一、实验目的:
1、通过上机实验巩固课堂所讲述的数控车指令,掌握数控车手工编程方法。
2、掌握EXSL-WIN7软件的编程及仿真等主要功能。
二、实验设备或软件:
计算机及数控编程仿真软件EXSL-WIN7。
三、实验原理及特点:
根据零件形状确定零件加工工序和刀具运动轨迹,再根据西门子SINUMERIK 840D数控系统对G功能、M功能等各指令功能的规定,编写零件的数控车削加工程序,并在EXSL-WIN7软件上模拟仿真刀具的运动轨迹和零件的加工情况。
通过在计算机上模拟仿真刀具车削零件的过程,直观地判断所编程序的正确性,可作为零件在车床上加工前的一种程序检查手段,在很大程度上可以代替通过零件试切较验程序的方法,且省时、快捷。
四、实验内容及编程图纸:
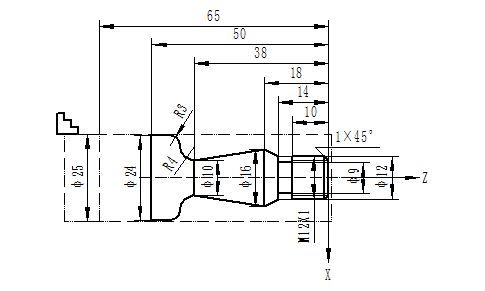
1、编制下图所示零件的车削精加工程序,尺寸单位为mm。
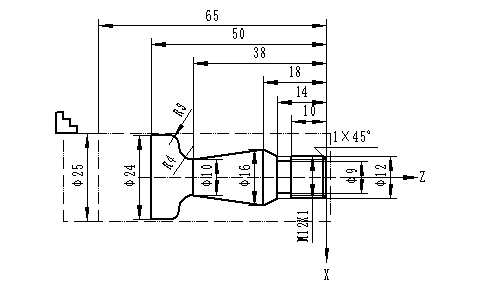
(1)工件坐标原点:零件的右端面圆心处
(2)实验程序:
%_N_1109_MPF
N10 G90 G54
N20 T01 M06 S1000 F0.3 M03
N30 G00 X50
N40 Z0
N50 G01 X-2
N60 Z5
N70 X10
N80 Z0
N90 X12 Z-1
N100 Z-14
N110 X16 Z-18
N120 X10 Z-38
N130 G02 X18 Z-42 I4 K0
N140 G03 X24 Z-45 I0 K-3
N150 Z-52
N160 G00 X50
N170 Z0
N180 X50
N190 Z10
N200 T02 M06 S1000 F0.3 M03
N210 X14
N220 Z-10
N230 X9
N240 X50
N250 Z0
N260 T03 M06 S1000 F0.3 M03
N270 G01 X10
N280 G33 Z-10 K1 SF=1
N290 X50
N300 Z0
N310 M02
(3)毛坯尺寸:长为70mm,直径为25mm
(4)刀具型号及尺寸:T1为粗加工车刀,T2为B=4mm的切断车刀,T3为螺纹车刀

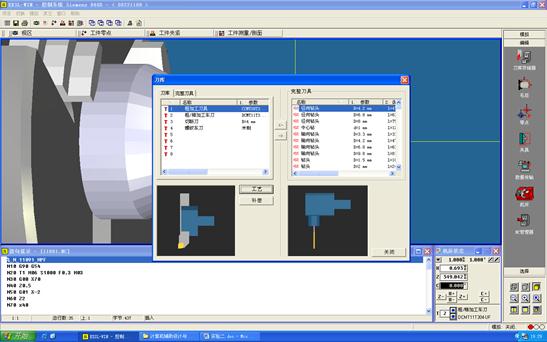
(5)仿真结果:

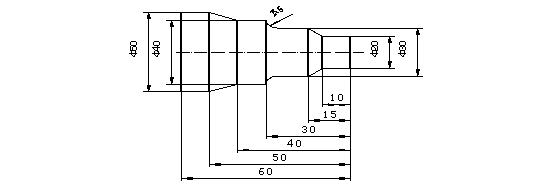
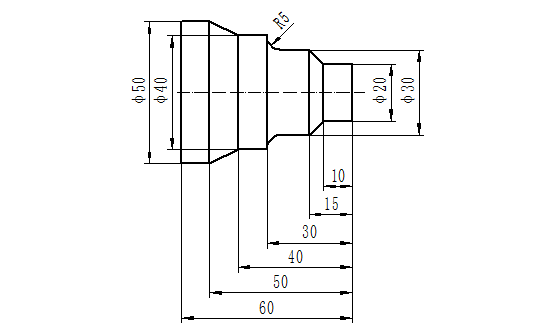
2、编制下图所示零件的车削粗、精加工程序,尺寸单位为mm。
(1)工件坐标原点:零件的右端面圆心处
(2)实验程序:
%_N_11091_MPF
N10 G90 G54
N20 T1 M06 S1000 F0.3 M03
N30 G00 X70
N40 Z0.5
N50 G01 X-2
N60 Z2
N70 x40
N80 z-40
N90 z2
N100 X21
N110 Z-10
N120 X30 Z-15
N130 Z-25
N140 G02 X41 Z-30 I5 K0
N150 Z-40
N160 X51 Z-50
N170 Z-61
N180 G00 X70
N190 Z0
N200 T02 M06
N210 G01 X-2
N220 Z2
N230 X20
N240 Z-10
N250 X30 Z-15
N260 Z-25
N270 G03 X40 Z-30 I5 K0
N280 Z-40
N290 X50 Z-50
N300 Z-62
N310 G00 X70
N320 Z0
N330 M02
(3)毛坯尺寸:长为70mm 直径为50mm
(4)刀具型号及尺寸:T1为粗加工车刀,T2为精加工车刀,T3为B=4mm切断车刀
(5)仿真结果:

五、实验中出现的问题
1、在做实验内容一中切直径为9mm的槽时,由于切断车刀是有相对坐标零点开始移动,开始就给定X坐标为9mm,导致最后无法加工螺纹。改进措施是:先将X坐标值设为大于(或等于)12mm,等到切断车刀移动到Z=-10mm处,再将X坐标设为9mm,加工好槽后,先在X方向上退刀,再在Z方向退刀。
2、在做实验内容二中精加工时,在右起第二个轴肩与其左端倒圆角处衔接不连续,出现一个小凸台。出错原因是,精加工时该处轴肩的X坐标设成了31mm。改进措施是:将初始程序中的相应处X坐标改正。
六、实验收获和体会
通过这次试验,我学到了很多:
首先,预习。 常言道有备无患,这句话一点也不假。如果实验前不对实验内容,实验仪器做个了解,贸然上手实验,往往事倍功半。这点指导老师们做得很好,实验前经实验内容告诉我们,同时将实验软件也做了个简要介绍,这大大提高了实验效率。
其次,细心。这次的实验内容看似不少,其实都很简单(前提是学过学过理论课),但我们并没有想自己预期的那样迅速完成任务,而是在实验室中纠结了很久才搞定,究其原因主要不细心,老犯一些低级错误,比如,工件原点定位错误,忘记加刀补等。
再次,耐心。这个主要是针对实验室的软件,启动一次那叫个慢呀,而且苛刻的怕人,启动过程中,千万别动,一动就得重新启动,很是悲催呀。
最后,感谢。感谢老师还有助教们全程不厌其烦的讲解和指导。
第二篇:数控车编程与仿真实验指导书新
现代制造技术综合实验中心
数控车编程与仿真实验指导书
1.实验目的:
(1)通过上机实验巩固课堂所讲述的数控车指令,掌握数控车手工编程方法。
(2)掌握EXSL-WIN7软件的编程及仿真等主要功能。
2.实验设备或软件:
计算机及数控编程仿真软件EXSL-WIN7。
3.实验原理:
根据零件形状确定零件加工工序和刀具运动轨迹,再根据西门子SINUMERIK 840D数控系统对G功能、M功能等各指令功能的规定,编写零件的数控车削加工程序,并在EXSL-WIN7软件上模拟仿真刀具的运动轨迹和零件的加工情况。
4.实验要求:
(1) 实验前预先根据所给零件图纸编写数控车程序;
(2) 实验中,在软件EXSL-WIN7的编辑状态下,输入零件的数控车削程序,进行语法检查,模拟仿真加工情况,并分小组在数控车床上进行加工;
(3) 实验后提交实验报告。
5.实验特点:
通过在计算机上模拟仿真刀具车削零件的过程,直观地判断所编程序的正确性,可作为零件在车床上加工前的一种程序检查手段,在很大程度上可以代替通过零件试切较验程序的方法,且省时、快捷。
6.实验内容:
手工编写以下零件的数控车削程序,并在EXSL-WIN7软件上仿真,观察刀具的模拟运动轨迹与零件的模拟加工情况,修改程序的错误之处,分小组在数控车床上进行加工,毛坯材料为尼龙棒,切削参数查工艺手册确定。
(1)编制下图所示零件的车削精加工程序,尺寸单位为mm。
(2)编制下图所示零件的车削粗、精加工程序,尺寸单位为mm。
7.实验步骤:
(1) 根据零件图纸确定加工工艺、工序;
(2) 开机运行EXSL-WIN7软件,在EDIT状态下,选择刀具、毛坯形状及尺寸、选择工件坐标系原点、选择起刀点;
(3) 在EXSL-WIN7软件编辑状态下输入数控加工程序,并保存;
(4) 运行所编程序进行仿真,根据软件提示,修改错误之处,若程序无误加工过程仿真开始;
(5) 观察刀具相对于工件的运动,体会每个数控代码的含义。
(6) 分小组在数控车床上进行加工,学习对刀过程。
8.实验报告要求:
(1) 编程零件图纸;
(2) 采用的软件名称;
(3) 工件坐标系原点、刀具型号及尺寸、毛坯尺寸;
(4) 打印经过仿真检查无误的数控程序;
(5) 指出自己编程时何处出错,并分析出错原因;
(6) 通过本次实验有哪些收获和体会。
9.实验考核要求:
实验考核总体分为三部分:
l 实验预编程:20%
l 实验操作:60%
l 实验报告质量:20%
10.实验参考资料:
[1] 廖效果,刘又午. 数控技术. 湖北科学技术出版社,武汉:2000.
[2] 528_SINUMERIK_840D_810D_FM-NC编程手册,西门子文件,1997.12