������ѵ����
һ��������������
������������Ҫ������̼�����IJ�ͬ�ϣ�������֮��û�к���ȷ��һ�¹��ϵĽ��ޡ�
���ֽ̿���ԸֵĶ�����,����Ϊ��ҪԪ�أ�̼����һ����2%����0.02%���ϣ�����������Ԫ�ص�ͳ�ơ�
����Fe-O��ͼ�Ļ��֣�̼������2.11%���µij�Ϊ�֣���2.11%���ϵij�Ϊ����
̼��������1.4%�ĸֺ���ʹ�ã�̼����С��0.02%�ĸֳ�Ϊ��ҵ���������ǵ�������Ѷ���繤�DZ��õĴ��Բ��ϡ�
����֪ʶ
1��GB���ұ����� YB ԭұ��ҵ����
2��Q235A������Q������ǿ�ȣ�235������ǿ��ֵ��
����HRB 335����H��R��B�ֱ�Ϊ���������ߡ��ֽ�Ӣ����λ��ĸ��HRB���������߸ֽ335������ǿ��ֵ
3��̼����С��0.25%�ǵ�̼�֣���0.25-0.60%֮��Ϊ��̼�֣�����0.60%�Ǹ�̼��
4���Ͻ�ַ�Ϊ�ͺϽ�֡��кϽ�֡��ߺϽ��
�������Ͻ�������С��3%�ƵͺϽ�֣���5-10%���кϽ�֣�����10%�ƸߺϽ�֡�
5���ֵ��Ͻ�
������ͨ��ָ��ԭ�����ӺϽ�Ԫ�صĻ����������������꣨Nb��������V�����ѣ� Ti����̼�����γ�Ԫ�أ�ʹ��Ըֵ���ѧ������Ӱ�����ʴ�ԡ����������������á�
6�������
����ֲ����⣬ԭ���Ǹ��к���������12.5%�����ڴ����Ͳ��в���֡���ҵ��Ӧ�õIJ���ֺ�����12-30%֮�䡣ͨ�����ܹ��ֿ�������ʴ�ĺ�����13%�ĸֽв���֣�������17%���ϵĸֽ�����֣�ͳ�Ʋ�������֡�
7��������������A��B��C��D�������ֱ��������ࡢ�������ࡢ�������ࡢ��״�������ࡣÿ������ﰴ��Ȼ�ֱ����Ϊϸϵ����ϵ��ϵ�У�����ĸe��ʾ��ϵ�����ÿ��ϵ���ɱ�ʾ�����ﺬ���������弶ͼƬ��1����5������ɡ�
�������ַ�������
ƽ¯���ַ�����¯���ַ���ת¯���ַ���ת¯���ַ��ǵ�ǰ����������Ҫ�����ַ���
����ת¯���ֹ�������
 ���� �ϸ�
���� �ϸ�






 ��ˮ
��ˮ




ʯ�ҡ�����ʯ��Өʯ��
ת¯��Ʒ����Ʒ��
��̼��˿�ø֣�Q215A��Q195��H08A��LS�����
�ͺϽ�ͺϽ��ǿ�ȣ�Q345A��LZ��
��̼��HPB235��Q235A��Q175������ר�øֵ�
�ͺϽ��ཨ���ø֣�HRB335��HRB400��
�ġ����ֻ���ԭ��
1����ʯ �� ��
Fe2O3+3CO=2Fe+3CO2,
FeO +C=Fe+CO
2���� �� �֣���̼���ס�������ȥ���к�����ͼ��ӣ�����¶ȣ������ɷ֡�
̼�������ķ�Ӧ�� FeC3=3[Fe]+[C]
��̼��Ӧ��O2 +2C=2CO
O2 +[Si]=Si O2
O2 +[Mn]=Mn O2
����Ӧ��2[P]+ 5(FeO)+3(CaO)=(3CaO.P2O5)+5[Fe]
����Ӧ��[FeS]+ (CaO)= (FeO)+ CaS 2CaS+ 3O2 =2S O2+2CaO
�����������ȡ�����������ͬ����������Ҫ���£���������������������Ҫ���£�����������
������Ӧ��O2 +[Si]=Si O2 O2 +[Mn]=Mn O2 2AL+O3= AL2O3��.
�塢���ֻ�������
���־���ͨ��ұ�����������е�̼��ȥ���к����ʣ��ٸ��ݶԸ����ܵ�Ҫ����������ĺϽ�Ԫ�أ�ʹ���Ϊ���иߵ�ǿ�ȡ����Ի������������ܵĸ֡�
v ȥ�����ʣ����ס�����ȥ�����壨�������⡢�����ͷǽ��������
v ��̼�����京��������һ����Χ��
v ������Һ�ɷݺ��¶ȡ�
v ����Һ�����������ϸ�ĸ�����
1������
���ھ���������۵�Ĺ���������FeO-FeS�۵�940�棬�����������¶�1150���ң�����ȼӹ�ʱ�ڸ�����Һ�崦���ѣ���֮Ϊ�ȴࡣ
2������
��ͻ��Σ���Dz�����࣬�ڵ����£���Խ�ߣ�������ܽ���Խ��
3 ������
һ��ⶨ�ĸ��е�����ȫ���������������еĺ��ܽ������ʹ��Ũ�����ʱ�ⶨ��Һ���ܽ�������ڸ�������ȡ����������ȫ�����ڱ���һ�㲻�涨����ֵ��
4���е�
�ڵ�̼���У����ή�ͳ��ֵak,�����ϻ�����
5 ������
�������ʹ�ֲ����㣨���ѣ������ɡ����ݣ�ʹ�ֱ�ࡣ
6������
���ſ�ѧ�����;��õķ�չ,���ǶԸֵĴ�����Ҫ��Խ��Խ�ߡ������������̻���������������Ӱ��,���д��ڷǽ����������Dz��ɱ���ġ��ǽ������ӵĴ����ƻ��˸ֵ������Ժ�������,�Ըֵ�����������Ҫ��Ӱ��,�����Ǿ����Ե�Ӱ�졣
��ν�ྻ�ֻ�����ָ���д����ȿ����ϸ�����Ԫ��[S]��[P]��[H]��[N]��[O]�����ͣ�������100ppm����;����Ҫ�ϸ���Ƹ��зǽ�������������١��ߴ�С����̬Ҫ����Ϊ����״�����μ��ӣ��ྻ�ָߡ�
��������������������������
�������ڼ��ӵ���Ҫ��Դ�ǣ�ұ������Ԫ�ر������������γ����������������������ǣ��ֲ������˵�Ͼ�����������Զ��Խ�ϸС�������γɵļ�������س��������ľ���ֲ�
�����Ͻ����ѽ�ע�����и�ˮ��������ͻ���ϡ�¯��֮������ѧ��Ӧ���ɵ���������.ʹ��ˮ���±���Ⱦ�Ĺ��̽ж������������ڸ��еĶ�����������һ���Ϊ�������ӡ�
ұ���ྻ��Ӧ����Ʒ�ֺ���;Ҫ������ˮԤ����-����-����-�����IJ�����Ӧ�����ϸ�Ŀ���֮�£����ֻ�����Ҫ���Ƽ������£�
(1)��ˮԤ��������¯��ˮ����ӦС��0.005%����С��0.002%��
(2)ת¯���ϴ����������յ���ƣ�������������������յ�ɷֺ��¶�һ�������ʣ��������ܽ������������ٸ��зǽ���������������
(3)�������֣���ֹ���������ɱ��������ߺϽ������ʡ�
(4)�ְ������ʣ����ֹ������������¯�����ʼ�����ԭFeO�������ְ����ɷ֡�
��ʵ��������,���ڸ��зǽ������ӵĴ���,�������һЩ�ֳ���Ʒ�������������ж�,�����ҵ�ľ�����ʧ,���,�����������еķǽ��������о��������߶����ӡ�
̼��C�����ǶԸֵ�����Ӱ�����Ļ���Ԫ�ء�����¯��עʱ����¯֮���ˮ��̼�������Ҫ��С��0.02��������C=012��0.17�����������ײ������ѡ����ѣ��������©���¹ʡ�Ϊ�˼�������ֶ����Ƶ������ԣ�ͨ���ڱ�֤��е���ܵ�ǰ���£��Ѹֵĺ�̼��������0.16��0.22����Χ�ڣ������̣�Mn��������ߵ�0.7��0.8����
�к�Ԫ�أ���S����P��������S��P����ԭ���д���ġ�S�Ըֵ���������������ͻ����Ӱ�죬S����0.025��ʱ���ֵ���չ�������Ե��½����������Ƽ��أ�P��ʹ�ֵľ���������ӣ�������������ǿ����ˣ�����������ˮҪ��SС��0.03�������SС��0.025������S+PС��0.05�����ܷ�ֹ�������������ơ�
�裨Si�����̣�Mn���������ƣ��衢�̺�����Ӱ��ֵĻ�е���ܣ���Ӱ���ˮ�Ŀɽ��ԡ�����Ҫ��Ѹ��й衢�̺��������ڽ�խ�ķ�Χ�ڣ�����ֵSi±0.05����Mn±0.10�������Ա�֤����¯�������й衢�̺������ȶ������Ҫ���ʵ����Mn��Si�ȡ�Mn��Si����3.0���ɵõ���ȫҺ̬����������Ը��Ƹ֍�ˮ�������ԡ���ˣ��ڳɷݹ��Χ�ڣ�����Si��Mn����������Mn��Si����3.0���Ը��Ƹ�ˮ�Ŀɽ��ԣ������������ֵ�һ���ص㡣
����������������к�Ӱ�죬����[S]���ȴ���������Mn/S����Ч�������������ԡ�MnS���۵���1610�档
����Ԫ�غ��������в���Ԫ����ͭ������Ǧ����ȣ�ͨ�����ɷϸִ���ģ�����ұ���в���ȥ���������ڸ��С�����������ȴ����������������������ЩԪ���ھ��縻������������������ơ����Ӧ��ѡ�ϸֻ�ϸִ���ʹ�ã����Ƹ���ͭС��0.2���������顢�ຬ��С��0.10����
��Ԫ�أ�Ϊ�˸��Ƹֵ�ʹ�����ܣ����ֺϽ�ʱ����������Ͻ�Ԫ�أ�ʹ���ڸ�ˮ�б�����һ������������к����Ͻ�Ԫ����Nb����V������߸ֵ����ԣ����ӿ����ⸯʴ������
7���в���Ԫ�ؼ���Ը����ܵ�Ӱ��
1������Ԫ���ڸ��е�ƫ��
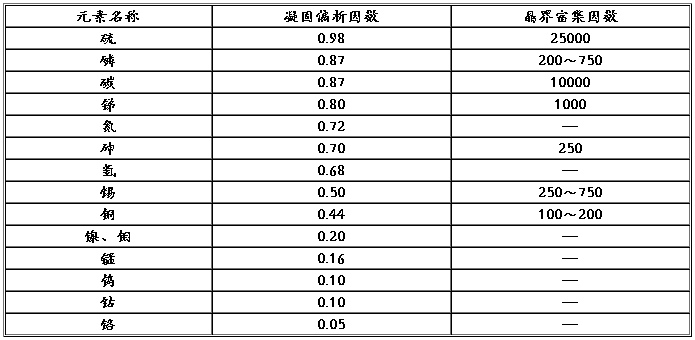
�������Ԫ���ڸ�������ƫ������ʽ���ڲ��������õġ������ڱ������������ļ������ɽ��������ܡ��١��⡢�̡����⣬��������Ԫ���ڸ��о��н�ǿ��ƫ������������Ԫ�ص�ƫ�����̣��ȿ��Է����ڸ�Һ�����̹��̣�Ҳ���Է��������Ĺ�̬��䣬������Ҫ�ϳ�����ɢʱ�䡣
��ͬ�IJ���Ԫ����ƫ������������ƫ��ϵ�������Ƚϣ�����ƫ��ϵ��ȡ���ڲ���Ԫ���ڹ����Һ������֮��ķ���������һ���Ƚᾧ�Ĺ����к��в���Ԫ�ؽ��٣�����ᾧ�IJ�����������Ԫ�ؽ϶࣬����γɵ��͵�����ƫ����۽ṹ����ͬ����Ԫ���ڸ��е�����ƫ����������1������һ���������������ڦ�c/c������ƫ��ʱ��ƫ������Ϊ�㡣
�������������������£�����ƫ������С��0.5һ�㲻��������صĺ��ƫ���������������ð�ڲ�����Ҫƫ��Ԫ�������ס�̼��������ࡢ�����顢�⡢������Ӧ��һ���ֲ��ϵ�Ӳ��Ҳ�������������������ݡ�
��Ӧ������ƫ��������Ԫ���ڹ�̬��������У�Ҳ���ܲ�������ƫ�����ֵĵڶ���ػ������Ҫ�����ס������顢���ھ�����ƫ�������ġ�������ƫ����ȣ����ڲ���Ԫ��ֻ����������ɢ����������ƫ��һ����Ҫ�ض����¶Ⱥ�ʱ�䣬ƫ����λ��һ����ԭʼ�����徧��Ⱦ���ȱ��λ�á����ֲ���Ԫ���ھ����ϵľ��縻�����������ڱ�3������һ����������������Ϊ����Ũ���뾧��Ũ��֮�ȡ�����Seah-Hondrosģ�ͣ����縻�����������Ԫ���ڸ����ܽ�ȳɷ��ȡ����þ����ϵlg�£�algcm+b�����֪��һ�ֲ���Ԫ���ڸ��еĹ��ܶȣ��Ϳ��Դ��¹������ľ��縻��������ʽ�Ц�Ϊ���縻��������cmΪ����Ԫ�ص��ܽ�ȣ�a��b��Ϊ����������a��-0.868��b��0.898��
��1������Ԫ���ڸ�������ƫ��������;��縻������
���е�����Ԫ�Բ���Ԫ���ھ���ƫ����Ӱ��ܴ���Guttmann�Ĺ����������̡����������١��⡢�ѡ�ﯶ���ƫ����Ӱ��������ǿ���������������ڸ��е�ƫ���̶������൱��ǿ�����ڹ衢�̶Բ���Ԫ���ھ���ƫ����Ӱ��ܴ����ִ��������ָ����У��ѽ��衢������Ӧ�ص�����Ԫ�أ������ɿ�����0.05 %���¡�
2��������Ԫ�ضԸֲĸ������Ե�Ӱ��
������ʵ���У��������ѷ��ֲָĵ��ȼӹ���������еIJ���Ԫ����ͭ��������Ҫ��ϵ��������Щ����Ԫ�غ���һ�����ߣ��ֵĶ������ܻ��������ܽ����ض�����ν�ȴ�����
������ѧ���ݿ�֪������ȫ��������Ԫ���ں��ʵ������������¼��ȣ�����ѡ���������Ľ�������ḻ���ڸֵı��档�����ڰ�������������������ɢ���̣�δ���������IJ���Ԫ�ؽ������ڽ�������������Ƥ�Ľ��棬�ֲļ���ʱ��Խ��������Ƥ��Խ����Ӧ�ڱ��渻���IJ���Ԫ��Ҳ��Խ�ࡣ
����ͭ���⣬�ָ����IJ���Ԫ�ػ�������ֲĵı����γɸ�����������γɵ��۵�Һ�ࡣȻ��������ͭ�ڸ��е��ܽ�ȵͣ������о������Է��ֱָ�����ʱ�����γ�һ�����ͭ������ֵ��ȼӹ�(���������)�¶���ͭ���۵�(1083 ��)�����������������ͭ���γ�ҺĤ������ʪ�ֵı��沢�ؾ�������ڲ�������������ص�ͭ�ѣ�����Ŀǰ�ѷ��ֵ������صļӹ��ȴ��Ի���֮һ��ͭ�ڸֱ��渻���ij̶ȣ�ȡ���ڸ��еIJ�ͭ����������ʱ�������̶ȣ��Դ�ͳ���������գ��ֲĴӿ�����������һ������Ҫ�����θ��¼���ʱ�̣����������������У��������ڲ���ʽ��������¯�г�ʱ��ĸ������������������ڲ���ͭ���������ڸֲĵ��������ƺͶ����¶�����һ����1000��1150 �棬ǡ������ͭ���۵㷶Χ������ͭ���һ����Ч;�������ͭ�Ͻ���۵㣬������������Ϊ��Ч��������в���Ԫ�ؽ���ͭ����ֻҪ��������0.35 %�����������������£��������漴��������ص�ͭ�ѣ���Ϊ�Աȣ�������к����������⣬�京��Ϊͭ������һ�룬��ͭ0.75 %�ĸ�Ҳ����˳���ؽ�����������֮�����в���Ԫ�������顢����ή��ͭ���۵�Ӷ���ǿͭ�������ԡ�Ȼ���������û��ͭ����Щ����Ԫ����������£��Ըֲ������Բ�δ����������Ӱ�졣��Fe-Cu-C��Ԫ��ͼ�ɼ�������̼����Խ�ߣ���������ͭ���ܽ��Խ�ͣ�����Ϊͭ��������ҲԽ�ߣ����⣬����̼�����ϸߣ������������¸�����ͭ�㲻����������
������������ʱ���ȼӹ�������������ص����ѣ��������Ǵӱ��棬���Ǵ��ڲ��������ѣ���ԭ��������Һ���FeS�����۵��Ϊ816 �棬���ֵ��۵���Ըְ����徧���кܺõ���ʪ�ԣ���������������һ���ؾ����ƣ��ֲ��ȼӹ��¶������816 �棬FeSΪ�����������ѣ���֮����ȼӹ��¶ȸ���1038 �棬FeS�����������ܣ�ֻ����816��1038 �����䣬����ֲŽ����ȴ��������������㹻��MnԪ�أ��������γɸ��۵�MnS������Ч���ͻ���������������ȴࡣ����̼�֣�����̼����Ϊ0.2 %ʱ���ȴ���Ϊ���أ�̼��������0.2 %�����0.2 %����ʹ�ֵ���������ߡ�
3������Ԫ�ضԸֻػ���Ե�Ӱ��
�Ͻ���д��ڵ�������Ԫ���Dz����ڶ���ػ���Ե���Ҫԭ�������»ػ������������Ԫ�����㹻����ɢ������������㹻����ʱ����Щ����Ԫ�ؽ����ɾ�����ƫ�������յ��¾���������ѧ�����ϣ���ӳΪ�ֵ��͡���ת���¶������ͳ�����½����ڳ���Ͽ��ϣ����ؾ�����Ϊ�����������ö�Ъ�羵�������Է����ڶϿڱ��棬�и�Ũ�ȵIJ���Ԫ�ظ��������к��й輰��Ԫ��ʱ�������ٽ�����Ԫ������ĵڶ���ػ���ԡ�����������ڹ衢�̴ٽ�����Ԫ���ڸ��е���ɢ��ƫ���������෴��������������������⣬һ��Ϊ0.2 %��0.5 %�������Ч�����Ƶڶ���ػ���ԡ�
����ڶ���ػ���ԵIJ���Ԫ��Ϊ�ס���������࣬��Ӱ��ǿ���ఴ��������ݼ�����ԭ������벻ͬԪ���ڸ��е���ɢ��ƫ�������Լ������ڸ־����ϵ���Ϊ�йء�һЩ�о���������������ü�Ȩ���������۲���Ԫ�ضԻػ���Ե�Ӱ�죬��ͬ���ָ�Ԫ�صļ�Ȩ�����ͬ�����þ��鹫ʽ��K��(Mn+Si)(10P+5Sb+4Sn+As)��ʽ��Ũ�Ȳ��������ٷֱȺ������Զ������Ʋ���Ԫ�ضԻػ���Ե�Ӱ�죬ʽ��Kֵ�ɶ���Ϊ�����ȡ�����һ�������顢��ļ�Ȩ������С���ף��ʿɽ����ֲ���Ԫ�ص������Ӻͣ���Ϊ�ֲĴ����ȵ�һ��ָ�ꡣΪ����Ч��ֹ�ڶ���ػ���ԣ��������ʴ��ͷ����ת���ø�35NiCrMoV�������ȿ�����K��(1.6��4)×10-3������Ч�ر���ڶ���ػ���ԡ�
���ڵ�����Ԫ�Բ���Ԫ�ؾ���ƫ���´�Ĵٽ����ã������ر�ǿ��Ӧ�ϸ���Ƹ��еĹ衢�̺������̺������漰�ֵľ������������յĸĽ���
�������ֲ���Ԫ���У�ֻ����������ʱ���Գ�ȥ���������ֶ�������ȫ����Ԫ�ء�Ŀǰ������������ļ������Ծ��õس�ȥ��Щ����Ԫ�أ����ŷϸֵĶ��ѭ������ЩԪ�صIJ����ڸ��н������࣬���ֹ�ҵ��Ⱦ�������¸�����ȫ��ֲ����ܵ����˻��������ο��ƺ����ϸֵ�ʹ�ã���ζԸ���������ˮ����Ԥ�����������Ч���ƸֲĵĹ�ҵ��Ⱦ���⣬�������ֹ��̣�Ӧ�о�����Ч�Բߡ�
4������Ԫ�ضԸֲĿ���ʴ���ܵ�Ӱ��
������ѧ��������ˮ������ȫ��������Ԫ�ؾ������ڼ�С�������������еĸ�ʴ�ٶȡ���ԭ��������Ԫ�ص�������Ҫ�����������Ÿֵ�ѡ�����ܽ⣬���в���Ԫ�ؽ����ڸֱ���������ɴ���С�ֵĸ�ʴ�ٶȡ����в�ͭ����������0.15 %�����������Լ����ֱ������һ��ۺ�ɫ��ͭ�㡣
Ȼ��������Ԫ�ضԸֲ���ʴ�Ե��洦��ʵ��ʹ���в����������ã��෴����Ԫ���ڸֲ���ϴ������ȴ������Ҫ���鷳��
����ʴ�����ͬ������Ԫ�ؿ�����Ч����߸ֲĿ�������ʴ��������������Ϊ���ǿ���Ч��Ӱ��ֲı������ʴ���ƣ���������Ԫ�صĸֲ��ڻ�����ʴ��������γ�һ�������Ļ�ɫ��㣬���ֶ����������������ˮ����һ����ˮ�����Ѹ�����������γɣ�����û���κα������ã��෴��ӿ��һ������ʴ���̡����к�������ͭ���ס��������Ȳ���Ԫ�أ��ڴ�����ʴ�����£����潫�γ�һ���Ӳ�ĺ�ɫ��㣬��ֵ�ճ���Ժã��ҷdz����ܣ�����ˮ������������������㣬�Ըֽ�һ����ʴ�����б������á��ڴ�����ʴ����£��ֲ���ʴ����Ҫԭ��������Ȼ�����±������ˮĤ������ˮ�ĸ��������£��ֲIJ���ʴ�����в���Ԫ�ص�����ǡǡ�����ӳ��ֱ��洦�ڸ���״̬�µ�ʱ�䣬����ֱ���ֻ��żȻ����ʪ�����������þ���Ϊ���ԣ������Ƭ����Ľ������������ֻҪ�в���ͭ(0.05 %)�Ϳ����Խ�����ʴ���ʣ�������ͭ����ʱ��Ϊ��Ч������ͭ�Ըֲ���ʴ�Է�����������ã�Ŀǰ���ָ��ֲ���ͭ��Ϊ�Ͻ�Ԫ�ء��������ʹ�����ʴ�ֵ���ͭ�֡�Ȼ�������ڸ��е�ͭ������ұ���г�ȥ���Ƿ���ұ���м�ͭ��������ʴ�֣�����Ӧ����ϸ�о������⡣
5�����в��൪����
���в��൪��Ҫ��������ʽ���ڣ�һ������������γ�AlN������������ɢ��AlN���ӿ��Զ��������徧�磬ʹ֮���׳���������������ĸ�Ϊ����ϸ�����֡����ڴ����֣����ڲ��ó�����ұ�������̼������һϵ�й����ֶΣ����в������͵��ܵͣ��������������������ʱ�Դ��������������ڸ��в���AlN���͵�����£��ȼӹ�ʱӦ�о���μ�С�����徧���ֻ�������һ���Dz��൪��Ϊ����ԭ��������λ�����ϣ����ǵ�̼��������Ӧ��ʱЧ�ֵ���Ҫԭ��֮һ������ڸ�ˮ�н����൪���úܵͣ��������㹻�Ļ���Ԫ���ѣ������겶����Щ���ܵ����Ϳ��Եõ���Ӧ��ʱЧ�֣���������ְ�ij�ѹ����������ʮ���������������в��ٹ��ڸ����������о��������Ըֲ���ѧ���ܵ�Ӱ����Ȼ�������Ҫ����
���в������������ǿ�ȺϽ�ֵ��ӳ��ƻ��������ƻ���ʽ�����ڸ��еĿ�����ɢ����ȱ��λ�õľֲ������йأ�������еİ���ʷ�������Ǹ�ǿ�Ͻ����������Ҫ�ؼ�֮һ����������ת¯ǿ����ұ������ˮ��մ��������в��⺬���ѽ���(2��3)×10-6����˸�������ɵ��������ڻ������������
����15�ֳ����IJ���Ԫ�أ���ЩԪ�������ֹ����з�Ϊȫ�����Ͳ��ֱ���Ԫ�أ�����8��ȫ����Ԫ�أ���������ʱ���ܳ�ȥ������ϸֵ�ѭ���ڸ������ۡ���8��ȫ����Ԫ���������ܡ��١��������߸ֵĴ��ԣ���������Ԫ�أ�ͭһ�����������ֲĸ����ȼӹ�ʱ��ͭ�࣬����һ�����ֿ�����߸ֲ��ʹ�����ʴ�������������в���������顢�������к�Ԫ�أ��������ڸ��м�ǿͭ�࣬����Ҫ�������ᵼ�ºϽ�ֵĵڶ���ػ���ԡ���7�����ֱ���Ԫ����̼���̡������dz������Ԫ�أ��������ڸְ����廯ʱ�ľ������ƣ���ͬʱҲ������ֵ�Ӧ��ʱЧ�����е�����һ���к������Ԫ�ء����Ƹ��еIJ���Ԫ�صĺ������Ǵ����ִ����ֹ�ҵ���Ƚ�ˮƽ��־֮һ��
�� ����ԭ����
����ѡ��ԭ���ϵ�ԭ�������������֤�����᳹���Ϸ�����ʵ��ת¯���ֹ����Զ����ĺ���߸��������ָ�����Ҫ;����ԭ������Ҫ�ɣ���ˮ���ϸ֡��������ϡ����Ͻ𡢺������ȡ�������ѡ��ԭ�����Ǹ���ұ�����֡��������ռ�װ��ˮƽʹ֮�ﵽ�͵�Ͷ�룬������������ԭ��
1��ԭ����
��1��������
��ˮ��һ������װ�������ܽ����ϵ�70%���ϣ�[Mn]/[Si]Ϊ0.8��1.0ʱ��ұ���IJ���������������
�ϸ֣�һ������װ�����������ܽ����ϵ�30%��
���Ͻ𣺹��������������̺Ͻ𡢹�Ʊ���
��2���ǽ�����
�������ϣ�
ʯ����Ҫ�ɷ�CaO��Ҫ��CaO��85%��SiO2��2%��S��0.2%�����Ϊ mm��
����ʯҪ��MgO��20%��P��S�����ͣ����Ϊ5-40mm
������ʯ����Ҫ�ɷ�CaMg��CO3�������պ�Ϊ�����ʯ����Ҫ�ɷ�MgO ��CaO��ʹ�����հ���ʯ�����롣
өʯ����Ҫ�ɷ�CaF2����CaF2��85%��SiO2��4%��S��0.2%�����Ϊ5-40mm��
��������������������99.5%���ϡ�
��ȴ�����ϸ֡������顢����ʯ��������Ƥ
��̼����̼�۵�
2 �ͻ����
2.1�ͻ���Ϸ���
�����ͻ���ϡ������ͻ���ϡ������ͻ����
2.2�ͻ��������
�ͻ�Ⱥͺ��������㡢���¿���ǿ�ȡ������ȶ��ԡ������ʺ��ܶȡ������ԡ�
2.3�������ͻ���ϰ����ְ����ͻ���ϡ��м�����ͻ���Ϻ������ͻ���ϡ�
�ְ����ͻ���������ò㡢�����㡢���߲㡢���ײ���ɡ�
�м�����ͻ�����ɱ��²㡢���ò㡢�����㡢���ײ���ɡ�������ͨ������Ϳ�Ϻ;��Ȱ塣��һ���ֳ����õ���Ϳ���м����
�������ͻ�����ְ��ó�ˮ�ڡ���ש���м���ý���ʽˮ�ڡ�����ˮ�ڡ�������
�ߡ���������ת¯�豸
��������ת¯���ֹ����豸��Ҫ�������ĸ�ϵͳ���ɣ�
1 ת¯¯�����㶯ϵͳ
��1��ת¯¯������ṹ����¯�ǡ���Ȧ�����ᡢ��������IJ��֡�
��2��ת¯¯�������ͻ���������ɵ�¯�����ͣ��׳�ת¯��¯�š�����״���������۳���״�IJ�ͬ��ת¯¯�Ϳɷ�ΪͲ���͡����͡����͡�
��3���۳�ֱ��D=k(G/t)1/2
����k����������һ��ȡ1.85��2.3���������ڴ�¯�ӣ���������С¯�ӡ�
G��ת¯װ������t��ת¯����ʱ�䡣
��4���۳����H��
���Ƽ��㹫ʽ
Ͳ���ͣ�H=(V+0.046D3)/0.79 D2������ת¯���������¯�͡�
���ͣ� H=(V+0.0363D3)/0.70 D2
���ͣ�H=V/0.574 D2��С��ת¯���������¯�͡�
����D���۳�ֱ�� m V�������۳����m3
��5�������������ֳƹ��ƶ�λ��������˵������ˮ�ϸ�ƽ����������ƽ����������ƽ�������������ҹ�ͨ������ƽ��������Ϊ¯�ӵĹ���������
��6��¯�ݱȣ�ת¯��Ч�ݻ�V�빫������T�ı�ֵ��
¯�ݱȹ�С����ʹ�罦�Ͷ�¯�ĵ���ʴ�Ӿ磬ʹ����ǿ�ȵ�����ܵ����ƣ������豸����Ͷ�ʹ���һ������£���0.85��1.05m3/t����¯��ȡ���ޣ�С¯��ȡ���ޡ�
��7���߿��ȣ�ָת¯�ܸ߶�H����¯���⾶D���ı�ֵ����1.35��1.65֮�䣬��¯��ȡ���ޣ�С¯��ȡ���ޡ�
��8�����ֿڳߴ�
���ֿ�λ�ã�¯ñ��¯�������Ӵ���
���ֿڽǶȣ�ָ���ֿ���������ˮƽ�ߵļнǣ�һ��Ϊ15��25°��
���ֿ�ֱ����d=��63+1.75T��1 /2 ������TΪת¯��¯������
��9���㶯����
�㶯�������ͣ����ʽ�㶯������������ʽ�㶯������ȫ����ʽ�㶯����
2 ԭ���Ϲ�Ӧϵͳ
��ˮ���ϸ֡��������ϡ����Ͻ��ԭ���Ϲ�Ӧ��
��ˮ����ˮ������������������������¯��Ӧ��ʽ����ˮ����Ӧ���ص����豸��Ͷ���٣�������ʧ���أ�ճ����������ء�����������������ӦͶ�ʱȻ���¯�١��������ַ�ʽ�ڴ��桢������ˮ�����ö��������¯��
����¯������һ����ת¯��λ���������������¯����������Ӧ������¯�����ǣ�
Ø�νӸ�¯��ת¯����ˮ��Ӧ
Ø������ˮ���ȶ�ת¯����������
Ø������ˮ�ɷ�
Ø������ˮ�¶�
3����������ϵͳ
��1������ϵͳ������������ѹ�����ޡ�ѹ��������ѹ�����ޡ������ܵ��ȡ�
��2����ǹ�����߶�����ͷ��ǹ����ǹβ��
���߶�����ͷ��һ�������������ŵ����죬�������Ρ����ڡ����Ŷ���������ɡ�
��3����ǹ�����ټ���۳��¶ȡ���̼����������Һ��λ�ü�ȡ����
4 ����������ú������ϵͳ
ת¯��������������ȼ�շ���δȼ����
ת¯��������������Ϊ��ȫʪ������ʪ��Ϸ���ȫ�ɷ���
δȼȫʪ����OG�������������豸�����֣��ֻ���̶������̵���Ԥ�ȹ�¯�����Ϲܡ���ˮ������������ȡ�
ú������ϵͳ�������������ú����ˮ�������̳�����ˮ������
ת¯�����к��д�����һ����̼���������δȼ����һ����̼�������еĺ�������ұ��ʱ������ӣ��ﵽ��ֵ���ֽ�����������������߿ɴﵽ90%��ƽ��70%���ң���һ����̼������60%����ʱ������ֵ�ɴﵽ8000kJ/Nm3��ת¯�������¶�Ϊ1450������߿ɴﵽ1600����ת¯��������ϵͳ��ת¯���ֹ����в���ȱ�ٵIJ��֣�����ת¯ұ���豸��ұ��״��������״����Ӱ���Dz��ɺ��ӵģ���������ϵͳ�����д�һ�����淴ӳ�����ֳ����豸����ˮƽ�ĸߵͣ�����ת¯��������ֱ�ӵ�Ӱ�졣ת¯ú����������ϵͳ�������̼�ͼ1��
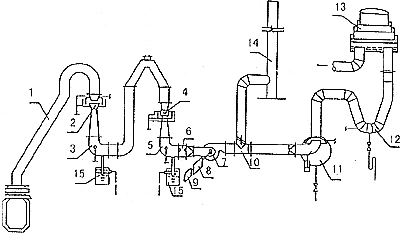
ͼ1��ʯ��30tת¯ú����������ϵͳ����ͼ
1 ������ȴ�̵���2 �������Ϲܡ�3 һ����ͷ��ˮ����4 R-D�ɵ��������Ϲܡ�5 ������ͷ��ˮ����6 ˮ����������7 �ķ�� 8 Һ��ż������9 �����10 ��ͨ����11 ��תˮ�⡡12 U��ˮ�⡡13 ú����14 �̴ѡ�15 ��ˮˮ�⣻
