到360分钟,每次取样10板,检查压板质量。接受标准,外观检查:铝塑热封紧密,批号清晰,准确,文字正确,装量误差≤0.1%,包装收率为95.0—100.0%包装工序物料平衡为98.0—100.0%。
结果记录(见表04)
4.4.6成品质量
4.4.6.1评价方法
在每批产品生产结束后,按取样标准操作程序取样进行全检。
4.4.6.2接受标准 应符合XXXXX质量标准
4.4.6.3结果评价(见表04)
4.4.7各工序收率及物料平衡(见表05)
4.5验证结果评定与结论
4.5.1验证管理员负责收集各项验证,试验结果记录,起草验证报告,报验证领导小组
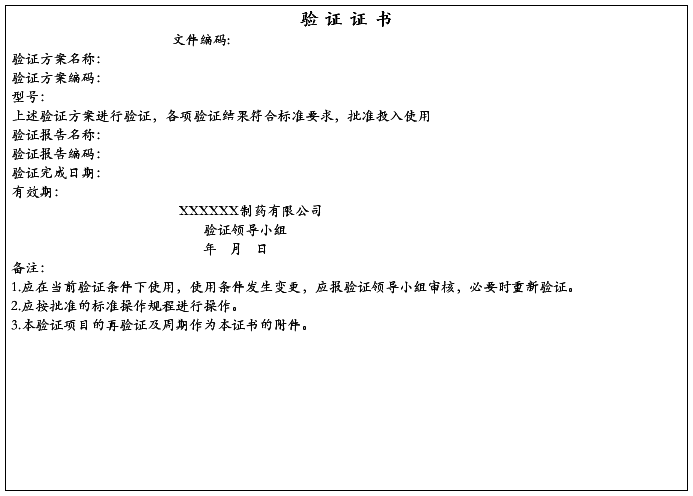
4.5.2验证领导小组,对验证结果进行综合评审,做出验证结论,颁发验证证书,确认XXXXX工艺验证周期,对验证结果的评审包括:
4.5.2.1验证试验是否有遗漏
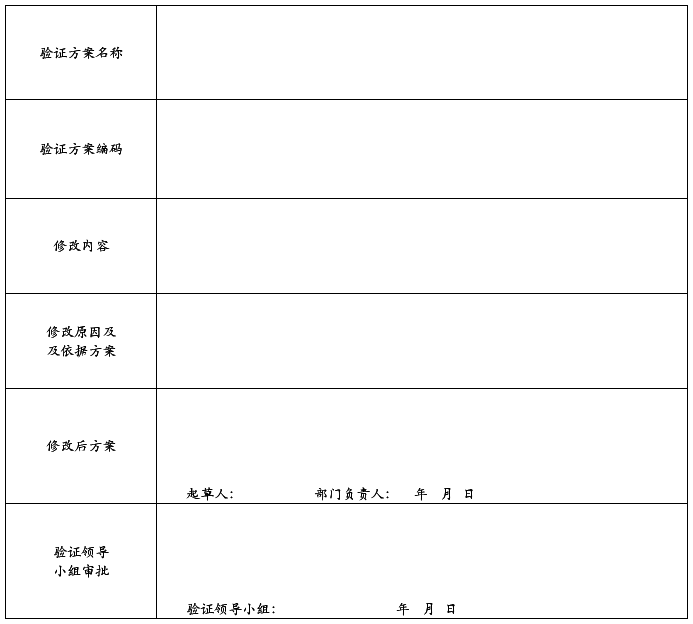
4.5.2.2验证实施过程中,对验证方案有无修改,修改原因,依据以及是否经过批准。
4.5.2.3验证记录是否完整
4.5.2.4验证试验结果是否符合标准要求,偏差及对偏差的说明是否合理,是否需要进一步补充试验。
4.6稳定性考察
为确定性工艺系统稳定性按中国药典2000版二部附录XIXXC药物稳定性试验指导原则,对三批产品进行稳定性考察。
1、相关文件: 文件编码
《总混岗位SOP》 SO-S-1X
《压片岗位SOP》
《铝塑包装岗位SOP》
《外包装岗位SOP》
《工艺验证管理规程》
《XXXXX检验操作规程》
表01粉碎过筛质量检验结果记录
结论 记录人: 日期 审核人: 日期
表02 总混后药粉的均一性检查记录
表04包装质量及成品质量检查记录
记录人: 日期: 审核: 日期:
附表02
验证方案修改申请书及批准书
文件编码:
表03
XXXXX工艺验证报告
YZS-G-1XX037
制定人: 制定日期 年 月 日
审核人: 审核日期 年 月 日
批准人 批准日期 年 月 日
颁发部门 生效日期 年 月 日
复印数: 份
分发部门
1.概述
为证明XXXXX剂生产工艺及生产系统是否稳定,可靠,我们对片剂生产工艺进行了三批验证,验证结果表明片剂现生产系统及生产工艺能保证产品质量,是稳定可靠的
2.验证结果
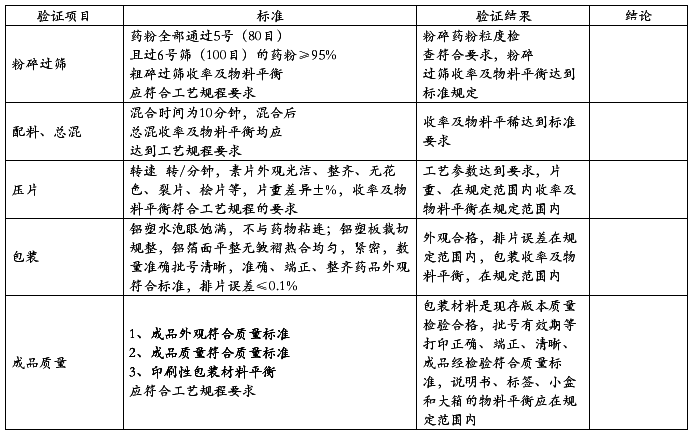
表01粉碎过筛质量检验结果记录
记录人: 日期 审核人: 日期
表02总混后药粉的均一性检查记录
工艺参数 混合时间:10分钟
记录人: 日期: 审核人: 日期
表03压片的片重差异检查记录
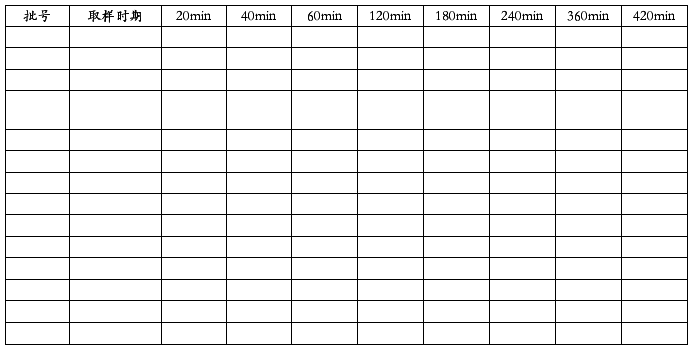
表04包装质量及成品质量检查记录
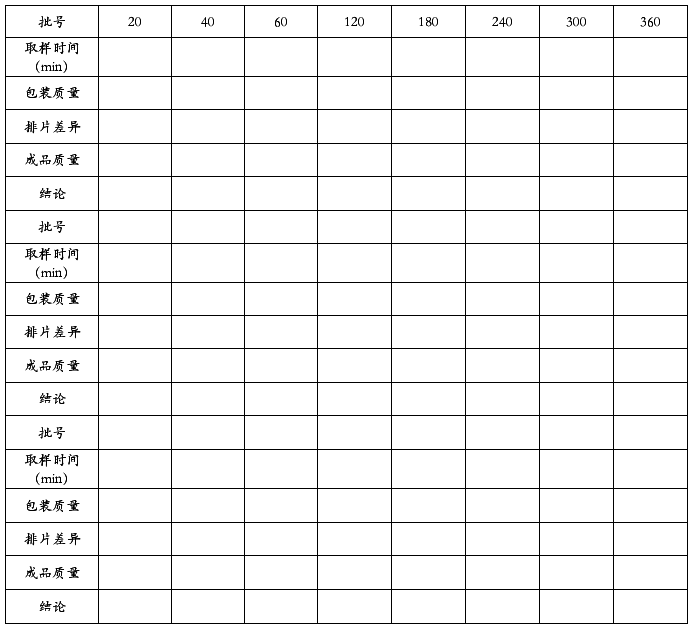
表05物料平衡及收率检查记录

附表02
验证方案修改申请书及批准书
文件编码:
附表03
第二篇:片剂工艺再验证方案
片剂工艺再验证方案
目 录
一、验证方案审批…………………………………………………………3
1.1 验证方案起草……………………………………………………………………3
1.2 验证方案批准……………………………………………………………………3
二、验证目的………………………………………………………………3
三、范围 …………………………………………………………………3
四、职责 …………………………………………………………………3
4.1 验证小组………………………………………………………………………3
4.2 工程部…………………………………………………………………………4
4.3 质量部…………………………………………………………………………4
4.4 生产部…………………………………………………………………………4
5. 验证进度计划表………………………………………………………4
