第二篇:制程检验控制程序
1 目的
规范本公司品管部IPQC检验操作规范,为IPQC在实际工作中提供作业依据. 使产品制程品质处于受控状态,降低不良品的产生,确保产品符合标准及满足顾客要求,特制定本程序。
2 适用范围
本程序适用于欧卡特科技品质部,制程巡检人员对制程的检测和监控;适用公司所有产品之制程.
3 职责和权限
3.1 品质部技术员负责制定制程检验规范,指导IPQC巡检。
3.2 工厂品质部IPQC按检验规范对制程检测和监控。
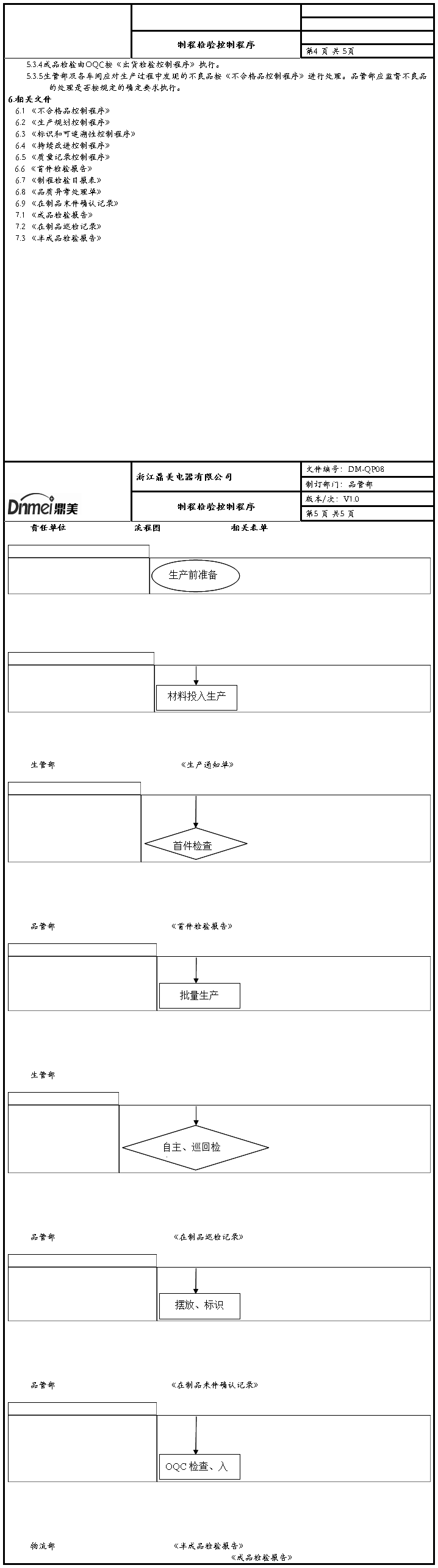
4 控制流程图





5 内容及要求
5.1 生产条件进行确认:IPQC生产前对原料、机器、作业指导资料等进行确认。
5.1.1检查上线的物料有无正确的产品标识和状态标识;生产物料投产上线前须通知IPQC确认该物料无误后方可进行生产;
5.1.2检查生产设备、工装夹具状态是否正常;
5.1.3检查各重要生产工序(位)有无相应的作业指导书;
5.1.4确认生产作业人员是否能按相应作业指导书正确操作;
5.2 首件检验:
5.2.1首件检查的执行时机:停机\线后的重新开机\线,更换产品、仪器调修 ,更换原材料,调整作业工艺和作业方法。批量小于20PCS可不进行首件。
5.2.2批量生产前,生产单位自检三件合格产品,由生产主管先确认合格;再递交首件给品质部IPQC进行确认首件合格方可批量生产。
5.2.3初次生产的产品,首件必需由工程负责人、品质主管共同确认方可批量生产。
5.2.4首件不合格时,由IPQC人员通知生产,生产组长需组织人员分析原因,采取改善措施后再行加工并再次作首件确认。如此直到合格。
首件检验结果记录于《首件检验报表》中。由生产主管和品质主管审核。
5.3 工序抽检
5.3.1生产单位于生产过程中,应对产品逐一进行自主检查,在自主检查时需依《不合格品控制程序》对不合格品处理,并交维修员进行维修处理。
5.3.2 IPQC依据产品资料于每批生产算起,应至少每隔1小时对各工序进行外观、结构、仪表精准度等项目进行巡回检查。
5.4 过程巡检
5.4.1IPQC依《制程检验记录报表》中各工序检验项目分别巡回检查;工序检验项目为重点检验项目,IPQC巡检还包括现场6S、生产流程、作业方法步骤所有控制点及其检查结果均可记录于《制程检验记录报表》内,并每日呈报。
5.4.2生产过程中因人员、治工具变更时需确保操作人员很了解作业要求同时对现场
一些独立人员,IPQC需作重点监控,增加巡检密度由1小时变更为不定时。
5.5 制程异常处理
5.5.1巡回检查中如发现不合格品时需依《不合格品控制程序》处理;
如发现品质异常,外观同一缺陷5PCS、功能同一缺陷3PCS或不良率起标2%;IPQC开出《品质异常处理单》,并跟进改善状况。品质问题处理单由品管编号管理;再根据编号跟催责任部门回复改善对策。
5.5.2对于检查中发现不合格品且经品管判定需返工处理时,由生产单位进行返工,IPQC全程跟进并进行复查,同时记录于《品质问题跟踪表》。
5.5.3巡回检查中,IPQC需对生产单位生产操作员作业动作指导并监督,并协助生产主管管理,对于违规作业者须及时提出纠正、预防措施要求;确保产品生产直通率。
6 相关文件
6.1 产品抽样方案
6.2 不合格品控制程序
6.3 纠正措施控制程序
6.4 预防措施控制程序
7 质量记录
7.1 首件检验报表
7.2 制程检验记录报表
7.3 品质问题处理单