�������̼�����ת¯ұ�������в�����������¯�ڻ���ֲ�����������ȴ�̵�����������ȴ�̵������ĸ���������ˮ�����(��������)���ֶ��ɵ��������Ϲܺ��������Ͳ����µ�70��������һ��90°��ͷ��ˮ���������õ��������������ͺ��������R-D�ɵ��������Ϲܡ�����90°��ͷ��ˮ����ˮ����������������һ�����������������ŷű��������������������ܵ�����ú��������������ɷ�����������2%��һ����̼������30%ʱ������ú�������ɢ��
����Ϊ��֤ú�����յĿɿ��ԺͰ�ȫ�ԣ��ﵽ���õĻ���Ŀ�ģ�����п�����һϵ���������ƣ���ǹ�����ֵ�����;�������պͷ�ɢ�л����Կغ��������ֿ���ѹ����ϵͳ��ұ�����������ķ��������ұ��������������ú����ߵ�λ������ˮ����ֹ������ͨ����������
�ˡ���������ת¯����
ת¯����
��������ת¯ϵͳ������Ҫ��װ���ƶȡ������ƶȡ������ƶȡ��¶��ƶȡ��յ���Ƽ������Ͻ�����ƶȣ��Լ��ְ�������������¯��¯��ά����Ҫ������ɡ�
���������н�����¯���ɷݼ��¶ȱ仯
ұ�����̴��·ֳ������Σ�
������ǰ�ڣ�ָSi��Mn�����ڡ���һ���У�Ӧ�跨��ǰ���������γ�һ����ȡ�һ����FeO���ͣ�MgO�������������õij��������;������£�������ȥS��P�ͼ�С��������¯����¯�ĵ���ʴ��
�ƴ������ڣ�ָC�����ڡ�C������������ʹ���У�FeO���������ͣ����׳���¯���������������������罦��ͬʱ��C��O��Ӧ����S��P�����������Ķ���ѧ������
���յ���ƣ�����̼��ͬʱ��ȷ��P��S�������¶ȷ��ϸ��ֵij���Ҫ���ƺ�¯���������ԣ�ʹ��Һ�к��������ˣ��Ա�֤�ֵ�������
���ø֣�����Ҫ����������ܴﵽC���ϸ���Ҫ��Χ��ȥ��S��P�к�Ԫ�أ��Լ����������ʵij����¶ȡ�
1�� װ���ƶ���
װ���ƶ���ָת¯������װ�����ͺ��ʵ���ˮ��ϸ�֮�ȡ�
װ������ѡ�����ݣ�
(1).¯�ݱȣ�V/T����ָ¯�ӵ���Ч�ݻ���V����ƽ����������T��֮�ȣ���λ��m3/t��
(2).�������۳����
(3).�������������豸��ƥ��
�����⾭�����õ�װ���ƶȣ�
(1).����װ���ƶ�
(2).����װ���ƶ�
(3).�ֽζ���װ���ƶ�
����¯�������ת¯����ʵ�зֽζ���װ���ƶȣ�������ˮ�ɷֺ��ȸ�ԣ�̶ȣ��ʵ�������ˮ�ͷϸֵ���¯������
2�������ƶȣ�
Ø�����ƶ���ָ����������������������۳أ�ʹ��������Һ���������ѧ��Ӧ�������õ����������о������ݰ�������ǿ�ȣ�����ѹ����ǹλ�ߵͺ�����ṹ�ȷ��档
Ø ����������ָ��λʱ�����۳ع�����������
��������(m3/min)=ÿ�ֽ�����������m3/t��×��������t��/����ʱ�䣨min��
Ø ����ǿ�ȣ�ָ��λʱ���ڣ�ÿ�ֽ����ĺ���������ÿ�ֽ�������������
����ǿ��(m3/t.min)= ��������(m3/min)/������װ������t��
Ø ��ǹ�������۳ع�������Ҫ�豸������ǹ�������죨��ͷ�������֡������ǽ���ѹ��������ת��Ϊ���������������豸����һ��ѹ�������ٶȵ�����ת�������ҳ�Ŀǰ���õ��Ŀ���ǹ����ĺ���ֱ����20.6mm��������Ϊ2��ǹ������������ǹ�������н���11°��
Ŀǰ����С¯�ӹ���ѹ��Ϊ0.5-0.8Mpa����¯�ӹ���ѹ��Ϊ0.85-1.1Mpa��
Ø�������ɶ��۳ص�����
��ֱ�Ӵ���������������Һֱ�����ա�
����Ӵ���������Һ���������������ɣ�FeO����һ���֣�FeO���ֱ������ɸ���������
Ø ǹλ��¯����FeO�������۳��¶ȵ�Ӱ��
��ǹλ��FeO�Ĺ�ϵ
Ϊ�������У�FeO����������������ǹ�ʵ����һЩ����֮���ɲ�ȡ��ǹλ������
��ǹλ���۳��¶ȵĹ�ϵ
ǹλ�ϵͣ����۳ؽ�������ǿ�ң���Ӧ�ٶȿ죬����ʱ��̣��۳������ٶȼӿ죬�¶Ƚϸߣ�ǹλ�ϸ�ʱ�����۳ؽ������ý�������Ӧ�ٶȻ���������ʱ���ӳ����۳������ٶ������¶Ƚϵ͡�
ǹλȷ���ľ��鹫ʽΪ��
H=��25-55��d��
H����ǹ��ͷ���۳�Һ��ľ��룬mm
d������ǹ��ͷ����ֱ����mm
����������
Ŀǰ�У���ѹ��ǹ����ǹ��ѹ����ѹ��ǹ���ֲ������͡�
��ѹ��ǹ������ѹ�����䣬ǹλ�ߵͱ仯��Ŀǰ���ڹ㷺���õĹ���������
��ǹ��ѹ��ǹλ���䣬���ڹ���ѹ����С
��ѹ��ǹ����һ����ǹλ�Ļ����ϣ�����ǹλ������ѹ�����ﵽ˳��ұ����Ŀ�ġ����ڱ�ѹ��ǹ��������Ч���Ӱ�죬�����в���������ȷ���ơ�
һ¯�ֵĴ���һ��������Σ����ε���̼��Ӧ�������£�
��������ת¯���ֹ�����̼����Ӧ��Ҫ���������黯Һ�н��У��ٶȺܿ죬����ת¯���ֵ��ص�֮һ����ת¯���ֹ����е���̼���̴��·�Ϊ�����仯�ڡ��ڢ���(����������)����̼��Ӧ�ٶ����Ŵ����Ľ��ж����ϼӿ졣��Ȼ��ʱ�����к�̼���ܸߣ�������̼��������Ӧ����Ϊ�����¶ȵ͡����̺����ߣ����ҹ衢�����������������Դ����Թ衢�̵�����Ϊ����ͬʱͨ�������ų�����ʹ�۳ص��¶�������������̼�ٶ������¶ȵ��������̺������½�������ߣ��ڢ���(̼������)��̼�ٶ��ȶ�����Ϊ���ڵ��۳��¶�����ߵ�1450�����ϣ��衢���ѱ������������۳��ڹ衢����ʣ������ʱ̼���ڻ���״̬����֮����̼����Ӧ�����ķ��������ǿ�ҽ����γɵ�����Һ����ʹ��̼�ٶȴ�Ϊ�ӿ죬���Դ�����Ҫ��̼���������䷴Ӧ�ٶȿ���ȶ�����̼�ٶȴ�Сȡ���ڹ���ǿ�ȣ��ڢ���(ұ������)̼�������ٶȳ�ֱ���½�����Ϊ��ʱ̼�����ڢ��ڵľ��ҷ�Ӧ���Ѿ��½����ϵ͵�ˮƽ�����ﷴӦ�����̼��Ϊ���٣�ʹ��̼��Ӧ������ѣ���̼�ٶ��½�����ʱ̼�������ٶ��봵���������ƣ���ȡ����̼��Ũ�Ⱥ���ɢ�ٶȣ����뺬̼�������ȡ������У���̼�ٶ�ȡ����̼�Ķ��١�
��������������������������ƹ���ǿ�ȣ�Ŀǰ20��ת¯��ұ������Ϊ21��23���ӣ�40��ת¯��ұ������Ϊ23��25���ӡ�20��ת¯�Ĺ���ұ��ʱ��Ϊ12��13���ӣ�40��ת¯�Ĺ���ұ��ʱ��Ϊ13��14���ӡ�
3�������ƶ���
���ø�����Ҫ�����������������������ɼ������������йء�����������Ŀ���Ǣ�ȥ�����е��к�Ԫ��P��S���������������ڸ�Һ���棬������Һ�������������������к����塢���¡���������Ԫ�����𡣢������ϸ��ļ����P��Ӧ����ܱ�֤̼����Ӧ˳�����С��ݿ��Լ���¯��ʴ��
�����ƶ����о������������������ϵ����ࡢʱ����������Լ���ο��ٳ������ﵽ����ȵ�ȥ����Һ�е�S��P������ұ�������е������ٶ�����C�ٶ�֮���ì�ܣ��ڼ��̵�ʱ�����������һ����ȼ��������������ʵ�ճ�Ⱥ�������¯���IJ������ա�
Ø ¯����ұ�������е�����
Ø ¯������Ҫ����
������¯����ȣ�����ȫ����������ȫ��������֮�ȣ�R=CaO%/SiO2%��
������¯���������ԣ�ͨ�������к��������Ķ�����������
������¯�����ۻ��¶ȣ�¯�����۵�ͨ����ָ��ȫת��ɾ�������״̬ʱ���¶ȣ�������ȴʱ��ʼ����������ʱ���¶ȡ�
������¯����ճ�ȣ�¯�������Եĺû�����ճ������ʾ�ġ�
������¯����ĭ����ʹ��-��-���������õ��ܴ���ߣ��Ӷ�������¯�ڻ�ѧ��Ӧ�ٶȣ��ܻ�����õ�ұ��Ч����
د�����γ�
Øԭ�����������绯�������������������ﻯ�����ֹ����� ��
��������������
����������ʯ���ۻ���;��
ת¯һ��ʵ�е���������������ˮ�ɷ��еĹ衢�����ˮװ�������ʯ�ң��ṩ���ʵ�������ȣ�3.5���ң����ﵽұ��Ҫ��
������Ҫ������ʯ�ҡ�����ʯ������ʯ��өʯ��ɡ�
ʯ����Ҫ������ͨ����ѧ��Ӧȥ����ˮ�е�Si��P��S��Ԫ�ء�
����ʯ��Ҫ���ڵ���������MgO�������ﵽ����¯�ĺͽ�����¯������Ҫ��
����ʯ�������ڽ������ñ�֤�յ��¶����С�
өʯ��Ҫ�������ǻ�����ת¯��Ҫ���ʵ���ĭ����������өʯ��Ϊ���ۼ����ŵ��ǻ����죬Ч�����ԣ�һ�㲻����ʯ�Ҽ�������10%���������࣬��¯������ʴ���á�
����������Ҫ����ˮ�ͷϸֵ�����Ӱ�졣��ˮ��͡�����������ľ͵͡�
��������ת¯����Ҫ����,����Ҫ��Ѹ����þ���һ����Ⱥ������ԡ����������ú������㹻�����������ʵļ����������ӳ�¯�������������ܳ��еĴ����봫�ʡ���Ч�ط�չ������黯�������罦���ﵽ���ڴ����ѳ������Ŀ�ġ���Щ��Ҫ���״ʯ����Ѹ���ܻ�,���γ��ʺ�����Ҫ������������,����ʯ�ҵ��۽�����ǿ��ٳ����Ĺؼ���
��������,Һ̬����Ҫ����Fe��Mn��Si������,�����ٶ�����SiO2��Ũ�Ⱥܸߡ����������������Ŀ�������Ǻ�FeO��MnO�ܸߵĸ�þ���ʯ��2(FeO��MnO��MgO��CaO)*SiO2�Ͳ����塣��������̬ʯ�Ҽ����,������ʯ�ҿ��������һ�����ǡ����ǵļ��Ⱥ��ۻ���Ҫһ��ʱ��(��Ϊ��ֹ��),����40mm��ȵ�ʯ��,��ֹ��һ��ԼΪ50s��Ϊ�˼��ٳ�������,Ӧ�þ���������ֹ��,�ɲ���Ԥ��ʯ�ҵķ���,���ȼ�ʯ�Һ����ˮ��
ʯ�������Ļ����ǣ�������Ԫ�ص���������FeO��SiO2��MnO��Fe2O3���γ��������������ʯ�ҿ�ͽ����ڳ������У�����Щ�������Χ�š�����Щ�������ʯ�ұ��������ڲ���������CaO������ѧ��Ӧ������һЩ���۵�Ŀ��������ʯ�ұ������������Щ��Ӧ������ʯ�ҿ�����������ţ�����Ҳ��ʯ�������ڱ�������š�ʯ���������������������γ��ʵ����ܡ����۵��2CaO·SiO2���谭��ʯ�ҽ�һ���������������к���������FeO����ʹ2CaO·SiO2���塣MnO��Fe2O3ͬ��Ҳ�ܹ��ƻ�2CaO·SiO2�����ɡ�CaF2������MgO�ܹ�����CaO-FeO-SiO2��Ԫϵͳ��Һ������ʯ������������
�ڴ���ǰ�ڣ����ڣ�TFe�������ߣ���Ȼ¯�²�̫�ߣ�ʯ��Ҳ���Բ����������ڴ������ڣ�����̼�ļ�����������TFe�����������ģ������Ŀ�����ɷ����˱仯����2FeO·SiO2��CaO·FeO·SiO2��2CaO·SiO2���۵����ߣ�ʯ�ҵ�������Щͣ�ͣ����ַ�������Լ�ڴ���������1/3ʱ���ڣ�̼�����ĸ߷��ѹ�����TFe�����������ӣ����ʯ�ҵ������ӿ��ˣ������������ӡ�
Ӱ��ʯ���ܽ������
3.1���۳��¶�
ͨ��,һ���ɷݵ������������¶�ʱ�ܸ����������ԡ�������Ϊ�����¶ȿ��ṩ����Һ����������Ҫ��ճ�����,������ʹijЩ���ӵĸ��������ӽ���,��ʹ�������ۻ������Ƕ��ڲ�ͬ�ɷݵ�����,ճ�����¶ȵ�Ӱ���Dz�ͬ��,�ʵ�����۳��¶Ⱥͼ����ۼ������������Ĺ��ȶ�,�Խ���������ճ�ȡ�
3.2��ө��ʯ
өʯ����Ҫ�ɷ�ΪCaF2������������SiO2��Fe2O3��Al2O3��CaCO3������P��S�����ʡ�өʯ���۵�Լ930����өʯ����¯���ڸ����¼����ѳ���鲢Ѹ���ۻ�,������Ҫ������CaF2��CaO���ÿ����γ��۵�Ϊ1362���Ĺ�����,ֱ�Ӵ�ʹʯ�ҵ��ۻ�;өʯ����������2CaO*SiO2���۵�,ʹ¯���ڸ�����нϵ͵��ۻ��¶�,CaF2�������Խ��ͼ���¯����ճ��,������CaF2������������F���������жϹ����ε���״�ṹ,ҲΪFeO����ʯ�ҿ��ڲ�������������
3.3��FeO������
FeO��ʯ�ҵ��ܽ��нϴ��Ӱ��,FeO�������ؽ���������ճ��,���������ʯ���ܽ�����е��ⲿ��������;�ڼ�����ϵ��,FeO���ڱ����������,���Ը���������ʯ�ҿ����ʪ�̶Ⱥ����������ʯ�ҿ��϶�е�������;FeO��CaOͬ����������,����O2-��F3+��Fe2+���Ӱ뾶����,����ʯ�Ҿ����е�Ǩ�ơ���ɢ���û������ɵ��۵���Ƚ�����,�ٽ�ʯ���ܽ�;FeO�ܼ���ʯ�ҿ����2CaO*SiO2������,ͬʱFeO�д�2CaO*SiO2��������,ʹ2CaO*SiO2�Dz��ɶ�,������2CaO*SiO2�Dz���ۻ���
3.4��SiO2��Ӱ��
��һ���ɷݵ�������,����SiO2(�ڲ�����20%�ķ�Χ��),����ʹ�������۵��½�,ճ��ֵ�½�,ʹ������ʯ�ҿ����ʪ�����������,�Ӷ�����ʯ���ܽ���ƶ�����(CaO)���������������ʯ�����ջ��Ե����,����(SiO2)�������ֵʱ,���ٽ�2CaO*SiO2���γ�,����谭������ʯ�ҿ��ڵ�������(SiO2)����30%ʱ,�����γɴ����ĸ��Ϲ��������Ӷ�ʹ������ճ�ȴ�����ӡ�
3.5��MgO��Ӱ��
���ð���ʯ����,ʹ����MgO������6%��������,��߳�������MgO����,�������绯�����Ƴ�ʯ�ҿ�����γɸ��۵����ܵ�2CaO*SiO2�Dz�,��CaO-FeO-SiO2��Ԫϵ¯��������MgO,�п�������һЩ��þ�Ŀ���,��þ�Ƴ�ʯ(2CaO*MgO*SiO2,�۵�1450��),þ���ʯ(2MgO*SiO2,�۵�1890��),��ʯ(CaO*MgO*2SiO2,�۵�1370��)��þ���ʯ(3CaO*MgO*2SiO2,�۵�1550��),���ǵ��۵����2CaO*SiO2�͵öࡣ��������ڳ���ʯ�ҵ��ۻ��������������������������㹻��(��FeO),��(MgO)����������6%�������·�����,��������ճ������,Ӱ��ʯ�ҵ��۽��ٶȡ�
3.6��MnO��Ӱ��
MnO��ʯ���ܽ���������ñ�FeO��,����(FeO)�㹻�������,MnO������Ч�ذ���ʯ���ܽ�,����(MnO)����26%ʱ,���(FeO)����,����������ʯ�ҵ��ܽ⡣
Øʯ�Ҽ������ļ���
����ˮ���ϵ�ʱ����0.3%��
ʯ�Ҽ�����=2.14×[Si%]×R×1000/CaO%��Ч��ǧ��/������
CaO%��Ч= CaO%ʯ��-RSiO2%ʯ��
Siԭ����28 Oԭ����16
����ˮ���ϸ�ʱ����0.3%��
ʯ�Ҽ�����=2.2×[Si%+P]×R×1000/CaO%��Ч��ǧ��/������
Pԭ����31
1ǧ��������SiO2��2.14ǧ�� 1ǧ��������P2O5��2.29ǧ��
ƽ��ֵ����2.14+2.29��/2=2.2
Ø����ʯ����
����ʯ�������ļ���
����ʯ=����×����MgO�ĺ���/����ʯ��MgO�ĺ���×100%
��������ÿ�ֽ�����������¯��������������һ��ռ����������10��15%��
4 �¶��ƶ�
�¶��ƶ����о����ֹ����е��Ȼ�ѧ���¶ȿ��Ƶ����⣬���¶ȿ�����Ҫ��ָ�����¶ȼ��յ��¶ȵĿ��ơ�
Ø 1 �����¶ȵ�ȷ��
t�����¶�=t���̵�+t���ּ������½�+t������������¶�
Ø 2 ת¯��������Դ������
ת¯������������Դ��Ҫ����ˮ�������Ⱥͻ�ѧ����
Ø 3 ��ȴ��������
���õ���ȴ���зϸ֡�����ʯ����
Ø 4 ��ˮ�¶ȿ���
��ˮ�¶ȿ��ƾ���ָ�Ը�ˮ�յ��¶Ⱥʹ��������¶ȵĿ��ơ�
��Ӱ���ˮ�¶ȵ���Ҫ����
�١���ˮ���¶�
�ڡ���ˮ�Ļ�ѧ�ɷ�
�ۡ���ˮ�ͷϸ�װ����
�ܡ�ͣ¯ʱ����¯��
�ݡ���������
�ƴ������̵��¶ȿ���
���������۳��¶ȹ��ߡ����;����ã�
�¶ȹ��ߣ�
�ѻ������¶ȹ�����̼��Ӧ��Ϊ���ң���ʹ����FeO���ֺܵ�ˮƽ��ʹʯ���ܽ�������ѣ������������ء����ɡ���
¯����ʴ���أ�����ʯ¯�ĵ��ͻ��¶Ȳ����Ǻܸߵģ�¯�����ߣ�¯���������ƴ����ʴ�������ס�
ĩ��ȥ�����ѣ�����Ӧ���¶ȵ������Խ�ǿ����Ȼĩ�����ļ�ȸߣ����������ķ�����½�����ʹ��Һ�еĺ��������ѽ���Ҫ�����¡�
�ܽ��ڸ�Һ�е��������ӣ��Ӷ�Ӱ��ֵ�������
���ָ�ˮ�¶ȹ��ߣ�������ɽ����¹ʡ�
�¶ȹ��ͣ�
�¶ȹ��ͣ�ǰ�ڻ������ã���������������Ӱ����������
Ϊ�����¯�£�Ҫ����һЩǿ���Դ�ʩ���������Ͻ����ġ��������ӡ�ʹ����ʱ���ӳ���
�ְ��½�����Щ��ʩ��
(1)�ְ��ڳ��������Ȳ㣬����ɢ�ȡ�
(2)�ְ��濾���ø�Ч����װ�á�
(3)�ӿ�ְ�����ת��������֡�
(4)�ְ��Ӹǡ�
(5)�ְ���ˮ����ӱ��¸��Dz��ϡ�
5���յ���ƣ�
Ø�յ������Ҫ��ָ�յ���¶ȼ��ɷݵĿ��ơ�
Ø�յ������е��ص��ǣ�
�š����к�C���ﵽ�������ֵĿ��Ʒ�Χ��
�ơ����к�S��P�������ڹ��������Ҫ���ֵ��
�ǡ��յ��¶��ܴﵽȷ��˳���������¶ȡ�
Ø 1 ̼���ж�
��ͨ���������ж��յ�̼
���Թ۲���������������ж��յ�̼
������������
Ø 2 �¶ȵ��ж�
�������ж�
��ȡ���ж�
���ȵ�ż����
�յ������Ҫ��ָ�յ��¶ȺͳɷֵĿ��ơ�ת¯������ˮ��ͨ�������������Ȳ���������һϵ��������ѧ��Ӧ�����ﵽ�ø�����Ҫ����յ�ɷֺ��¶ȡ�20�ֺ�40��ת¯���յ������ʷֱ���85����75�����ҡ���Ҫ����ˮ�����Ͳ������ļ���Ӱ�졣��ˮ���ϸֵ�ԭ�����������յ������ʵ���߿ռ�ܴ��յ��Ƿ�������Ҫ�����ؼ���λ��Ա�ľ����жϺ�ʹ�ò���ǹ���в��º�õ����¶�ֵ������
6�������Ͻ�
�Ѹ�Һ�е���ȥ�����̣���֮Ϊ����������
Ӱ���յ��ˮ�ܽ�������Ҫ���أ�
������������Ҫ�뺬̼���йأ����յ�̼Խ�ͣ������ܽ�����Խ�ߣ�����ʹ�����������������ӡ�
����ұ����C�ֵ������£�����¯���е��������йأ���Һ�е��ܽ�����¯���������������Ӷ����ࡣ
�����е��ܽ������¶����߶����ӡ�
�Ͻ������ֵ��յ㣬������������ͬʱ�������ֹ涨�ɷݷ�Χ���һ�����ĺϽ�Ԫ�ء�
����������ԭ���ǣ���ұ���յ�ʱ����¯�ڻ�ְ��ڼ���һЩ��������������Ԫ�أ���Al��Si��Mn��Ԫ�أ�ʹ֮���Һ�е����������Al��Si��Mn������������ܽ��ڸ�Һ�������ų��������ﵽ������Ŀ�ġ�
����Ԫ�ص���������������ǿ˳���������£�Mn��Cr��Nb��Si��B��Ti��Al��Zr��Ca��
�����Ͻ�ļ���ԭ����������ǿ��
�ְ��ڵ������ͺϽ�
ת¯���õ��dz���������������ʽ����������������������ְ���ˮ�У�ʹ���ڸ�ˮ�е�����ϳ��ȶ��������T������������ˮ�������������У��Ӷ��ﵽ����ˮ��������Ŀ�ġ�ת¯ұ���յ����к���µ�������������Ͻ��յ��ˮ�ﵽҪ���ͨ�����ֿ�¯�ڸ�ˮ����ְ����ڳ��ֹ����У�ͨ���Ͻ����ۼ��������Ͻ�����ĵ�Ԥ���������Ͻ���̼�������������ȣ�ʹ��ˮ�ɷֺ�ˮ������������Ҫ��Χ֮�ڡ��ڸ�ˮ�����ְ���2/3ʱ����¯�ڼ��뵲����ͺͳ�����Ϻ���ֿڼӵ�������ֹ¯����������ְ��������Ͻ���ֱ��Ӱ�쵽��ˮ����������ת¯���ֵ���Ҫ����֮һ����Ҫ���յ����ˮƽ�ؼ���λ��Ա�IJ�������Ӱ�졣