6. 有关背景材料…………………………………………………………5
6.1 产品概况 ………………………………………………………………………5
6.2 背景 …………………………………………………………………………5
6.3 生产工艺 ………………………………………………………………………5
6.4 相关文件、规程 ……………………………………………………………5
6.5 设备 ……………………………………………………………………………5
7. 验证内容………………………………………………………………5
7.1 人员……………………………………………………………………………5
(1)培训………………………………………………………………………5
(2)健康检查…………………………………………………………………6
7.2 原辅料、包装材料 ……………………………………………………………6
(1)质量 ………………………………………………………………………6
(2)贮存条件 …………………………………………………………………6
7.3生产环境及公共介质确认………………………………………………………7
(1)操作间温度和相对湿度……………………………………………………7
(2)操作间压差…………………………………………………………………7
(3)操作间悬浮粒子及沉降菌数………………………………………………7
(4)操作间清场清洁……………………………………………………………7
(5)纯化水………………………………………………………………………8
(6)压缩空气……………………………………………………………………8
7.4 设备 ……………………………………………………………………………8
(1)设备清洁……………………………………………………………………8
(2)设备维护保养及运行状态 …………………………………………………8
7.5生产工艺文件……………………………………………………………………8
(1)工艺文件的正确性…………………………………………………………9
(2)操作指令的明确性…………………………………………………………9
(3)生产指令的正确性…………………………………………………………9
7.6原辅料前处理工艺确认…………………………………………………………9
7.7制粒工艺确认……………………………………………………………………10
7.8压片工艺确认……………………………………………………………………11
7.9内包装(铝塑、双铝等热合包装)工艺确认…………………………………11
7.10外包装工艺确认………………………………………………………………12
(1)产品外观…………………………………………………………………12
(2)成品质量检验……………………………………………………………12
7.11质量保证………………………………………………………………………12
(1)文件完整性………………………………………………………………12
(2)正确的检验方法…………………………………………………………12
(3)检验结果正确……………………………………………………………12
8. 拟订再验证周期………………………………………………………13
9. 验证结果评定与结论…………………………………………………13
10. 附件…………………………………………………………………13
一、验证方案起草与审批
1.1验证方案起草
验证名称: 安乃近片工艺验证
验证方案编号:
起草部门:小组
签名:
日期:
质保部
生产部
车间
验证小组审核
1.2 验证方案批准
批准人(公司主管):
签名: 日期: 年 月 日
二、 验证目的
为了评价《安乃近片生产工艺规程》**************的可行性和重现性,以及生产系统要素和生产过程中可能影响产品质量的各种生产工艺变化因素,根据GMP要求制定本验证方案,对其整个生产过程进行验证,以保证在正常的生产条件下,生产出质量合格、均一、稳定的安乃近片。
三、 范围
