《数控加工编程与应用》
实验报告
实验名称: 数控铣床、加工中心、编程与操作
姓 名:
学 号:
专业班级:
中南大学机电工程学院机械制造及其自动化系
实验一 数控铣床编程与操作
一、 实验目的
1. 了解数控铣床的基本组成结构、基本运动、加工对象及其用途;
2. 掌握华中世纪星HNC-21M系统数控铣床的基本操作;
3. 掌握华中世纪星HNC-21M系统数控铣床程序编制。
二、 实验内容
1. 数控铣床的基本组成结构;
2. 数控铣床的基本运动坐标轴及其方向;
3. 数控铣床的加工对象及其用途;
4. 数控铣床操作面板各个功能键的作用;
5. 中世纪星HNC-21M系统数控铣床对刀方法;
6. 中世纪星HNC-21M系统数控铣床手工程序编制;
7. 中世纪星HNC-21M系统数控铣床简单零件的加工。
三、 实验设备
KDX-5V型数控立式铣床、千分尺、铣刀、试件
四、 实验过程综述
首先,了解升降台立式数控铣床的主要组成;其次,了解数控铣床的加工对象;第三,编程并把程序编入计算机保存;第四,对刀、建立工件坐标系并输入刀补值;第五,程序校验,如有错误即改正;第六,运行程序;第七,测量,若没达到图纸要求,则修改刀补值,再次运行程序;第八,关闭机床;第九,整理并打扫实验室。
五、 零件图
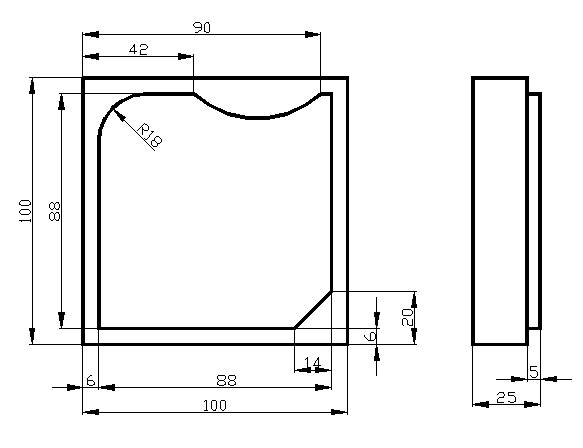 图1 平面外轮廓铣削加工
图1 平面外轮廓铣削加工
六、 数控加工工艺分析
第一步,铣外轮廓,长×宽×深=100×100×25mm
第二步,铣内轮廓
七、 程序编制
以工件几何中心作为工件坐标系,选取Φ10铣刀,在工件右方选取某一点与更靠近工件的第二点之间建立右刀补,开始编程;
问题解决:
① 编程过程中,快速定位选取不当,应该先定位XY平面,其次,定位Z方向,否则容易打刀,致使刀具损坏和浪费毛坯材料;
② 由于零件图上有一段圆弧没有标具体的数值,所以编程中,半径取太小,使圆弧终点与直线起点不重合,程序校验时出错;
③ 编程前,没有弄清楚左刀补与右刀补的概念,G41与G42弄错,校验时程序出错;
将上述问题更正过后,即快速定位分两步,未标数值圆弧半径加大,G41改成G42,程序校验正确。
八、 程序清单
O1234
G54 G90 G00 X80 Y-40
Z10 ;设置工件坐标系,快速定位
M03 S500 ;主轴正转,设置转速
G42 G00 X60 Y-20 D01;建立右刀补,调用刀补D01
G00 Z-3 ;快速定位至工件起点,切3mm深
G01 X44 Y0 F200
Y44
X40
G02 X-2 R50 F200
G01 X-20 F200
G03 X-44 Y26 R18 F200
G01 Y-44 F200
X30
X44 Y-30
Y0 ;切完3mm深
G00 Z10
X60
Z-5 ;再切2mm深
G01 X44 F200
Y44
X40
G02 X-2 R50 F200
G01 X-20 F200
G03 X-44 Y26 R18 F200
G01 Y-44 F200
X30
X44 Y-30
Y0 ;切完5mm深
G40 G00 X80 ;取消刀补,快速定位
Z10
M05 ;机床停止
M30 ;程序结束
九、 操作过程
1. 开启机床
2. 输入程序,程序校验,若出现错误则修改程序直至不出现错误
3. 设置刀补
4. 回参考点
5. 对刀,建立工件坐标系:先确定X、Y方向的坐标值,具体方法为,分别移动X、Y方向,直到铣刀能够切到毛坯,并用此坐标值减去工件长宽方向的一半,其次确定Z方向的坐标值,方法为,使刀具恰好铣到工件上表面,记录此坐标值即为工件坐标系的Z轴零点。
6. 运行程序
7. 测量,若尺寸未达到零件图要求,则修改刀补再次运行程序直至达到尺寸精度
8. 关闭机床,整理工作台
实验二 数控加工中心编程与操作
一、 实验目的
1. 了解数控加工中心的基本组成结构、基本运动、加工对象及其用途;
2. 掌握FANUC 0i-MC系统数控加工中心的基本操作;
3. 掌握FANUC 0i-MC系统数控加工中心程序编制。
二、 实验内容
1. 数控加工中心的基本组成结构;
2. 数控加工中心的基本运动坐标轴及其方向;
3. 数控加工中心的加工对象及其用途;
4. 数控加工中心操作面板各个功能键的作用;
5. FANUC 0i-MC系统数控加工中心手工程序编制;
6. FANUC 0i-MC系统数控加工中心简单零件的加工。
三、 实验设备
丽伟V-60A型数控立式加工中心、千分尺、刀具、夹具、试件
四、 实验过程综述
