数控车工技师资格考评论文
数控梯形螺纹的分析与加工
单位名称: 南京交通技师学院
作 者: 谷 雨
20##年 9 月 18 日
数控车工技师资格考评论文
数控梯形螺纹的分析与加工
作 者: 谷 雨
职业技能鉴定等级: 二 级
单位名称: 南京交通技师学院
单位地址:中山门外马群狮子坝168号
指导老师: 赵亲云
20##年 9 月 18 日
目 录
摘要………………………………………………………………………1
关键词……………………………………………………………………1
1梯形螺纹的基本牙型….................…………………………….2
2梯形螺纹公差配合………………………………………………….3
2.1公差带的选用……...…………………………………….…………3
2.2如何减少误差………………………………………………….4
3梯形螺纹的标记……………………….…………………………….5
4梯形螺纹的测量方法……………………………………………….6
5梯形螺纹的刀具………...............………………………………8
5.1车刀的选择.................................................................8
5.2数控30度梯形螺纹刀片...............................................................…9
5.3梯形螺纹车刀的安装........................................................10
6梯形螺纹的加工...................................................10
6.1加工方法...........................................................10
6.2数控螺纹加工编程........................................................11
6.3 G76、G32、G92的区别....................................................................13
6.4加工时常见问题及解决法..................................................14
6.5加工时的几点注意事项..................................16
结论 ……………………………………………………………………16
参考文献 ………………………………………………………………17
摘 要
在机床制造业中,梯形螺纹丝杠和螺母的应用较为广泛,它不仅用来传递一般的运动和动力,而且还要精确地传递位移,如车床的尾座、各种机床的进给机构、千斤顶、压力机等等。梯形螺纹具有传动效率高、传动平稳可靠和加工方便等优点,且能够满足传动螺纹的使用要求。
梯形螺纹联接属间隙配合性质,在中径、大径、小径处都有一定的保证间隙,用以储存润滑油。
米制普通螺纹牙型是三角形,牙型角度为60度;米制梯形螺纹牙型为等腰梯形,角度为30度。普通螺纹只是起到连接紧固作用,梯形螺纹主要用于传动和位置调整装置中。
关键词: 梯形螺纹 配合 分析 加工
1. 


梯形螺纹基本牙型
梯形螺纹的特点是内、外螺纹仅中径公称尺寸相同,而小径和大径的公称尺寸不同,这与普通螺纹是不一样的。梯形螺纹的牙型与基本尺寸按GB 5796.4—2005规定,基本尺寸的名称,代号及关系式见图1所示。各直径基本尺寸系列可参阅相关国家标准。直径和螺距见表6(梯形螺纹直径与螺距系列 mm)所示。
