车工技师论文--用普通数控车床准确加工母线为非圆曲线的工件
摘要:讨论了用普通数控车床准确加工母线为非圆曲线工件的插补技术要点,编制了通用的加工程序生成软件。只需将工件的母线方程和几何参数输入该软件,即可生成NC 代码加工程序,并可在计算机上动画模拟加工全过程。该软件应用于GSK-928 型数控车床加工时取得了良好效果。
1 引言
普通数控车床的数控系统内存有限,计算功能不足,在拟合加工曲线时,一般只能采用直线插补和圆弧插补两种方式。因此,用普通数控车床加工母线为非圆曲线的工件时较为困难,尤其对于一些母线较复杂而对形状精度要求较高的非圆曲线工件,其加工难度更大。为简化母线为非圆曲线工件的加工程序编制,提高对该类工件的加工准确性和适应性,本文提出一种针对母线为非圆曲线工件的准确加工方法,并编制了相应的通用加工程序生成软件,经在数控车床上实际应用,效果良好。
2 提高插补精度的技术要点
2.1 选择圆弧插补方式
在选择加工曲线插补方式时,由于直线插补方式的曲线划分段数必须足够多才能保证较高加工精度,因此占用内存较大。为兼顾对各种加工曲线的通用性,合理利用内存,保证较高加工精度,采用圆弧插补方式比较有利。
2.2 以等弦长曲线内各微曲线的平均曲率半径作为插补圆半径
曲线上某点的曲率圆与曲线在该点具有相同的切线和曲率。用划分好的各曲线段的曲率半径作为圆弧插补半径,可使圆弧插补半径始终与曲线的弯曲程度较好吻合,从而保证较高的插补精度。因此,求取准确的曲率半径是保证插补准确性的关键。若以等坐标长对曲线进行划分,则对于沿该坐标不均匀变化的曲线,其在不同坐标点的曲线形状变化对曲率准确性的影响不容忽视。为此,我们采用了沿曲线走向以等弦长进行曲线划分的方法。由于该段曲线是以经过再细分的许多微线段的平均曲率半径作为其曲率半径,所以即使对于起伏较大、变化很不均匀的曲线,也能获得较好的拟合效果。其实现方法为借助计算机快速、准确的运算能力,用极小的递增量划分曲线并计算各段微曲线的曲率半径,将所得点到起点的直线距离与指定长度相比较,一旦达到规定的弦长长度时即产生一个插补点,计算出该段所有微曲线的平均曲率半径并将其作为圆弧插补半径。然后再将该点作为新一段曲线段的起点,寻找下一个插补点。如此类推,直至将整条曲线划分完毕。微曲线各点的曲率半径pi和各等弦长曲线段的平均曲率半径p可通过各微曲线段端点的一阶导数y'和二阶导数y" 计算求得,即
式中m——曲线段内微曲线段的段数
加工精度要求较高的工件时,应采用较小的弦长进行划分,以增加插补点,提高曲线拟合精度。当然,具体操作时需对数控系统内存和工艺要求进行综合考虑,以求达到最佳加工效果。
曲线各圆弧的凹凸性可通过比较该曲线段两端点函数值的平均值与该曲线段中点的函数值进行判断,若[f(x1)+ f(x2)]/ 2 f[( x1 + x2)/2],则x1和x2间的曲线为下凹。
2.3 合理设计走刀方向
由于普通数控车床的数控系统内存有限(如GSK-928 数控系统内存仅为28K),因此合理、充分地利用内存是制定加工工艺时必须考虑的一个重要因素。为充分利用内存,粗加工时可采用径向走刀方案(见图1a)。由于径向走刀的多次循环会产生许多插补数据,因此与轴向走刀相比可明显节省内存空间,从而可增加精加工的插补点数,提高插补精度。精加工则采用沿曲线轴向走刀、圆弧插补的加工方案(见图1b)。
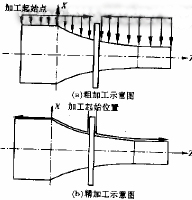
图1 走刀方向示意图
3 加工程序的生成
建立了圆弧插补数学模型后,用C语言生成加工文本文件。首先定义一个文件指针fp,用fp创建一个文本文件,将其工作状态设置为写方式,然后用fprintf()函数将NC指令和插补数据以NC代码格式写入加工文件,写圆弧插补的程序段形式如:fprintf( fp“ N%d G%d X%2.2f Z%3.2f R%4.2f”,n,aotu,x,y,r),其中变量n、aotu、x、y、r分别代表程序段号、圆弧方向、x向坐标、z向坐标和插补圆标半径。插补数据的计算和插补条件由C语言for循环语句控制。程序流程如图2 所示。
