淮安涟水机场跑道、站坪工程一标段
道面混凝土试验段总结报告
批准:姚焕松
审核:刘兵役
中国航空港建设第二工程总队
淮安机场项目部
二00九年九月三十日
我部于9月26日,经监理部验收各原材料检验合格,各项准备工作就绪的情况下对试验P70-P72+30.95/H98+22.5- H98+26.5进行道面砼试打,实际浇筑443.8m2,工程量169m3, 投入人员、机械情况:拌和站2人、驾驶员7人、挖机工1人、排振1人、补料6人、行夯2人、平板振捣器2人、滚筒4人、铝合金尺2人、木抹4人、铁抹4人、拉毛2人、电工1人、切缝工2人、施工员1人、质检员1人、安全员1人、装载机工1人、试验员1人、模板工10人、测量工2人、配合工10人,HZS-75型砼拌和楼1座、自卸汽车6辆、小型反铲挖掘机1台、排式振捣器1台、行夯1套、平板振捣器2台、插入式振捣器3台、滚筒2套(大、小各一套)、拉毛毛刷一把、切缝机1台、ZL50装载机1台、4000L洒水车1辆,我部就试验段得到的施工工艺及试验数据、检查结果总结如下:
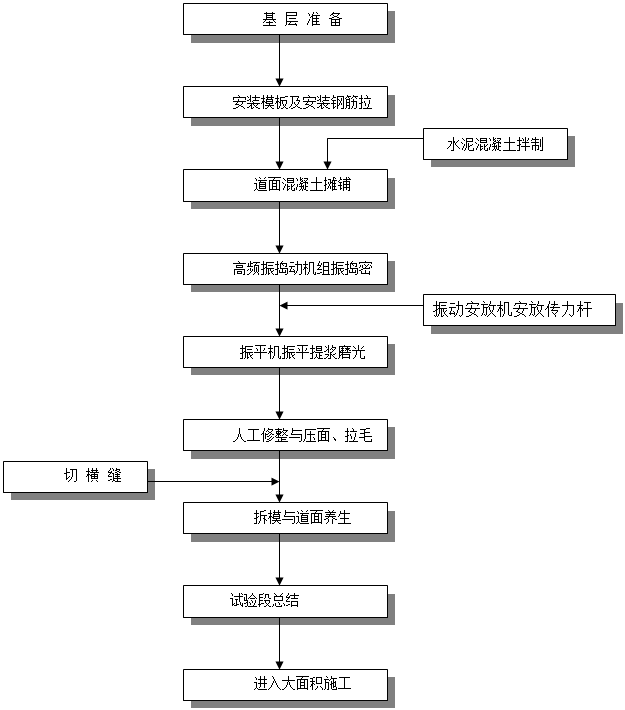
水泥混凝土试验段道面面层施工工艺见下图:
试验数据及检测结果:
1、松铺系数按照1.10~1.15控制,每段摊铺长度不宜超过150m,大面积施工可采用。
2、表面平均纹理深度检测结果为0.8mm、0.6mm、0.7mm、0.65mm,均达到设计要求。
3、施工配合比控制为:水泥:砂:大石:小石:水=320:639:920:504:94(Kg/m3),施工配合比根据天气情况、石料的干湿程度、运输距离的远近进行含水量调整。
4、振捣机行走电机功率为于2×1.1kw,自动空载行驶速度为0.8m/min,行进误差不得大于±0.1m/min,棒间最大间距45cm,振捣棒振动频率为200Hz(1200r/min),振幅1.2mm,激振力600kg,直径85mm,工作长度480mm,功率1.1kw。排式振捣器设有对振捣排棒可调限位的固定装置,以保证最低棒端中心距基层表面的高度要求,一般控制8~10cm。
5、经过排式振捣架振实后,在道面边缝部位采用低频插入式振捣器进行人工辅振。辅振时按照“行列式”或“交错式”的次序移动,插入时快速插入慢慢提起,每棒移动距离不大于其作用半径的1.5倍或按照30cm控制,其与模板距离小于振捣作用半径的0.5倍,振捣时间宜为10~20s,并不宜过振,以混合料停止下沉、不再冒气泡并表面泛浆为准。
6、整平采用全幅式振动行夯,电动机功率应不小于1.5kw,频率应不小于2700次/min。揉浆采用特制钢滚筒。找平采用特制的铝合金将表面上多余的水和浮浆清除,并用不小于3m直尺测试表面的平整度。做面遍数不少于三遍,宜采用木抹或塑料抹及铁抹。拉毛采用2.5mm毛刷人工拉毛。在振捣过程中,应辅以人工找平,宁低勿高使整个表面大致平整,采用平板振动器将表层较大颗粒振入砼中并初步提浆、初平。
7、养生:浇筑成型后立即进行养生,采用洒水、土工布覆盖养生,每天洒水次数以保持基层表面湿润为度,养生期不小于14天。养生期间封闭交通,严禁重型车辆通行。
8、本工程的所有接缝上的槽口均采用硬切缝法施工,混凝土达到一定强度并且在板中产生不均匀缩裂缝之前,及时用切缝机在混凝土表面切缝,切缝时间以400℃·h/△t(△t为平均湿度)控制。
通过道面砼试验段试打,得出试验段参数、施工工艺处理、保证项目检测结果、允许项目检查结果,成品经检测各项指标均达到设计规范要求,表面观感良好,具备大面积施工条件。
附页1:水泥原材检测报告
附页2:碎石原材检测报告(5-20mm)
附页3:碎石原材检测报告(20-40mm)
