《塑料挤出成型》
实验指导书
岑兰
广东工业大学 材料与能源学院
二0一0年二月印刷
实验项目名称:塑料挤出成型
实验项目性质:综合性
所属课程名称:塑料成型工艺学
实验计划学时:4
一、实验目的
1、了解双螺杆挤出机的结构和工作原理,学会正确操作挤出机;
2、掌握塑料挤出成型原理,挤出过程中塑料的物理化学变化,正确选择挤出工艺参数;
3、了解填充剂对塑料流动性和物理机械性能的影响。
二、实验内容和要求
挤出成型是塑料主要成型工艺之一,在塑料工业中占主要地位,可应用于挤出造粒、成型板、管、丝、膜、中空制品、异型材等制品。其基本原理是使塑料熔体在挤出机螺杆的挤压作用下,通过一定形状的口模(机头),使之在熔融状态下成型,然后再用牵引装置将它们连续地从口模中拉出,并同时进行冷却定型处理,而得到具有一定断面形状的制品。
塑料在熔融状态下成型,熔融时的流动性是非常重要的性质,而熔体粘度是表示流动性的基本物性。大多数塑料熔体属于假塑性流体,粘性剪切流动中,粘度受多种因素的影响,如剪切速率、温度、相对分子质量、相对分子质量分布和添加剂等的影响。填料的加入,一般会使塑料的流动性降低,影响程度与填充剂类型、粒径大小、用量、表面性质及填充剂与塑料基体之间界面作用等有关。因此对材料流动和变形性质进行测定,分析有关流变参数,确定其与加工参量之间的关系,这对材料成型加工极其重要。
三、实验主要仪器设备和材料
1、原材料
聚丙烯、木粉、偶联剂等。
2、实验设备
双螺杆挤出机、高速混合机、熔体流动速率仪、拉伸试验机、天平、秒表。
四、实验方法、步骤及结构测试
1、设计配方和配料
配方设计是树脂成型过程的重要步骤,为了提高塑料的成型性能,材料的稳定性和获得良好的制品性能并降低成本,必须在树脂基体中配以各种助剂。按所设计的配方称量树脂及各种助剂。
2、混料
混合过程是使多相不均态的各组分转变为多相均态的混合料,常用混合设备有高速混合器。
(1) 加料及混合;将混合器清扫干净,将已称量好的树脂及助剂倒入混合器中,盖上釜盖,按启动按钮。
(2) 出料;到达所要求的混合时间,马达停止转动,打开出料阀,点动按钮出料。
3、挤出
(1) 开车前准备工作。
① 安装机头、口模、过滤网、多孔板、机头法兰;
② 按规定加注润滑油;
③ 检查水、电、气,连接情况;
④ 检查整个系统的中心线,间隙调整;
⑤ 启动各运转设备,检查运转是否正常,有无异常声音;
⑥ 开启各部分加热电源,恒温30-60分钟。
(2) 开车。
① 低速开车,空转,检查电动机、压力表等;
② 逐渐加料,待物料挤出口模后再大量投料;
③ 开动辅助设备,将挤出物引上冷却、牵引设备,调整各参数到操作状态正常;
④ 开动切粒装置,得到挤出粒料。
(3) 停车。
① 停止加料,将挤出机内的物料挤光,关闭料筒和机头口模的加热电源;
② 关闭主机和辅机电源;打开机头连接法兰,清理滤网、多孔板和机头口模,清理时用铜刷等;
③ 螺杆和料筒的清洗;
④ 最后加入软PVC或含较多填料的PS、PE挤出清理;
⑤ 关闭总电源和水流阀门。
3、测定熔融流动指数。
(1) 用天平称取约4~5克上述挤出粒料;开启熔融指数仪电源,升温至设定的温度,向料腔插入压料杆,恒温15分钟。
(2) 取出压料杆,迅速用漏斗将备好的物料装入,随即再装上压料杆,轻轻将料压紧,预热5分钟后,在压料顶部加上砝码(本实验选用2.160千克),在压料杆两环形记号间取样,切去料头,每10秒切取一个料段,连续切割五段(含气泡者丢弃)。
(3) 实验完毕,挤出余料,并趁热将料筒、压料杆、毛细管用软布擦拭清理干净。
(4) 清理后切断加热电源。
(5) 称重,计算。用天平分别称取冷却的料段,取算术平均值,然后按下式计算其熔融指数。
MI=600m / t
式中:
MI——熔融指数,g/10min;
m——料段质量(算术平均值),g;
t——切割料段所需时间,秒。
4、测定物理机械性能。
用上述挤出粒料,通过注射成型制取标准试样,利用拉伸试验机和硬度计测量其拉伸强度、断裂伸长率和硬度
五、实验报告要求
实验报告应包括下列内容
1、 实验名称、目的和实验内容;简述实验操作步骤。
2、 原材料名称和牌号;实验设备型号、生产厂家。
3、 记录实验原始数据,塑料配方,挤出工艺条件;
4、 计算公式及其结果。
5、 根据实验结果进行讨论分析,图表说明。
6、 解答思考题。
六、思考题
1、简述挤出成型的原理和工艺流程。
2、挤出成型的工艺参数有哪些?如何选择及控制?