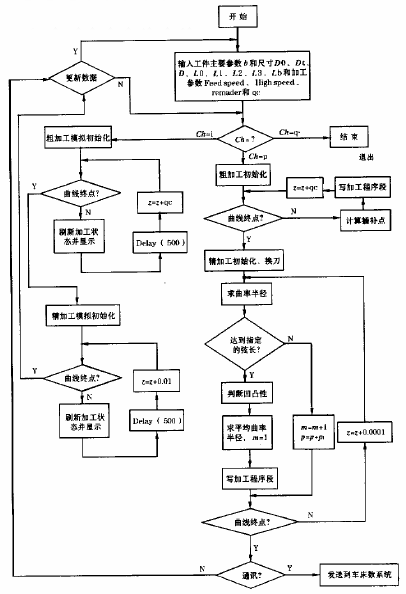
图2 程序流程图
4 加工程序生成软件的应用
根据被加工工件图纸要求,将母线曲线函数及尺寸参数输入源程序,进行应用功能选择后,即可实现以下的应用操作。
4.1 加工过程的动画模拟仿真
程序中设计了一个加工过程模拟仿真与显示子程序。输入工件的母线方程、尺寸参数并选择模拟仿真操作方式后,运行该子程序,即可以动画形式模拟出加工的全过程。该过程与实际加工状况相吻合,并可显示出工件加工完后的真实形状,使操作人员能迅速、直观地验证加工程序的正确性,也可作为选用刀具和加工参数的参考依据。
4.2 切削加工
将应用方式选择为切削操作,则加工软件可生成粗、精加工的刀尖坐标和换刀数据,利用通讯软件将系统编译生成的加工数据发送到车床数控系统,经光学对刀、设置加工原点和刀号、刀偏值等常规操作后,即可在机床数控面板上操作运行,进行切削加工。应用该加工软件在GSK-928 型数控车床上加工母线为双曲函数、指数函数等多种复杂形状的超声变幅杆等工件,均取得了良好效果。
5 结语
本文采用以等弦长划分曲线、以平均曲率半径作为插补圆半径等方法,提高了插补准确性和对不同曲线的适应性,并编制了相应的加工程序生成软件。对于插补数据容量超出系统内存容量的程序,可将程序在加工转折点分为若干个小程序,按顺序采用分段发送、分段加工的方法解决。该软件具有较强的通用性,对在普通数控车床上加工母线为非圆曲线的工件尤其适用,很适合小批量加工及工件母线类型和尺寸更换频繁的加工场合。
第二篇:车工技师论文--用普通数控车床准确加工母线为非圆曲线的工件
车工技师论文--用普通数控车床准确加工母线为非圆曲线的工件
摘要:讨论了用普通数控车床准确加工母线为非圆曲线工件的插补技术要点,编制了通用的加工程序生成软件。只需将工件的母线方程和几何参数输入该软件,即可生成NC 代码加工程序,并可在计算机上动画模拟加工全过程。该软件应用于GSK-928 型数控车床加工时取得了良好效果。
1 引言
普通数控车床的数控系统内存有限,计算功能不足,在拟合加工曲线时,一般只能采用直线插补和圆弧插补两种方式。因此,用普通数控车床加工母线为非圆曲线的工件时较为困难,尤其对于一些母线较复杂而对形状精度要求较高的非圆曲线工件,其加工难度更大。为简化母线为非圆曲线工件的加工程序编制,提高对该类工件的加工准确性和适应性,本文提出一种针对母线为非圆曲线工件的准确加工方法,并编制了相应的通用加工程序生成软件,经在数控车床上实际应用,效果良好。
2 提高插补精度的技术要点
2.1 选择圆弧插补方式
在选择加工曲线插补方式时,由于直线插补方式的曲线划分段数必须足够多才能保证较高加工精度,因此占用内存较大。为兼顾对各种加工曲线的通用性,合理利用内存,保证较高加工精度,采用圆弧插补方式比较有利。
2.2 以等弦长曲线内各微曲线的平均曲率半径作为插补圆半径
曲线上某点的曲率圆与曲线在该点具有相同的切线和曲率。用划分好的各曲线段的曲率半径作为圆弧插补半径,可使圆弧插补半径始终与曲线的弯曲程度较好吻合,从而保证较高的插补精度。因此,求取准确的曲率半径是保证插补准确性的关键。若以等坐标长对曲线进行划