本验证方案适用于在本方案指定的厂房、设施、设备、工艺条件下安乃近片的生产,当上述条件改变时,应重新验证。
四、 职责
4.1验证小组
(1)起草验证方案;
(2)组织协调质量保障部、生产管理部、生产车间对验证方案进行实施;
(3)起草验证报告、确定验证周期,报质量管理部审核。
4.2质量管理部
(1)根据验证对象成立验证小组;
(2)负责验证方案的审核批准;
(3)负责验证报告的审核批准;
(4)负责生产工艺再验证周期的确认;
(5)负责发放验证合格证书;
(6)负责组织验证小组对验证相关人员进行培训。
4.3生产管理部
(1)负责设备操作、维护保养及清洁规程的审核;
(2)参与验证的实施;
(3)负责审核岗位sop文件;
(4)负责本方案的具体实施工作;
(5)参与验证的实施过程及与生产有关的协调。
4.4生产车间
(1)协助验证小组做好本方案的具体实施;
(2)负责设备操作、维护保养及清洁的具体实施。
五、验证进度计划表:
本验证试验应连续进行3批
批 次
时 间 安 排
六、有关背景材料
6.1 产品概况
本品为白色或几乎白色片。用于高热时的解热,也可用于头痛、偏头痛、肌肉痛、关节痛、痛经等。本品亦有较强的抗风湿作用,可用于急性风湿性关节炎,但因本品有可能引起严重的不良反应,很少在风湿性疾病中应用。
6.2 背景
20xx年11月份本公司获得GMP认证资格证书,西药片剂是我公司的主要产品剂型之一,长久以来积累了丰富的生产经验,生产工艺比较成熟。迄今距上次验证已有一段时间,为证实其“验证状态”没有发生漂移,根据GMP要求拟对其生产工艺进行再验证。
6.3 生产工艺
安乃近片是按照《安乃近片生产工艺规程》****************进行生产的。见附工艺规程。
6.4 相关文件、规程
与安乃近片生产有关的主要文件。(见附件1)
6.5设备
生产安乃近片所用的主要设备。所列设备均通过安装确认和运行确认。(见附件2)
七、 验证内容
7.1 人员:
列出参加生产操作及检验的所有人员的名单,评价其培训及健康检查情况是否符合GMP及操作的要求。(见附件3)
(1)培训
A、评价方法:查阅培训档案,确认是否对有关操作者进行了相关培训,包括:
① GMP及药品管理法培训
② 安全防护规程
③ 微生物基础知识及微生物污染的防范培训
④ 所在岗位相关设备的操作、清洗、维修保养规程
⑤ 进出生产控制区更衣技术培训
⑥ 岗位操作培训
⑦ 生产过程质量控制培训
B、标准:上岗操作人员已经接受了相关的知识及操作技术培训,并经考核合格,培训及考核均在有效期内。
(2)健康检查
A、评价方法:查阅生产操作人员健康档案,考察参加生产操作的所有人员是否进行了健康检查,身体健康。
B、标准:参加生产操作的人员均进行了规定项目的健康检查,各项指标正常,身体健康,健康检查结果在有效期内。
7.2 原辅料、包装材料
(1)质量
A、目的:确认验证生产的原辅料、包装材料符合质量标准的要求。
B、评价方法:检查安乃近片使用的所有原辅料、包装材料是否有既定的质量标准,能否严格按照质量标准及检验规程进行质量控制。
C、标准:所有原辅料、包装材料均有符合法定要求的质量标准,验证所用的原辅料、包装材料按标准进行检验并符合质量标准要求。
检测结果见附:质量报告书
(2)贮存条件
A、目的:确认原辅料、包装材料的贮存条件符合规定的要求。
B、评价方法:检查各种物料特别是原辅料、内包装材料的贮存条件,是否按各自要求的条件贮存。
C、标准:各种物料按正确的条件贮存。
原辅料、包装材料检查及评价结果记录(见附件4)
Re:片剂工艺再验证方案-3
7.3 生产环境及公用介质
(1)操作间温度和相对湿度
A、目的:确认操作间温、湿度控制符合产品工艺要求。
B.评价方法:在每批产品的生产准备开始前,检查并记录各操作间的温度及相 对湿度,在操作过程中每间隔l小时记录一次温度和相对湿度。
C、标准:温度和湿度应在要求限度之内。温度:18~26℃,相对湿度:45~65%。
(2)操作间压差
A、目的:确认操作间压差控制符合GMP及标准规定的要求。