3、分析并讨论热塑性塑料挤出成型中影响流动性的因素。
七、实验记录参考格式
设备名称和型号:
试样名称: 室温: 日期:
配方:
料筒(或熔体温度) ℃; ℃; ℃; ℃。
口模温度 ℃。
挤出压力 MPa。
螺杆转速 mm/s。
熔融指数 g/10min
第二篇:热塑性塑料挤出造粒实验
热塑性塑料挤出造粒实验
1.实验目的
了解热塑性塑料的挤出工艺过程以及造粒加工过程;
掌握热塑性塑料挤出及造粒加工设备及操作规程;
掌握PVC挤出工艺条件及挤出过程中需注意的问题。
2.实验原理
2.1 挤出成型工艺原理
挤出成型是热塑性塑料成型加工的重要成型方法之一,热塑性塑料的挤出加工是在挤出机的作用下完成的重要加工过程。在挤出过程中,物料通过料斗进入挤出机的料筒内,挤出机螺杆以固定的转速拖曳料筒内物料向前输送。通常,根据物料在料筒内的变化情况,将整个挤出过程分成三个阶段。
在料筒加料段,在旋转着的螺杆作用下,物料通过料筒内壁和螺杆表面的摩擦作用向前输送和压实。物料在加料段内呈固态向前输送。
物料进入压缩段后由于螺杆螺槽逐渐变浅,以及靠近机头端滤网、分流板和机头的阻力而使所受的压力逐渐升高,进一步被压实;同时,在料筒外加热和螺杆、料筒对物料的混合、剪切作用所产生的内摩擦热的作用下,塑料逐渐升温至粘流温度,开始熔融,大约在压缩段处全部物料熔融为粘流态并形成很高的压力。
物料进入均化段后将进一步塑化和均化,最后螺杆将物料定量、定压地挤入机关。机头中口模是成型部件,物料通过它便获得一定截面的几何形状和尺寸,再通过冷却定型、切断等工序就得到成型制品。
2.2 热塑性高分子材料造粒概述
合成树脂一般为粉末状,粒径较小,松散、易飞扬。为便于成型加工,需将树脂与各种助剂混合塑炼制成颗粒状,这个工序称为造粒。造粒的目的在于进一步使配方均匀,排除树脂颗粒间及颗粒内的空气,使物料被压实到接近制成品的密度,以减少成型过程中的塑化要求,并使成型操作容易完成。
一般造粒后的颗粒料较整齐,且具有固定的形状。颗粒料是塑料成型加工的原料,用颗粒料成型有如下优点:加料方便,不需强制加料器;颗粒料密度比粉末料大,制品质量较好;空气及挥发物含量较少,制品不易产生气泡。造粒工序对于大多数单螺杆挤出机生产塑料挤出制品一般是必须的,而双螺杆挤出机可直接使用捏合好的粉料生产。
热塑性物料的造粒可分冷切法和热切法两大类。冷切法又可分拉片冷切、挤片冷切、挤条冷切等几种;热切法则可分干热切、水下热切、空中热切等几种。造粒的主要设备是混炼式挤出机或塑炼机(开炼机或密炼机)和切粒机。除拉片冷切法用平板切粒机造粒外,其余都是用挤出机造粒。挤出造粒有操作连续,密闭,机械杂质混入少,产量高,劳动强度小,噪音小等优点。
常见树脂适用的造粒方法见表1。无论何方法,均要求粒料颗粒大小均匀,色泽一致,外形尺才不大于3~4mm,因为如果颗粒尺才过大,成型时加料困难,熔融也慢。造粒后物料形状以球形或药片形较好。
表1 常用树脂适用的造粒方法
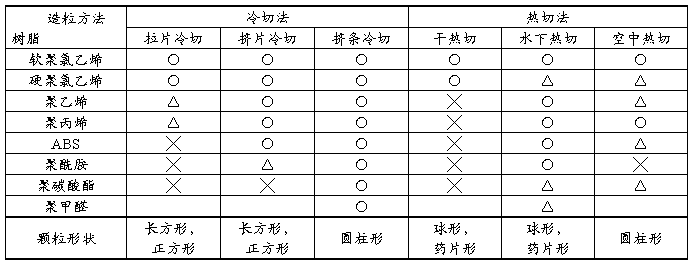
注:○—最适宜;△—尚可;╳—不适宜
2.3 本实验主要开展的工作
挤条冷切是热塑性塑料最普遍采用的造粒方法,设备和工艺都较简单,即混合料经挤出机塑化后成圆条状挤出,圆条经风冷或水冷后,通过切粒机切成圆柱形颗粒。本实验采用硬质PVC制品配方料,利用双螺杆挤出机,采用挤出成型工艺挤出圆条状制品,再利用切粒机冷切成圆柱形颗粒。