分,则对于沿该坐标不均匀变化的曲线,其在不同坐标点的曲线形状变化对曲率准确性的影响不容忽视。为此,我们采用了沿曲线走向以等弦长进行曲线划分的方法。由于该段曲线是以经过再细分的许多微线段的平均曲率半径作为其曲率半径,所以即使对于起伏较大、变化很不均匀的曲线,也能获得较好的拟合效果。其实现方法为借助计算机快速、准确的运算能力,用极小的递增量划分曲线并计算各段微曲线的曲率半径,将所得点到起点的直线距离与指定长度相比较,一旦达到规定的弦长长度时即产生一个插补点,计算出该段所有微曲线的平均曲率半径并将其作为圆弧插补半径。然后再将该点作为新一段曲线段的起点,寻找下一个插补点。如此类推,直至将整条曲线划分完毕。微曲线各点的曲率半径pi和各等弦长曲线段的平均曲率半径p可通过各微曲线段端点的一阶导数y'和二阶导数y" 计算求得,即

式中m——曲线段内微曲线段的段数
加工精度要求较高的工件时,应采用较小的弦长进行划分,以增加插补点,提高曲线拟合精度。当然,具体操作时需对数控系统内存和工艺要求进行综合考虑,以求达到最佳加工效果。 曲线各圆弧的凹凸性可通过比较该曲线段两端点函数值的平均值与该曲线段中点的函数值进行判断,若[f(x1)+ f(x2)]/ 2 f[( x1 + x2)/2],则x1和x2间的曲线为下凹。
2.3 合理设计走刀方向
由于普通数控车床的数控系统内存有限(如GSK-928 数控系统内存仅为28K),因此合理、充分地利用内存是制定加工工艺时必须考虑的一个重要因素。为充分利用内存,粗加工时可采用径向走刀方案(见图1a)。由于径向走刀的多次循环会产生许多插补数据,因此与轴向走刀相比可明显节省内存空间,从而可增加精加工的插补点数,提高插补精度。精加工则采用沿曲线轴向走刀、圆弧插补的加工方案(见图1b)。
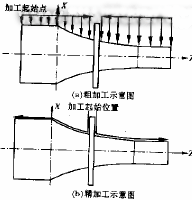
图1 走刀方向示意图
3 加工程序的生成
建立了圆弧插补数学模型后,用C语言生成加工文本文件。首先定义一个文件指针fp,用fp创建一个文本文件,将其工作状态设置为写方式,然后用fprintf()函数将NC指令和插补数据以NC代码格式写入加工文件,写圆弧插补的程序段形式如:fprintf( fp“ N%d G%d X%2.2f Z%3.2f R%4.2f”,n,aotu,x,y,r),其中变量n、aotu、x、y、r分别代表程序段号、圆弧方向、x向坐标、z向坐标和插补圆标半径。插补数据的计算和插补条件由C语言for循环语句控制。程序流程如图2 所示。
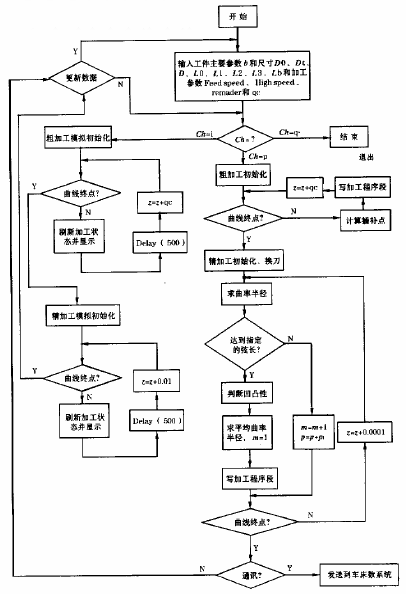
图2 程序流程图
4 加工程序生成软件的应用
根据被加工工件图纸要求,将母线曲线函数及尺寸参数输入源程序,进行应用功能选择后,即可实现以下的应用操作。
4.1 加工过程的动画模拟仿真
程序中设计了一个加工过程模拟仿真与显示子程序。输入工件的母线方程、尺寸参数并选择模拟仿真操作方式后,运行该子程序,即可以动画形式模拟出加工的全过程。该过程与实际
加工状况相吻合,并可显示出工件加工完后的真实形状,使操作人员能迅速、直观地验证加工程序的正确性,也可作为选用刀具和加工参数的参考依据。
4.2 切削加工
将应用方式选择为切削操作,则加工软件可生成粗、精加工的刀尖坐标和换刀数据,利用通讯软件将系统编译生成的加工数据发送到车床数控系统,经光学对刀、设置加工原点和刀号、刀偏值等常规操作后,即可在机床数控面板上操作运行,进行切削加工。应用该加工软件在GSK-928 型数控车床上加工母线为双曲函数、指数函数等多种复杂形状的超声变幅杆等工件,均取得了良好效果。
5 结语
本文采用以等弦长划分曲线、以平均曲率半径作为插补圆半径等方法,提高了插补准确性和对不同曲线的适应性,并编制了相应的加工程序生成软件。对于插补数据容量超出系统内存容量的程序,可将程序在加工转折点分为若干个小程序,按顺序采用分段发送、分段加工的方法解决。该软件具有较强的通用性,对在普通数控车床上加工母线为非圆曲线的工件尤其适用,很适合小批量加工及工件母线类型和尺寸更换频繁的加工场合。