B、评价方法:生产操作前及生产操作过程中,每隔1小时在自动空气压差表上读取并记录一次控制区与其它区域的空气压差。
C、标准:在生产操作过程中,控制区应始终对一般生产区域保持相对正压,产尘工序对其它洁净间保持相对负压。 操作间温度、相对湿度和压差检查及评价结果记录(见附件5)
(3)操作间悬浮粒子数及沉降菌数
A、目的:确认操作间环境控制符合标准规定的要求。
B、评价方法:按“洁净区(室)悬浮粒子检测操作规程”及“洁净区(室)沉降菌检测操作规程”检测操作间的悬浮粒子数及沉降菌数。(见附件6)。
C、标准:检测结果应符合30万级洁净级别的要求。
≥5?m尘埃粒子数少于20000个/ m3
≥0.5?m尘埃粒子数少于350万个/ m3
≤10个/皿
(4)操作间清洁、清场
A、目的:确认操作间的清洁清场能够有效防止污染与交叉污染。
B、评价方法:在每批产品生产操作前,检查相应操作间、设备容器具等的清场、清洁情况。(见附件7)
C、标准:所有相关房间内应清洁、干燥,无无关的任何物料与文件以及前一批产品的残余物。
(5)纯化水:本厂纯化水系统经验证且验证结果表明本厂纯化水符合纯化水质量标准。
A、目的:确认纯化水质量符合质量标准的要求。
B、评价方法:审查并记录总送水口、总回水口、贮水罐的纯水质量(理化检验与微生物学检验)(见附件8)。
C、标准:开始验证前连续1周内的检验结果符合纯水质量标准要求,纯水质量稳定并无逐渐接近不合格限度的趋势。
(6)压缩空气:压缩空气系统经验证且验证结果表明压缩空气符合洁净区空气质量标准。
A、目的:确认与产品直接接触的压缩空气质量符合质量标准的要求。
B、评价方法:取样检测压缩空气的质量。(见附件9)
C、标准:应符合洁净区压缩空气的标准要求。
7.4设备
(1)设备清洁
A、目的:确认设备清洁状况能够有效防止污染与交叉污染。
B、评价方法:每批产品开始操作前,检查所使用的各种设备、容器、用具的清洁状况并记录。(见附件10)
C、标准:所有设备、容器、用具等清洁干燥,无前一批产品的残余物。
(2)设备维护保养和运行状况
A、目的:确认设备维护保养状况符合标准规定的要求,运行状况良好。
B、评价方法:每批产品开始操作前,检查所使用的各种设备的维护保养情况及维护保养记录。(见附件10)
C、标准:设备维护保养状况符合标准规定的要求,运行状况良好。
7.5 生产工艺文件
(1)工艺文件的正确性
A、目的:确认工艺文件的正确性。
B、评价方法:核对主配方、生产规程是否是现行批准的文件,并已正确签发。
C、标准:主配方及生产规程是现行批准的文件,并已正确签发。(见附件11)
(2)操作规程的明确性
A、目的:确认操作规程的明确性。
B、评价方法:在生产操作过程中,对照操作者的实际操作检查各项操作规程是否清楚、明确和充分。
C、标准:已载入操作规程的指令清楚、明确、充分,操作人员能够如实地遵守。(见附件11)
(3)生产指令的正确性
A、目的:确认生产指令的正确性。
B、评价方法:审核主配方、生产指令的指令内容,以保证其执行过程不会引起偏差或影响产品质量。
C、标准:主配方、生产指令中的指令正确,不易引起误操作。(见附件11)
Re:片剂工艺再验证方案-4
7.6原辅料前处理工艺确认
(1)目的:评价前处理工艺的稳定性。
(2)评价方法:
所用生产设备:粉碎机型号 设备编号
筛粉机型号 设备编号
所用称量器具:台秤型号 设备编号
工艺条件:包括筛目大小、进出料速度、药粉的细度等。
粉碎机转数(固定): 转/分;
筛底目数: 目;加料速度: kg/分。
高效筛粉机:筛网目数: 目 加料速度: kg/分
取样:在筛粉时相隔 分钟取样。每次分别取3个样品,每个样品 g。
检测项目:检测药粉的细度,并计算过筛率(计算粉碎收率用80目标准筛将样品过筛,称量能通过筛网的样品重量)和物料平衡率。(见附件12)
(3)标准:按制定的工艺规程粉碎后物料应符合质量标准的要求,原辅料粉通过80目,过筛率≥99.5%,过筛、粉碎工艺合理。
7.7制粒总混工艺确认