公称直径:代表螺纹尺寸的直径。
大 径:外螺纹的顶径、内螺纹的底径。
小 径:外螺纹的底径、内螺纹的顶径。
中 径:一个假想圆柱或圆锥的直径,该圆柱或圆锥的母线通过牙型上沟槽和凸起宽度相等的地方。
牙 型 角:在螺纹牙型上,两相邻牙侧间的夹角。
螺 距:相邻两牙在中径线上对应两点间的轴向距离。
螺纹精度:由螺纹公差带和旋合长度共同组成的衡量螺纹质量的综合指标。
右旋螺纹:顺时针旋转时选入的螺纹。
左旋螺纹:逆时针旋转时选入的螺纹。
完整螺纹:牙顶和牙底具有完整形状的螺纹。
不完整螺纹:牙底完整而牙顶不完整的螺纹。
螺 尾:向光滑表面过渡的牙底不完整的螺纹。
有效螺纹:由完整螺纹和不完整螺纹组成的螺纹,不包括螺尾。
单一中径:牙型上沟槽宽度等于1/2基本螺距的地方。
作用中径:在规定的旋合长度内,恰好包容实际螺纹的一个假想螺纹的中径,这个假想螺纹具有理想的螺距、螺纹半角、及牙型高度,并在牙顶和牙底留有间隙,不与实际螺纹大、小径发生干涉。
2.梯形螺纹公差配合
2.1公差带的选用
由于国标GB 5796.4一2005《梯形螺纹公差》是一般用途的传动螺纹,其加工工艺和检测方法与普通螺纹极为相似,所以采用了与普通螺纹相同的公差原则。为此,普通螺纹中有关的牙型公差带、作用中径、判断原则、公差结构等概念和原则均适用于梯形螺纹。
梯形螺纹精度由旋合长度和公差带共同构成,据此梯形螺纹精度分有中等和粗糙两个精度级别,见表2及表3。
由于标准对内螺纹小径D1和外螺纹大径d都只规定了一种公差带(4H,4h),外螺纹小径公差带位置只有h而公差等级数与外螺纹中径组合的公差等级数相同,故梯形螺纹公差带的选择是指中径公差带的选择。选择梯形螺纹公差带时,通常选中等精度级和中等旋合长度,只有当要求不高时,才选粗糙精度级。当有强度、平稳性要求时,可选长旋合长度。一般情况下,应选表7-9及表7-10规定的选用公差带。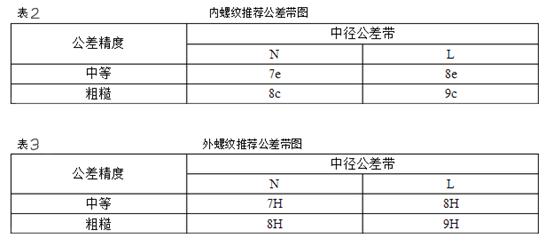
2.2如何减少误差
内外梯形螺纹配合是由螺纹的中径尺寸来确定的,螺纹在加工过程中,不可避免地产生加工误差,对螺纹结合的互换性造成影响。就螺纹中径而言,若外螺纹的中径比内螺纹的中径大,内、外螺纹将因干涉而无法旋合从而影响螺纹的可旋合性;若外螺纹的中径与内螺纹的中径相比太小,会使螺纹配合过松,降低螺纹连接的可靠性。
若要内外梯形螺纹达到较高的配合精度,加工时应注意以下几点:
1、梯形螺纹的中径必须与基准轴径同轴。
2、梯形螺纹的配合以中径定心,车削梯形螺纹时须保证中径尺寸公差。
3、梯形螺纹的牙型要正确。
4、梯形螺纹牙型两侧面的表面粗糙值要小。
5、外螺纹公称直径取下偏差,内螺纹公称直径取上偏差。
6、加工时要保证内外梯形螺纹的同轴度,需用百分表效正。
7、装刀具时要使用对刀样板,保证刀具的横切削刃与工件的轴线保持平行,刀尖略高于轴线。
3.梯形螺纹的标记
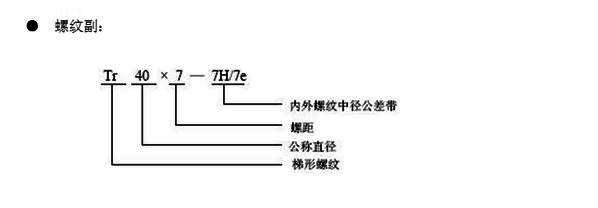
梯形螺纹的标记由梯形螺纹代号、公差带代号及旋合长度代号组成。梯形螺纹代号由表示梯形螺纹特征的字母“ Tr”和表示梯形螺纹直径与螺距的数字组成,当旋合长度为长旋合长度时,应将组别代号L写在公差带代号的后面,并用“-”隔开。内外螺纹及螺纹副的标记见图二。
在装配图中,梯形螺纹的公差带要分别注出内\外螺纹的公差带代号,前面是内螺纹公差带代号,后面是外螺纹公差带代号,中间用斜 线分开.标记见图三。
线分开.标记见图三。

 4.
梯形螺纹的测量方法
4.
