数控电火花线切割加工演示实验
班级 学号 姓名 成绩
一、实验目的
1)了解数控电火花线切割、电火花成型加工机床的工作原理、工艺特点及应用范围。
2)了解数控电火花线切割、电火花成型加工机床的基本组成及各部分作用。
3)熟悉放电加工中的主要影响因素。
4)掌握数控电火花线切割、电火花成型加工工艺及操作方法,并能编制一般零件的数控程序。
二、实验原理
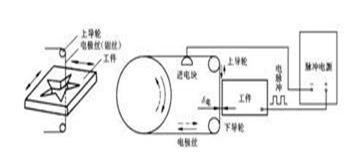
线切割机床加工的基本原理是:
利用一根运动着的金属丝(直径为0.02~0.3mm的钼丝或黄铜丝)作为工具电极,在金属丝与工件间施加脉冲电流,产生放电腐蚀,对工件进行切割加工。
工件接高频脉冲电源的正极,电极丝接负极,即采用正极性加工,电极丝缠绕在储丝筒上,电机带动储丝筒运动,致使电极丝不断地进入和离开放电区域,电极丝与工件之间浇注工作液介质。当电频脉冲电源通电后,随着工作液的电离、击穿,形成放电通道,电子高速奔向正极,正离子奔向负极,于是电能转变为动能,粒子间的相互撞击以及粒子与电极材料的撞击,又将动能转变为热能。在放电通道内,正极和负极表面分别成为瞬时热源,达到很高的温度,使工作液介质汽化、热裂分解、金属材料熔化、沸腾、汽化。在热膨胀、局部微爆炸、电动力、液体动力等综合作用下,蚀除下来的金属微粒随着电极丝和移动和工作液的冲洗而被抛出放电区,于是在金属表面形成凹坑。在脉冲间隔时间内工作液介质消电离,放电通道中的带电粒子复合为中性粒子,恢复了工作液的绝缘性。由于加工过程是连续的,步进电机受控系统的控制,使工作台在水平面沿两个坐标方向伺服进给运动,于是工件就逐步被切割成各种形状。
电火花加工的原理:
三、实验仪器与设备
1、电火花加工机床 2、线切割机床
四、实验内容简述
1. 现场熟悉数控电火花、快走丝线切割机的控制组件及功能
2. 练习数控电火花快走丝线切割机的开关机操作
3. 数控电火花机床的调整和操作:
进行数控快走丝线切割机电极丝的安装及调整操作
(1) 电极丝的绕丝、紧丝操作
具体步骤如下:
① 将购回的丝盘上的电极丝绕在储丝筒上;
② 使储丝筒移动到其行程的一端,把电极丝通过导丝轮引向储丝筒端部的螺钉处并压紧;
③ 打开张丝电机启停开关,旋动张丝电压调节旋钮,调整电压表读数至电极丝张紧且张力合适;
④ 旋转储丝筒,使电极丝以一定的张力逐渐均匀地盘绕在储丝筒上;
⑤ 待储丝筒以至其行程的另一端时,关掉张丝电机启停开关,从丝盘处剪断电极丝并固定好丝头。
(2) 电极丝垂直校正
在具有U、V轴的线切割机床上,电极丝运行一段时间、重新穿丝后或加工新工件之前,需要重新调整电极丝对坐标工作台表面的垂直度。校正时使用一个各平面相互平行或垂直的长方体,称为校正器
具体步骤如下:
① 擦净工作台面和校正器各表面,选择校正器上的两个垂直于底面的相邻侧面作为基准面,选定位置将两侧面沿X、Y坐标轴方向平行放好;
② 选择机床的微弱放电功能,使电极丝与校正器间被加上脉冲电压,运行电极丝;
③ 移动X轴使电极丝接近校正器的一个侧面,至有轻微放电火花;
④ 目测电极丝和校正器侧面可接触长度上放电火花的均匀程度,如出现上端或下端中只有一端有火花,说明该端离校正器侧面距离近,而另一端离校正器侧面远,电极丝不平行于该侧面,需要校正;
⑤ 通过移动U轴,直到上下火花均匀一致,电极丝相对X坐标垂直;
⑥ 用同样方法调整电极丝相对Y坐标的垂直度。
4. 联系YH线切割自动编程控制系统的屏幕控制功能及绘图功能操作