(1)目的:评价制粒总混工艺的稳定性,确认按制定的工艺规程生产的颗粒能够达到质量标准的要求。
(2)评价方法:
所用生产设备:槽混机型号 设备编号
制粒机型号 设备编号
干燥器型号 设备编号
总混机型号 设备编号
所用称量器具:台秤型号 设备编号
工艺条件:包括粘合剂浓度及用量,物料初步干燥温度和时间,后续干燥温度和时间、整粒筛网规格和目数。总混投料顺序、投料量、混合转速、不同的混合时间。
粘合剂浓度:
初步干燥: 进风温度: 出风温度: 干燥时间:
后续干燥: 进风温度: 出风温度: 干燥时间:
整粒规格: 投料顺序:合格颗粒→ 辅料 →
投料量:按配料单配料投料 总混转速: 转/分
取样:总混后在混合机开始的1/3部分、中间的1/3部分、末尾的1/3部位分别取3个样品,每个样品 g。
检测项目:检测含量均匀度、水分含量、粒度分布、松密度、颜色均匀度。计算总混收率和物料平衡率。(见附件13)
(3)标准:按制定的工艺规程混合,总混后颗粒应符合质量标准的要求。(水分≤3.0%,松密度 ~ ,含量> %,相对标准差<3.0%)
7.8压片工艺确认
(1)目的:评价压片工艺的稳定性,确认按制定的工艺规程压片后的片剂能够达到质量标准的要求。
(2)评价方法:
所用生产设备:压片机型号 设备编号
所用称量器具:台秤型号 设备编号
工艺条件:压片转速、压片重量、压力、压片时间等。
转速: 转/分 片重: g 压力: kg
取样:每15分钟取样1次,直至180分钟。每个样品 片。
检测项目:检查外观质量及重量差异,在30 分钟、90分钟、150分钟检查崩解时限。(见附件14)
(3)标准:按设定的工艺条件进行压片,压片后的产品应符合质量要求。(重量差异≤±4.0%,崩解时限≤15分钟)
7.9内包装(铝塑、双铝等热合包装)工艺确认
(1)目的:评价内包装的稳定性,确认包装机按设定的运行条件包装的产品能够达到质量标准的要求。
(2)评价方法:
所用生产设备:包装机型号 设备编号
工艺条件:包括包装速度、成型温度、热封温度等。
包装速度: 板/分 热封温度: ℃。
取样:每25分钟取样一次,直至包装300分钟以后。
检测项目:检查包装外观质量、装量;在50 分钟、150分钟、250分钟检查渗漏率。(见附件15)
(3)标准:按设定的包装条件进行包装,包装后的产品应符合质量标准的要求。
7.10 外包装工艺确认
(1)产品外观
A、目的:评价外包装操作的稳定性。
B、评价方法:在包装生产过程中,QA按照包装质量控制表的要求每隔30分钟进行一次检查,重点应注意检查异物和产品外观物理特性。
C、标准:产品包装外观合格,在包装生产过程中无异常现象。(见附件16)
(2)成品质量检验
A、目的:对产品质量进行最终评价。
B、评价方法:对成品进行检验,质量检验报告(见附检验报告)
C、标准:全部检验结果均符合质量标准要求。
7.11 质量保证
(1)文件完整
A、目的:评价生产过程中文件的形成及控制。
B、评价方法:审核生产过程中QA检查结果是否正确并记录成正确文件。
C、标准:全部QA文件均完整、正确。
(2)正确的检验方法
A、目的:评价检验方法的正确性。
B、评价方法:审核所有检验过程是否均按检验规程规定的检验方法进行。
C、标准:所有检验方法均与检验规程一致。
(3)检验结果正确
A、目的:对生产过程中各种检验结果进行评价。
B、评价方法:审核生产过程中检验结果是否在规定的标准范围内(若有任何不符合规定的结果均应查明原因,并由质量保障部
经理签署意见)。
标准:所有检验结果均符合标准要求。
Re:片剂工艺再验证方案-5
八、 拟订再验证周期
验证小组根据生产工艺验证情况,拟订再验证周期(附件17),报验证小组组长审核批准。
九、 验证结果评定与结论
验证小组负责收集各项验证、试验结果记录,根据验证、试验结果起草验证报告,报验证小组组长。
验证小组负责对验证结果进行综合评审,做出验证结论,发放验证证书(附件18),确认再验证周期。对验证结果的评审应包括:
验证试验是否有遗漏?验证记录是否完整?