梯形螺纹的测量方法
(1)综合测量法 用标准螺纹环规综合测量
(2)三针测量法 这种方法是测量外螺纹中经的一种比较精密的方法。适用于测量一些精度要求较高、螺纹升角小于4º的螺纹工件。测量时把三根直径相等的量针放在螺纹相对应的螺旋槽中,用千分尺量出两边量针顶点之间的距离M,如图四所示根据M值可以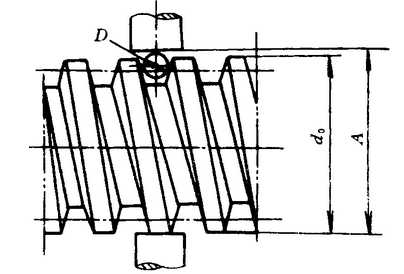
计算出螺纹中径的实际尺寸。
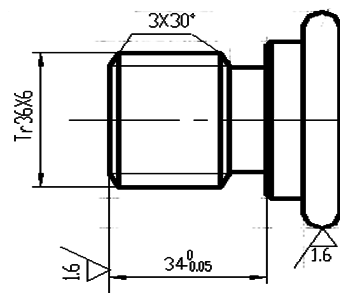
例:车Tr32×6梯形螺纹,用三针测量螺纹中径,求量针直径和千分尺读数值M?
量针直径 dD=0.518P=3.1mm
千分尺读数值M=d2+4.864dD-1.866P
=29+4.864×3.1-1.866×6
=29+15.08-11.20
=32.88mm
测量时应考虑公差,则M=32.88 –0.118mm为合格。三针测量法采用的量针一般是专门制造的。
(3)单针测量法 这种方法的特点是只需用一根量针,放置在螺旋槽中,用千分尺量
出螺纹大径与量针顶点之间的距离A。
A=(M+d)/2
5.梯形螺纹刀具
制造螺纹车刀的材料有高速钢和硬质合金两种。高速钢螺纹车刀刃磨方便、切削刃锋利、韧性好,能承受较大的切削冲击力,加工的螺纹表面粗糙度小。但它的耐热性差,不宜高速车削。
硬质合金螺纹车刀的硬度高、耐磨性好、耐高温,但抗冲击能力差。数控车床一般选用硬质合金可转位车刀。
5.1梯形螺纹车刀的选择
梯形螺纹通常采用低速车削,一般选用高速钢材料。
(1)高速钢梯形螺纹粗车刀

为了便于左右切削并留有精车余量,刀头宽度应小于槽底宽W。
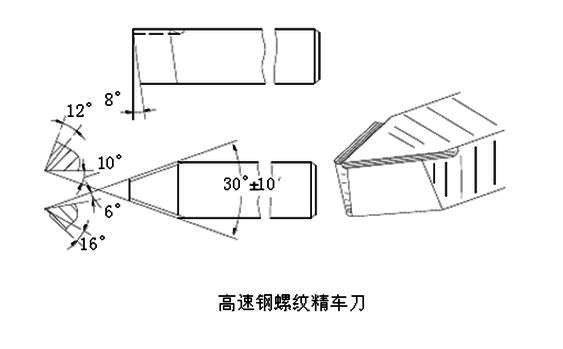
(2)高速钢梯形螺纹精车刀
车刀纵向前角γp=0°,两测切削刃之间的夹角等于牙型角。为了保证两测切削刃切削顺利,都磨有较大前角(γo=10°~20°)的卷屑槽。但在使用时必须注意,车刀前端切削刃不能参加切削。高速钢梯形螺纹车刀,能车削出精度较高和表面粗糙度较小的螺纹,但生产效率较低。
5.2 数控30度梯形螺纹刀片
 一般数控车床使用的为可装卸的30度梯形螺纹刀片,其经济方便利于数控车床的加工。
一般数控车床使用的为可装卸的30度梯形螺纹刀片,其经济方便利于数控车床的加工。

5.3梯形螺纹车刀的安装
① 车刀主切削刃必须与工件轴线等高或略高。
② 刀尖的角平分线应垂直于工件轴线,应用角度样板找正装夹,以免产生螺纹半角误差。
③ 螺纹刀杆伸出不能太长,以免产生震动。
6.梯形螺纹的加工
6.1加工方法
 梯形螺纹的牙型不同于三角螺纹,不能采用一般的三角螺纹加工方法来加工梯形,下面我将介绍几种常见的螺纹切削方法。
梯形螺纹的牙型不同于三角螺纹,不能采用一般的三角螺纹加工方法来加工梯形,下面我将介绍几种常见的螺纹切削方法。

① 直进法
车削时,车刀沿横向间歇进给至牙深处,种方法加工梯形螺纹时车刀三面切削,切削余量大,刀尖磨损严重,排屑困难,容易产生扎刀现象。直进法适合于小导程的三角形螺纹的加工,一般采用G32或G92编程,很显然不适合于加工梯形螺纹。
② 斜进法