5. 自己设计能用数控电火花、快走丝线切割机加工的感兴趣的零件,用数控电火花、快走丝线切割机,YH线切割自动编程控制系统软件绘零件图,并能够根据相关知识概述例题操作步骤及内容进行操作加工。
设计的能用数控电火花、快走丝线切割机加工的感兴趣的零件图纸
TROOP线切割机床操作步骤及内容
① 开机,检查系统各部分是否正常,包括高频点、工作液泵、储丝筒等工作情况;
② 装夹工件,根据工件厚度调整Z轴至适当位置并锁紧;
③ 进行储丝筒绕丝、穿丝和电极丝位置校正等操作;
④ 移动X、Y轴坐标确立电极丝切割起始坐标位置;
⑤ 开启工作液泵,调节喷嘴流量;
⑥ 绘图输入或调用加工程序;
⑦ 确认程序无误后,进行自动加工;
⑧ 加工结束后,取下工件,将工作台移至各轴中间位置;
⑨ 清理现场
⑩ 关机
TROOP电火花机床操作步骤及内容
五、思考与作业题
1. 如果所加工零件含圆柱或圆锥通孔,在用本实验所提供的零件毛坯加工前应作如何处理才能进行穿丝从而能进行加工?
预先要打一个穿丝孔
2. 数控电火花、快走丝线切割机中的模拟加工有什么用途?
模拟加工可检验代码及插补的正确性。在电机失电态下(OFF状态),系统以每秒2500步的速度快速插补,在屏幕上显示其轨迹及坐标。若在电机锁定态(ON状态),机床空走插补,可检查机床控制联动的精度及正确性。
第二篇:电火花线切割实验报告
一、实验目的
1.了解数控线切割机床加工的原理、特点和应用以及编程方法和格式。
2.了解计算机辅助加工的概念和加工过程。
3.熟悉数控线切割机床的操作方法。
二、实验原理
线切割机床加工的基本原理是:利用一根运动着的金属丝(直径为0.02~0.3mm的钼丝或黄铜丝)作为工具电极,在金属丝与工件间施加脉冲电流,产生放电腐蚀,对工件进行切割加工。
工件接高频脉冲电源的正极,电极丝接负极,即采用正极性加工,电极丝缠绕在储丝筒上,电机带动储丝筒运动,致使电极丝不断地进入和离开放电区域,电极丝与工件之间浇注工作液介质。当电频脉冲电源通电后,随着工作液的电离、击穿,形成放电通道,电子高速奔向正极,正离子奔向负极,于是电能转变为动能,粒子间的相互撞击以及粒子与电极材料的撞击,又将动能转变为热能。在放电通道内,正极和负极表面分别成为瞬时热源,达到很高的温度,使工作液介质汽化、热裂分解、金属材料熔化、沸腾、汽化。在热膨胀、局部微爆炸、电动力、液体动力等综合作用下,蚀除下来的金属微粒随着电极丝和移动和工作液的冲洗而被抛出放电区,于是在金属表面形成凹坑。在脉冲间隔时间内工作液介质消电离,放电通道中的带电粒子复合为中性粒子,恢复了工作液的绝缘性。由于加工过程是连续的,步进电机受控系统的控制,使工作台在水平面沿两个坐标方向伺服进给运动,于是工件就逐步被切割成各种形状。
三、实验仪器与设备
1、计算机 2、线切割机床 
四、实验内容简述
1. 现场熟悉数控电火花快走丝线切割机的控制组件及功能
2. 练习数控电火花快走丝线切割机的开关机操作
3. 进行数控电火花快走丝线切割机电极丝的安装及调整操作
(1) 电极丝的绕丝、紧丝操作
具体步骤如下:
将购回的丝盘上的电极丝绕在储丝筒上;
使储丝筒移动到其行程的一端,把电极丝通过导丝轮引向储丝筒端部的螺钉处并压紧;
打开张丝电机启停开关,旋动张丝电压调节旋钮,调整电压表读数至电极丝张紧且张力合适;
旋转储丝筒,使电极丝以一定的张力逐渐均匀地盘绕在储丝筒上;
待储丝筒以至其行程的另一端时,关掉张丝电机启停开关,从丝盘处剪断电极丝并固定好丝头。