验证过程中验证方案有无修改?修改原因、依据以及是否经过批准?
验证试验结果是否符合标准要求?偏差及对偏差的说明是否合理?是否需要进一步补充试验?
生产工艺是否稳定,按此工艺生产能否得到质量均一、稳定的产品?
有无需要改进的设备、生产条件、操作步骤?
生产过程中有无需要增加的检测、控制项目?
起草批生产记录。
十、 附件
(附件中未列记录见批生产记录、批检验记录)
Re:片剂工艺再验证方案-6
附件1: 与安乃片生产有关的主要文件
序号
文件编号
文件名称
存放位置
1
安乃近片生产工艺规程
2
原辅料前处理标准操作规程
3
配料岗位标准操作规程
4
粉碎岗位标准操作规程
5
制粒岗位标准操作规程
6
淀粉糊制备标准操作规程
7
槽型混合机的标准操作规程
8
YK-160型颗粒机标准操作规程
9
高效沸腾干燥岗位标准操作规程
10
整粒岗位标准操作规程
11
EYH型二维运动混合机的标准操作规程
12
总混岗位标准操作规程
13
B-X型粉碎机的清洁规程
14
槽式混合机清洁规程
15
YK-160型摇摆式颗粒机清洁规程
16
GFG型沸腾干燥机清洁规程
17
二维运动混合机清洁规程
18
中间站管理标准操作规程
19
压片岗位标准操作规程
20
旋转式压片机标准操作规程
21
旋转式压片机的清洁规程
22
双铝包装岗位标准操作规程
23
泡罩包装机标准操作规程
24
泡罩包装机清洁规程
25
外包岗位标准操作规程
26
洁净区操作室清洁规程
27
洁净区地面清洁规程
28
人员进出洁净区的标准操作程序
29
物料进出洁净区的标准操作程序
30
安乃近片质量标准
31
安乃近片检验操作规程
32
安乃近片中间产品质量标准
33
安乃近片中间产品检验操作规程
34
固体药用PVC片质量标准
35
固体药用铝箔质量标准
36
Re:片剂工艺再验证方案-7
附件2: 生产安乃近片所用的主要设备 序号
设备编号
设备名称
设备型号
生产能力
认证文件编号
1
粉碎机 B-X
2
振荡筛
3
槽式混合机 CH-200
4
摇摆制粒机 YK-160
5
高效沸腾干燥器 GFG
6
二维混合机 7
旋转式压片机 8
泡罩包装机 9 10
11 12 13 14 15
16
检查人: 日期: 年 月 日 确认人:
附件3 生产检验人员确认表 岗位
姓 名
培 训
年 月 日 日期:
健 康 考核情况 上岗证有效期 体检情况 健康证有效期 制粒 制粒 制粒 制粒
制粒 制粒 压片 压片 压片
压片 压片 压片 内包 内包
内包 内包 内包 内包 外包
外包 外包 外包 外包 外包
检验 检验 检验
检查人: 日期: 年 月 日 确认人: 日期: 年 月 日 附件4: 原辅料、包装材料确认表
原辅料、包装材料名称
贮存条件
结论
标准
实际
安乃近
淀粉
蔗糖
硬脂酸镁
检查人: 日期: 年 月 日 确认人:
附件5: 生产过程中温湿度测试确认表 房间号
年 月 日 日期:
温度℃ 结论
相对湿度% 结论 1 2 3 4 5 6 1 2 3 4 5 6
前处理
打浆间
制粒室
总混间
中转站
压片室
内包间
检查人: 日期: 年 月 日 确认人: 日期: 年 月 日
附件5 生产过程中操作间压差测试确认表
房间号
压差
结论
标准
实际
1
2
3
4
5
6
7
8
前处理
制粒室
总混间
中转站
压片室
内包间
检查人: 日期: 年 月 日 确认人:
附件6: 操作间悬浮粒子数及沉降菌数确认表 房间号
悬浮粒子数
沉降菌数
标准
实际
标准
实际
前处理
≥5?m尘埃粒子数少于20000个/ m3
≥0.5?m尘埃粒子数少于350万个/ m3
≤10个/皿
制粒室
≥5?m尘埃粒子数少于20000个/ m3
年 月 日日期:
≥0.5?m尘埃粒子数少于350万个/ m3
≤10个/皿
总混间
≥5?m尘埃粒子数少于20000个/ m3 ≥0.5?m尘埃粒子数少于350万个/ m3
≤10个/皿
中转站
≥5?m尘埃粒子数少于20000个/ m3 ≥0.5?m尘埃粒子数少于350万个/ m3
≤10个/皿
压片室