Brabender转矩流变仪配合测量挤出机及各种机头,可模拟挤出成型加工过程。本实验采用Brabender双螺杆挤出机,配置挤圆条机头进行硬质PVC挤条。该机带有熔体压力传感器,可同时测定机头熔体压力;通过改变工艺条件,在得到挤出圆条的同时,也可得到加工的有关参数。利用圆条切粒机对挤出冷却的圆条进行切粒。通过此过程对挤出设备、挤出工艺以及切粒设备和切粒工艺等有所认识和掌握。
3.实验仪器及药品
3.1 实验仪器
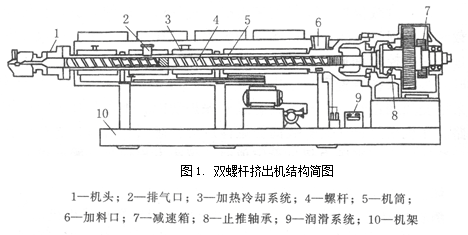
双螺杆挤出机,Brabender,德国Brabender;切粒机;高速混合器;冷却水槽;烘箱等。其中挤出机的组成与结构如简图1所示。
3.2 实验药品
本实验试样采用硬质PVC配方,其参考配方如下:

挤出造粒前需先对原材料进行混合和干燥。
4.实验步骤
4.1 实验前准备
(1)按参考配方设计配方称取物料,利用高速混合器对物料进行混合,将混合好的物料利用烘箱进行烘干处理。
(2)将挤出机、机头、料斗以及切粒机等等清理干净,并安装完毕。将冷却水槽和挤出机冷却水连接好,先通冷却水冷却挤出机进料口。
4.2 挤出工艺参数的确定
(1)挤出机加热温度。挤出机操作温度按五段控制,机身部分三段,机头部分两端。机身:加料段160℃~170℃,压缩段170℃~180℃,计量段180℃~190℃;机头:机颈:190℃~200℃,口模:190℃~200℃。
(2)螺杆转速。0~40rpm,一般先在较低的转速下运行至稳定,待有熔融的物料从机头挤出后,在继续提高转速。
(3)切粒机转速。0~20rpm,视挤出圆条的速度,逐渐调节。
4.3 测试操作
(1)启动挤出机控制系统的计算机及动力系统,按照输入程序把标题、加热温度、螺杆转速等实验条件输入计算机控制程序。
(2)开始各段预热,待各段加热达到规定温度时、应对机头部分的衔接锁环再次检查,并将其拧紧、准备向挤出机中加入物料。
(3)开动主机,在慢速(10rpm)运转下先少量加PVC清洗料,并随时注意转矩、压力显示仪表,待清洗料熔料挤出后,观察其颜色变化,待挤出物无杂质及其他颜色变化时,可加入实验料。
(4)加入实验料后,逐渐提高螺杆转速,同时注意转矩、压力显示仪表。待熔料挤出平稳后,开启切粒机,将挤出圆条通过冷却水槽后慢慢引入切粒机进料口,慢慢调节切粒机转速以与挤出速度匹配。待挤出及切粒过程正常后,正式开启记录对应的转矩值、压力值等工艺参数。
(5)依次改变螺杆转数:10、15、20、25、30rpm。在每个转速下,在稳定挤出情况下,截取3min之挤出物造粒颗粒,分别称量,同时记录其对应的转矩值、压力值。
(6)实验完毕,关闭各测量记录系统及切粒机。逐渐减速停车,趁热立即清理机头、挤出料筒内残留的硬质PVC料,降低挤出机加热温度,用LDPE树脂清理料筒。
5 实验记录
5.1 实验药品及配方

5.2 实验条件
仪器设备型号、生产厂家
螺杆长径比:
挤出机加热温度:
螺杆转速:
平稳挤出时的转矩和压力
平稳挤出时的切粒机转速:
5.3 测试结果
(1)根据测量数值,分别绘制螺杆转速——挤出量,机头压力——挤出量对应曲线。
(2)对挤出造粒的颗粒进行性能和外观分析。
6.思考题
1. 挤出机的主要结构由哪几部分组成?
2. 分析工艺条件对制品质量及生产效率的影响。