车削时,车刀沿牙型角方向斜向间歇进给至牙深处,每个行程中车刀除横向进给外,纵向也要作少量进给,这种方法加工梯形螺纹时可避免车刀三面切削,切削力减少,不容易产生扎刀现象。斜进法适合于采用标准的梯形螺纹刀进行梯形螺纹加工,一般采用G76编程。
③ 左右分层切削法
车削时,车刀沿牙型角方向交错间歇进给至牙深处,左右分层切削法实际上是直进法和左右切削法的综合应用。在车削较大螺距的梯形螺纹时,左右分层切削法通常不是一次性就把梯形槽切削出来,而是把牙槽分成若干层,转化成若干个较浅的梯形槽来进行切削,从而降低了车削难度。每一层的切削都采用先直进后左右的车削方法,由于左右切削时槽深不变,刀具只须向左或向右的纵向进给即可。这种方法加工梯形螺纹时同样可避免车刀三面切削,切削效果较好,而且对刀具要求较低, 所用的螺纹粗车刀和精车刀与其它加工方式基本相同,只是粗车刀的刀头宽度( D=1.2~1.5mm ) 小于牙底宽度,刀具刀尖角略小于梯形螺纹牙型角。
6.2数控编程
(一)G76是复合螺纹切削循环指令,属于斜切法,是单侧刃切削加工,刀具负载较小,排屑容易,切深为递减式,编程简单、但螺距过大,切削抗力也很大,所以适宜加工中等螺距的螺纹。
O0001;
T0101;
M03 S400;
G00 X38 Z3;(设定循环起点)
G76 P 010030 Q50 R0.03;
(P01、01、30 .01代表的是精加工循环次数, 00 Z方向的退尾量 ,30螺纹角度)
(Q50代表最后一刀的切深数值 ,千进位50也就是0.05MM )
(R0.03精加工余量 0.03)
G76 X29 Z-28 P3500 Q300 F6;
(X29、Z-28为终点坐标, P3500是螺纹牙高 0.65*螺距 ,Q300 第一刀的切深量 同上Q算法一样,F6螺距.)
G00 X100;
Z100;
M05;
M30;
(二)单行程螺纹切削G32/螺纹切削循环指令G92
O001;
T0101;
M03 S400;
G00 X38 Z3;(同上)
#1=0;(起始切深)
N10 G00 X[36+2*#1];
G32/G92 Z-28 F6;(Z轴终点坐标,F螺距)
G00X38;
Z3;
#1=#1-0.05;(每刀切削深度0.05)
IF [#1GE-3.5] GOTO 10;(3.5螺纹牙高)
G00 X100;
Z100;
M05;
M30;
6.3 G76、G32、G92等指令的功能及其间区别
指令功能分别是:G32为单线固定螺纹,G76为螺纹复合循环,G92为螺纹固定循环。
区别:各种命令的用途不一样,G32适用于有退刀槽的等螺距切削,吃刀量较大,程序编辑比较麻烦;G92适用于直进式单一切削循环,该指令可切削椎螺纹、圆柱螺纹和平面螺纹,其循环路线与G32单一形状固定循环基本相同,只不过是G92用一段程序G32要用四段;G76是多重循环,一段程序,螺纹到位,他的进刀方式为斜进式,有时螺纹需要这种方式。
6.4加工时常见问题及解决办法
(一)闷车
原因:未变档、每刀切削深度过大也会发生闷车
解决方法:数控机床在车梯形螺纹时应注意变档,P=FV,功率一定速度越低力越大,一般为S400。虽说高档转速也可以为抵挡,但主轴箱里齿轮的互相切合力相对较大。底挡时多为大齿轮,可承受力较大。切削深度应适当。闷车会损坏工件车刀,严重的使主轴卡盘粉碎,甚至发生生产安全事故!