≥5?m尘埃粒子数少于20000个/ m3 ≥0.5?m尘埃粒子数少于350万个/ m3
≤10个/皿
内包间
≥5?m尘埃粒子数少于20000个/ m3 ≥0.5?m尘埃粒子数少于350万个/ m3
≤10个/皿
≥5?m尘埃粒子数少于20000个/ m3 ≥0.5?m尘埃粒子数少于350万个/ m3
≤10个/皿
≥5?m尘埃粒子数少于20000个/ m3 ≥0.5?m尘埃粒子数少于350万个/ m3
≤10个/皿
≥5?m尘埃粒子数少于20000个/ m3 ≥0.5?m尘埃粒子数少于350万个/ m3
≤10个/皿
≥5?m尘埃粒子数少于20000个/ m3 ≥0.5?m尘埃粒子数少于350万个/ m3
≤10个/皿
≥5?m尘埃粒子数少于20000个/ m3 ≥0.5?m尘埃粒子数少于350万个/ m3
≤10个/皿
≥5?m尘埃粒子数少于20000个/ m3
≥0.5?m尘埃粒子数少于350万个/ m3
≤10个/皿
检查人: 日期: 年 月 日 确认人: 日期:
附件7:生产过程中操作间清洁、清场情况确认表 房间名称
用 途
清洁、清场标准
实 际
结 论
确认日期
前处理
清洁、干燥无无关的任何物料与文件前批产品残留物
制粒室
清洁、干燥无无关的任何物料与文件前批产品残留物
总混间
年 月 日
清洁、干燥无无关的任何物料与文件前批产品残留物
中转站
清洁、干燥无无关的任何物料与文件前批产品残留物
压片室
清洁、干燥无无关的任何物料与文件前批产品残留物
内包间
清洁、干燥无无关的任何物料与文件前批产品残留物
外包间
清洁、干燥无无关的任何物料与文件前批产品残留物
清洁、干燥无无关的任何物料与文件前批产品残留物
清洁、干燥无无关的任何物料与文件前批产品残留物
清洁、干燥无无关的任何物料与文件前批产品残留物
清洁、干燥无无关的任何物料与文件前批产品残留物
检查人: 日期: 年 月 日 确认人: 日期:Re:片剂工艺再验证方案-9
附件8: 生产用纯化水确认表
取样点
理化指标
微生物指标
年 月 日
标准
实际
标准
实际
打浆间
符合GMP纯化水理化指标条款
细菌、霉菌、酵母菌总数1ml不得过100个
制粒室
符合GMP纯化水理化指标条款
细菌、霉菌、酵母菌总数1ml不得过100个
压片室
符合GMP纯化水理化指标条款
细菌、霉菌、酵母菌总数1ml不得过100个
内包间
符合GMP纯化水理化指标条款
细菌、霉菌、酵母菌总数1ml不得过100个
符合GMP纯化水理化指标条款
细菌、霉菌、酵母菌总数1ml不得过100个
检查人: 日期: 年 月 日 确认人: 日期: 年 月 日
附件9: 生产用压缩空气的质量确认表
取样点
沉降菌数
微粒数
标准
实际
标准
实际
内包间
≤1个/皿
≥5?m尘埃粒子数少于0,≥0.5?m尘埃粒子数少于3500个/ m3
≤1个/皿
≥5?m尘埃粒子数少于0,≥0.5?m尘埃粒子数少于3500个/ m3
≤1个/皿
≥5?m尘埃粒子数少于0,≥0.5?m尘埃粒子数少于3500个/ m3
检查人: 日期: 年 月 日 确认人: 日期: 年 月 日
附件10:生产用设备清洁、维护保养和运行状态确认表
设备名称
清洁情况
维护保养
运行状态
标准
实际
标准
实际
标准
实际
粉碎机
应清洁干燥无前批残余物
符合SOP规定
各部件正常无异响
筛粉机
应清洁干燥无前批残余物
符合SOP规定
各部件正常无异响
制粒机
应清洁干燥无前批残余物
符合SOP规定
各部件正常无异响
沸腾干燥机
应清洁干燥无前批残余物
符合SOP规定
各部件正常无异响
二维混合机
应清洁干燥无前批残余物
符合SOP规定
各部件正常无异响
旋转压片机
应清洁干燥无前批残余物
符合SOP规定
各部件正常无异响
泡罩包装机
应清洁干燥无前批残余物
符合SOP规定
各部件正常无异响
应清洁干燥无前批残余物
符合SOP规定
各部件正常无异响
应清洁干燥无前批残余物
符合SOP规定
各部件正常无异响
应清洁干燥无前批残余物
符合SOP规定
各部件正常无异响
应清洁干燥无前批残余物
符合SOP规定
各部件正常无异响
应清洁干燥无前批残余物
符合SOP规定
各部件正常无异响