首先,了解数控加工中心的主要组成;其次,了解数控加工中心的加工对象,加工中心是在数控铣床的基础上增加了刀库和自动换刀装置,可以用来加工异形零件,复杂曲面以及攻丝等;第三,机床坐标回参考点,先回Z轴,然后再回X、Y轴,第四轴先解锁,在MDI中输入短程序,听到响声则表示解锁完毕;第四,编程,把程序编入计算机保存;第五,调用刀具;第六,对刀、建立工件坐标系并输入刀补值;第七,试运行,如有错误即改正;第八,运行程序;第九,测量,若没达到图纸要求,则修改刀补值,再次运行程序;第十,关闭机床;第十一,整理并打扫实验室。
五、 零件图
图1平面外轮廓加工
第二篇:数控加工编程实验报告
数控加工编程实验报告
班级:机制092
姓名:陈庆
学号:20091075
一、 课程简介 1、教学目的与要求
突出了学与训、训与练的结合,数控技术与加工工艺的结合,理念与实践的结合。主要学习数控加工技术、数控刀具、零件装夹与对刀、切削用量、数控工艺、典型数控系统的操作、数控编程等方面的知识,通过本课程的学习,使学生达到: *了解数控加工的概念;
*了解数控机床的组成、分类、特点、功能和工作原理; *熟悉数控刀具的种类、特点和性能要求; *学会选择、更换和夹紧刀具;
*掌握在数控机床上装夹刀具的方法;
*掌握数控车床和数控铣床的加工操作技能; *了解数控编程的常识;
*学会运用常用数控操作系统进行加工编程和操作;
*学会运用加工中心加工操作的技能。
*在短时间内掌握数控机床、数控编程及数控机床操作有关基本知识;并通过实验增加感性认识,提高学生的动手能力。
2、课程性质和任务
本课程是培养数控、机电等专业学生掌握数控机床的操作与编程技能的实训课程。通过本课程的学习,使学生掌握数控车床、数控铣床、加工中心以及线切割机床的基本操作方法和编程方法。
3、本课程所需的专业预备知识
机械制图、公差与技术测量、机床与刀具、机械制造工艺等。
二、 主要设备
CK0638数控车床、KVC800长江机床、CJK6140A数控机床、XK200数控铣床、KVC800加工中心、外螺纹车刀、切断刀
三、 实验内容
1、 了解安全规范
*没有获得工厂相关工作人员许可,不在其监督下切勿随便启动或操作任何机器。
*机器运转中,切勿做清理、调整或修理工作,机器停用时应立即将动力开关关妥。
*若有漏电应该立即关闭开关并报告工厂相关工作人员。 *运转中的机器切勿试图用手或身体使其停止。
*启动机器前,应先检查工作及刀具是否安装牢固妥善。
*地面应该随时保持清洁,不可有油污、工具、零件、工作物留存地面。
*当两个人或以上在一起工作时,切记只能有一个人单独操作机器和开关。
*不穿宽松衣服,不续长发操作机器,长发需盘起或戴上帽子,不允许穿拖鞋、凉鞋和短裤。
2、 观察(设备类型、生产厂家、坐标系、刀架、刀具、夹具、坯料等)
3、 实验步骤
*上坯料
将工件安装到三爪卡盘上,装夹准确。
*上刀
挑选好要使用的车刀,将车刀放置在刀架上,调整刀具高度,使刀尖与坯料轴线重合,然后固定刀具。
*对刀
采用手动式对刀:(1)回参考点操作 采用zero或home(回参考点)方式进行回参考点操作,建立机床坐标系。此时数控系统显示器上将显示刀架中心(对刀参考点)在机床坐标系中的当前位置的坐标系。
(2)试切对刀 先用已选好的刀具将工件外圆表面车一刀,保持x向尺寸不变,z向退刀,然后停止主轴,测量工件外圆直径d,根据不同的数控系统输入刀具的x向刀具长度补偿。再将工件端面车一刀,z向尺寸不变,x向退刀,根据不同的数控系统输入刀具z向刀具长度补偿。
(3)建立工作坐标系 程序运行时,刀具添加相应对刀时的补偿值,刀具即处于编程的坐标系,工作坐标系建立。
*编程 根据加工图编程,并将程序输入车床中。
*加工 输入程序完成后,运行程序,车床工作,开始加工。
4、画图,列程序
N010 T0101
N020 G00 X100 Z80
N030 S400 M03
N040 X80 Z1
N050 G72 P80 Q170 U-0.4 W0.4 D1.2 F150
N060 G00 X100 Z80
N070 G00 G42 X80 Z1
N080 Z-73
N090 G01 X54 Z-52 F80
N100 Z-42
N110 G02 U-14 W7 R7
N120 G01 X40
N130 Z-25
N140 G03 U-10 W5 R5 N150 Z-2
N160 U-6 W3 N170 G00 X50
N180 G40 X100 Z80 N190 M05
N200 M30
四、 实验小结
五、 参考文献
【1】数控加工实训教程电子教学资料.黄康美.北京:电子工业出版社
【2】《数控加工编程与操作》课程简介.教务科.北京吉利大学汽车学院.添加新闻时间:2010-6-12 21:30:28