(二)乱牙、错牙
原因:车刀安装得过高或过,低工件装夹不牢
解决方法:及时调整车刀高度,使其刀尖与工件的轴线等高(可利用尾座顶尖对刀)。在粗车和半精车时,刀尖位置比工件的中心高出1%D左右(D表示被加工工件直径)。 工件本身的刚性不能承受车削时的切削力,因而产生过大的挠度,改变了车刀与工件的中心高度,把工件装夹牢固,可使用尾座顶尖等,以增加工件刚性。
(三)螺纹尺寸不正确
⑴螺纹全长上不正确:挂轮搭配不当或进给箱手柄位置不对,可重新检查进给箱手柄位置或验算挂轮。
⑵中径不正确:原因是吃刀太大,刻度盘不准,而又未及时测量所造成。解决方法是精车时要详细检查刻度盘是否松动,精车余量要适当,车刀刃口要锋利,要及时测量。
⑶局部不正确:由于车床丝杠本身的螺距局部误差(一般由磨损引起),可更换丝杠或局部修复。
⑷螺纹全长上螺距不均匀:
①如果是丝杠轴向窜动造成的,可对车床丝杠与进给箱连接处的调整圆螺母进行调整,以消除连接处推力球轴承轴向间隙;
②如果是主轴轴向窜动引起的,可调整主轴后调整螺母,以消除后推力球轴承的轴向间隙。
③如果是溜板箱的开合螺母与丝杠不同轴而造成啮合不良引起的,可修整开合螺母并调整开合螺母间隙。
④如果是燕尾导轨磨损,可配制燕尾导轨及镶条,以达到正确的配合要求。
⑤如果是挂轮间隙过大,可采用重新调整挂轮间隙。
(四)螺纹表面粗糙
原因:车刀刃口磨得不光洁,切削液不适当,切削速度和工件材料不适合以及切削过程产生振动等造成功。
解决方法:正确修整砂轮或用油石精研刀具;选择适当切削速度和切削液;调整车床床鞍压板及中、小滑板燕尾导轨的镶条等,保证各导轨间隙的准确性,防止切削时产生振动。
总之,车削螺纹时产生的故障形式多种多样,既有设备的原因,也有刀具、操作者等的原因,在排除故障时要具体情况具体分析,通过各种检测和诊断手段,找出具体的影响因素,采取有效的解决方法
6.5加工时的几点注意事项
(1) 工件要夹紧、车门关闭,以防在车削时打滑飞出伤人和扎刀;
(2) 在车削时使用适当的冷却液(如煤油),能减少受热变形,使加工表面更好地达到要求;
(3) 安全文明生产。
结论:
梯形螺纹的车削不管是在生产实践中,还是在技能训练模块中,是非常重要的。
本文阐述了数控梯形螺纹的基本牙型、公差配合、梯形螺纹的标记、梯形螺纹的测量方法、梯形螺纹的刀具、以及梯形螺纹的加工以及加工中出现的常见为题,由此从而达到使读者更加理解梯形螺纹的相关知识,熟练的掌握梯形螺纹的加工。
参考文献:
(1)北京法那科机电有限公司,Fanuc 0i mate TC 操作说明书,2007
(2)蒋增幅,《车工工艺与技能训练》,高等教育出版社,2004
(3)关亮、张向京,《数控车床操作与编程技能训练》,高等教育出版社,2005