(2) 电极丝垂直校正
在具有U、V轴的线切割机床上,电极丝运行一段时间、重新穿丝后或加工新工件之前,需要重新调整电极丝对坐标工作台表面的垂直度。校正时使用一个各平面相互平行或垂直的长方体,称为校正器
具体步骤如下:
擦净工作台面和校正器各表面,选择校正器上的两个垂直于底面的相邻侧面作为基准面,选定位置将两侧面沿X、Y坐标轴方向平行放好;
选择机床的微弱放电功能,使电极丝与校正器间被加上脉冲电压,运行电极丝;
移动X轴使电极丝接近校正器的一个侧面,至有轻微放电火花;
目测电极丝和校正器侧面可接触长度上放电火花的均匀程度,如出现上端或下端中只有一端有火花,说明该端离校正器侧面距离近,而另一端离校正器侧面远,电极丝不平行于该侧面,需要校正;
通过移动U轴,直到上下火花均匀一致,电极丝相对X坐标垂直;
用同样方法调整电极丝相对Y坐标的垂直度。
原始数据记录
实验所用材料为铝,目的是线切割,加工电流为7A,电弧是60ma,休幅62ma,加工深度是—20mm,加工方式为一上一下加工(紧松),极性是正极性加工,电机长度方向补偿为0.405mm,加工时间是10min,电极损耗为5mm。然后可知d=h-c.
设置放电脉冲时间。其值为(ON+1)微秒,最大为32微秒。
OFF:设置放电脉冲间隙时间。其值为(OFF+1)*5微秒,最大为160微秒。 IP:设置主电源电流峰值,其值从0.5到9.5,接触感知时为0.5。 SV:设置间隙电压,以稳定加工,最大值为7。
GP:矩形脉冲与分组脉冲的选择,最大值为2。其中0为矩形脉冲。
V:电压的选择,最大值为1。0为常压选择,1为低压选择,接触感知为1。
实验总结
电火花线切割加工的特点
1 用来加工一般切削方法难以加工或无法加工的形状复杂的工件,如冲摸、凹凸模及外形复杂的精密零件等。
2 不像电火花成形加工那样要制造特定形状的工具电极,而是采用直径不等的铜丝或钼丝等作工具电极,因此切割用的刀具简单,大大降低了生产准备工时。
3 电极丝直径较细(0.025~0.3mm),切缝很窄,这样不仅有利于材料的利用,而且适合加工细小零件。
4 电极丝在加工中是移动的,不断更新(慢走丝)或反复使用(快走丝),可以完全或短时间不考虑电极丝损耗对加工精度的影响。 1.5 依靠计算机计算和控制电极丝轨迹和偏移轨迹,可方便地调整凸凹模具的配合间隙,并且依靠锥度切割功能可实现凸凹模一次加工成型。
电火花线切割加工的应用范围
1模具加工。由硬质合金淬火钢材料加工的模具零件、样板、各种形状复杂的细小零件和窄槽等,特别是冲模、挤压模,塑料模和电火花加工型腔模所用电极的加工。例如:形状复杂、常有尖角窄缝的小型凹模的型孔可采用整体结构在淬火后加工,既能保证模具的精度,卫可以简化设计与制造。又如中小型冲模,过去采用分开模和曲线磨削的加工方法,现在改用电火花线切割整体加工,使配合精度提高,制造周期缩短,成本降低。
2新产品试制。新产品试制时,一些关键件往往需要模具制造,但加工模具周期长且成本高,采用线切割加工可以直接切制零件,从而降低成本,缩短新产品的试制周期。
3难加工零件。在精密型孔、样板及其成型刀具和精密狭槽等加工中,利用机械切削加工的方法就很困难,而采用线切割加工则比较方便。此外,不少电火花成型加工所用的T具电报(大多采用紫铜制作,机械加工性能差)也采用电火花线切割加工。
4贵重金属下料。由于线切割加工用的电极丝尺寸远小于切削刀具尺寸(最细的电极丝尺寸可达O 02mm),用它切割贵重金属可减少很多切缝消耗,因此降低了成本。