附页4:砂原材检测报告
附页5:道面砼成品工序质量检查表
附页6:平整度检测表
附页7:高程检测表
附页8:混凝土试块强度检测报告(7天)
中国航空港建设第二工程总队淮安机场项目部
二〇##年九月三十日
第二篇:沥青砼下面层试验段总结报告
沥青砼上面层试验段总结报告 我项目部于20xx年6月26日起进行K725+200-K725+400段沥青砼下面层试验段的铺筑,通过精心组织,合理安排及全体施工人员,筑路员工的共同努力,成功地完成了全长200m的试验段施工任务。
一、组织机构:
施工负责人:杜建亮
技术负责人:刘金旺
现场负责人:岳明亮
试验负责人:刘新平
质检负责人:张亚军
料场负责人:高林顺
机械负责人:冯文斌
专职安全员:雷双马
二、施工机械设备
2000型沥青砼拌和设备1套、洒水车2台、20T自卸汽车8辆、50装载机3台、WPD750型摊铺机、26T胶轮压路机和12T双光轮压路机各1台。
三、施工工队劳力工
料场12人、摊铺现场15人
四、施工工序
清扫下承层——喷洒透层油——测量放线——拌和——运输——摊铺——碾压——测压实度——检验
五、施工工艺
1、清理测量施工现场:在测量放线前对原地面进行人工清理。
2、测量放线
依据设计要求,铺筑宽度为9.5m(即半幅为4.75m)。采用宽4.75m的摊铺机摊铺.
3、拌和
配合比设计数据调整为施工配合比1-2cm、0.5-1cm 、0.3-0.5cm、石屑、矿粉、沥青(37:23:20:16:4:4.5),采用试好的2000型沥青砼拌和设备进行拌和。其温度为:集料、矿料加热温度为170-180℃,沥青砼出厂温度为150-165℃。
4、运输
控制好每辆自卸汽车的运量。
5、摊铺
人工配合带有找平仪的摊铺机摊铺,先用双钢轮压路机稳压,摊铺机前经常有2-3车沥青砼保证摊铺的连续性。沥青砼温度为145℃,左右,摊铺速度为2.0m/min。
6、混合料的压实(1)在混合料完成摊铺和刮平后要立即对路面进行检查,对不规则之处及时用人工进行调整,随后进行充分均匀地压实。(2)压实工作:按照要求根据碾压次数进行积累。(3)压实分初压、复压和终压三个级段。压路机以均匀速度行驶。
初压:摊铺之后立即进行(高温碾压),用双光轮压路机完成(2遍),初压温度控制在130—140℃。初压采用轻压路机碾压,碾压时
将驱动轮面向摊铺机。碾压后检查平整度和路拱,必要时应予以修整。复压:复压紧接在初压进行,复压用双钢轮压路机振动和轮胎压路机完成,先用振动压路机碾压3遍,再用轮胎压路机碾压4遍,使其达到压实度。
终压:终压紧接在复压后进行,终压应用双钢轮压路机碾压,消除轮迹(终了温度)>80℃。(4)初压和振动碾压要低速进行,以免对热料产生推移、发裂。碾压应尽量在摊铺后较高温度下进行,初压温度在130℃以上,温度越高越容易提高路面的平整度和压实度。(5)在碾压期间,压路机不得中途停留、转向或制动。(6)压路机不得停留在温度高于70℃的忆经压过的混合料上。(7)摊铺和碾压过程中,专人进行质量检测控制和缺陷修复。压实度检查要及时进行。(8)施工压实检查:采用灌砂法或核子密度仪法。(9)压实系数:采用水准仪、钢尺测量铺筑好下面层可确定其压实系数为1.3。
接缝的处理:铺筑工作的安排应使横向接缝都保持在最小数量。
7、检验
各项检验应在成型后的水泥终凝前完成,标高、平整度等几何尺寸满足要求,合格率应达到95%以上,达不到要求的部位,其高出的部分要刮除或洗刨。
检查时,首先进行外观检验,外观应无轮迹、无翻浆、表面均匀密实、无明显离析现象、边沿整齐、接头处理平顺。
综上所述长200米的沥青砼下面层试验段铺筑已经成功,试验段的铺筑数据将作为今后的施工依据。