检查人: 日期: 年 月 日 确认人:
附件11: 生产用工艺文件确认表 文件名称
标准
实际
结论
工艺文件
现行批准的文件,并已正确签发。
操作指令
清楚、明确、充分,操作人员能够如实的遵守。
年 月 日日期:
生产指令
正确,不易引起误操作。
检查人: 日期: 年 月 日 确认人:Re:片剂工艺再验证方案-10 附件12: 原辅料前处理工艺确认表 批
号
样品序号
检查项目
1
2
年 月 日 日期:
3
偏差
80目过筛率(%)
100目过筛率(%)
物料平衡(%)
80目过筛率(%)
100目过筛率(%)
物料平衡(%)
80目过筛率(%)
100目过筛率(%)
物料平衡(%)
备注
检查人: 日期:
年 月 日 确认人: 年 月 日 日期:
附件13: 制粒总混工艺确认表 批号
取样位置
检查项目
前1/3
中间
后1/3
偏差
含量(%)
水分(%)
堆密度
含量(%)
水分(%)
堆密度
含量(%)
水分(%)
堆密度
检查人: 日期: 年 月 日 确认人:Re:片剂工艺再验证方案-11 附件14: 压片工艺确认表 批号:
时 间
检查项目
15
30
45
60
75
90
105
120
135
150
165
180
偏差
外观质量
年 月 日 日期:
重量差异
崩解时限
检查人: 日期:
批号: 时 间
检查项目 15
30
45
60
75
90
105
120
135
150
165
180
偏差
外观质量 年 月 日 确认人: 年 月 日 日期:
重量差异
崩解时限
检查人: 日期:
批号: 时 间
检查项目 15
30
45
60
75
90
105
120
135
150
165
180
年 月 日 确认人: 年 月 日 日期:
偏差 外观质量
重量差异
崩解时限
检查人: 日期: 年 月 日 确认人:
附件14: 内包装工艺确认表 批号:
时 间
检查项目
25
50
75
100
125
150
175
200
225
年 月 日 日期:
250 275 300 外观 装量
渗漏率
检查人: 日期:
批号: 时 间
检查项目 25
50
75
100
125
150
175
200
225
250
275
年 月 日 确认人: 年 月 日 日期:
300 外观 装量
渗漏率
检查人: 日期:
批号: 时 间
检查项目 25
50
75
100
125
150
175
200
225
250
275
300
外观
年 月 日 确认人: 年 月 日 日期:
装量
渗漏率
检查人: 日期: 年 月 日 确认人:
附件16: 外包装质量确认表 批号:
时间
检查项目
30
60
90
120
150
180
外观质量
包装质量
年 月 日 日期:
质检结果
溶出度: 片差: 含量: 检查人: 日期: 年 月 日 确认人:
批号:
时间
检查项目
30
60
90
120
150
180
外观质量
包装质量
年 月 日 日期:
质检结果
溶出度: 片差: 含量: 检查人: 日期: 年 月 日 确认人:
批号:
时间
检查项目
30
60
90
120
150
180
外观质量
包装质量
年 月 日 日期:
质检结果
溶出度: 片差: 含量:
检查人: 日期: 年 月 日 确认人: 日期: 年 月 日 附件17: 生产工艺再验证周期
产品名称
安乃近片
工艺规程名称
安乃近片生产工艺规程
规 格
0.5
编 号
再
验
证
周
期
变
更
控
制
确
认
验证小组
年 月 日
验证小组组长 年 月 日
附件18: 验 证 证 书 验 证 证 书
工艺规程编号: ************************
工艺规程名称: 安乃近片生产工艺规程
上述工艺已按验证方案进行验证,各项验证结果符合标准要求,批准正式生产。 验证报告名称: 安乃近片工艺验证报告
验证报告编号: ********************
验证完成日期:
有 效 期:
验证领导小组
日期: 年 月 日
备注:
产品生产应严格按照批准的工艺规程进行,不得随意更改。
若需改变工艺条件,应报验证领导小组审核,必要时重新验证。
该工艺再验证项目及周期作为该证书的附页。