���Ͻ�������ļ��㣺
���Ͻ����������=(Ԫ�����ɷ�-�յ�Ԫ�ز���ɷ�)÷���Ͻ�Ԫ�صĺ���×Ԫ�ػ����ʣ�×������
7���������罦
ת¯�����ֹ������罦������������Ľ�����ռ��¯���������İٷֱȡ��乫ʽΪ��ת¯������(%)��[��¯������(t)-��¯��ˮ��(t)]/��¯������(t)×100%��
������ɣ���ѧ�����̳���ʧ�����н�����ʧ����е��ʧ
����=��װ����-��������÷װ����×100%
���ٴ������Ҫ;����
��1�����Ϸ��룬��������������2�����������ƶȣ����绯���������������������е�����������������������3�����ú��������ƶȡ�������װ���ƶȣ��Լ��ٽ����罦����4�������Ȳ�����������ӷϸ֣��������Ļ�ѧ���𡣣�5�������ĸ������������������ܳؽ��裬�����յ����Сƣ�FeO ����
Ԥ���罦�ؼ����ڴ���������������罦�����ز�������Ҫ�У�
�ſ��ƺ��۳��¶ȡ�ǰ���¶Ȳ����ͣ��к����¶Ȳ����ߣ���ֹ�۳��¶�ͻȻ���ͣ���֤��̼��Ӧ�ܾ�����У�������������̼��Ӧ��
�ƿ��ƺ����С�FeO����ʹ�������������ߡ��������ڲ�����ǰ��ǹλӦƫ�ͣ������������������۹��࣬¯�����ݣ�һ�����£���̼��Ӧ���٣�������硣�������ڵ�¯���ѻ�ʱ��һ��Ҫ��ǹ������������������
�Ǵ�����;���ϣ���������С���������εİ취���Ա����۳��¶����Խ��ͣ���ʹ�������������ߡ�
��¯����������ǹ����ʱ����Ҫ��ʱ���ڸ�ǹλ����������¯��һ�����������������ӣ������罦��һ�������罦������������ǹ������ʱ��ǹ����̼��Ӧ���Ӽ��ң�����Ӿ��罦��Ӧ�ʵ���ǹ��ѹ��һ���������̼��Ӧ����һ���棬���������Գ��¯����ʹ�����ų�������¯�����ݳ̶ȣ���¯������ʱ���Ž�ǹ�ָ�����������
8����ˮԤ����
�Ƚ���ˮԤ������ת¯��LF¯�������ڵ�����������
������Ӧʽ[FeS]+(CaO)=(CaS)+(FeO)������
A��ˮԤ��������ʯ�Һ�þ������ʱ��Ҫ���������ĸ�Ȳ��ҰǾ���������ͬʱ��ˮ�е�̼���衢����Ԫ�غ����ͣ��������ˮ����Ļ��ϵ��������ˮ����Ч�ʸߣ�������ˮ������õ��ڸ�¯��ת¯��¯�⾫����������á�
Bת¯���������������������������գ�(FeO)һֱ�ϸߴ���15����20��������������Ӧ���У���ת¯�������ø��¡���Ⱥ����õ�¯�������ԣ����ƶ���ѧ�����Կ���ʵ�ֲ�����������Ч�ʽ�Ϊ30����40����
C�ɷ�Ӧʽ����ֻ���������á�(FeO)���͵�����²�����Ч����LF¯����ͨ������������ʹ(FeO)��1%�γɻ�ԭ����[Al]+[FeS]+(CaO)=(CaS)+(Al2O3)+[Fe]������Ӧ��ֽ��У�����Ч���ã�����ʵ��������
��ˮԤ�����ѹ衢�ס���һ����Ҫ������
������֪,���ڸ������к�Ԫ��,��������֦��ƫ���������������������Ѻ����ѵ����ڸ�Դ,��Ӱ�쵽�ֵı�����������е���ܺͼӹ�����,���Ա��뾡���ܵؼ���ȥ������ת¯���ֺ�ˮ��������Ȼ��������,���Ѷȴ�,��ҵʱ�䳤,�������������,��������ָ��仵,����õ�����ˮ���ָ�Ϊ��������¯����������������Ȼ��ת¯����ǿ�ö�,����Ҫ��õ�����ˮ,���뾫��,���ӽ���,����,¯����˳��,��������,��¯����ˮ������Ϊ���ú���������,�����˸�¯������ԭ���ϵ���Ӧ��Χ,����ʯ�Һͽ�̼��������,��ˮ�������ӡ�ת¯ұ����ˮ����������Ҳ����,�����������罦,��߽����յ��ʺ�����Ч��,��߲�Ʒ����,�Ӷ��ﵽ��Ч�ʡ����������ͳɱ�,��ǿ�г�����������
���������ܶ�,Ŀǰ������㷺ʹ�õ��������þ��̼���ƺ�����������,��������Ϊ���İ�һ���������ƵĻ���������
����þϵ������ķ�Ӧ�ٶȿ�,����Ч�ʸ�,��������,����С,������,����ʱ���,��ˮ�½�С,�Դ�����ˮ���¶�Ҫ����,�����������͵������,����۸�,�ӹ������䡢���桢ʹ�ö����а�ȫ����,�������ѡ��Ϳ���������ʵĶۻ�þ����ʯ�ҵĻ��������Ϊ�����(Ͷ��������ʯ����Ϊ�����),��ȡ�ýϺ�Ч����
�������̼���ƣ�CaC2+[S]=CaS+2[C])
������������ƣ�CaO+[S]=CaS+(O)
�������þ��Mg+[S]=(MgS)
���������뷽ʽ
A��þ�����ַ�
��������һ������ʹ�õľ��д����ԵĿ�״���뷽�����ǽ�����һ����þ�����콹����һ�մɻ�ī�Ƴɵ�������,Ȼ��һ����뵽��ˮ�н�����������������һ������ͨ����,þ��������ˮ,þ������������ݳ�������,ʹˮ����ѭ���˶�,����������Ľ��С���ҵӦ�ñ���,��þ��������Ϊ1.2kg/t��ˮʱ,���Խ����0.025%���͵�0.006%��þ��������Ϊ61%,����ʱ��Ϊ10��20min��
�������ַ���װ�ü�,Ͷ����,�����ȶ�,����Ҫ��������Ӧ������ˮ�Ĺ������������ϴ���ȱ��,��Ҫ�ǿ�ʼ����þ��ʱþ������������,�ݳ�����,���Կ���,�����������ٶ����������͡�������������,���ַ�����Ͷ����,����������ȴ�ܸߡ����,�����紵������Ӧ��,���ַ����ѱ���̭��
B��ι˿��
��ͳ��ι˿����Ч���������롣�ձ���������������һ���µ�ι˿����,�ǽ����涨������þ���;���������ʯ�ҷۻ�Ϻú�����Ƥ������˿״,��һ���ٶ�Ͷ�뵽��ˮ�С���90t��ˮ�����������鲻��������ʱ����60%���Ҿ�ͣ����,�����������,�ɽ����ѵ�30×10-6����,þ�ĵ���Ϊ1.1��1.4kg/t��
�������ַ����ܹ���ȷ����þ˿�ļ�������ͬ�����ᵽ�ĸ����紵�����ơ���������þ˿���������øߡ�����þ�������ʺͲ����������(��S��+��MgS)�Ƕ�����������ˮ���紵þ�۱�����ˮ�����ӹ���þ��(þ����)�����Ե���Խ֮����
�á��紵����þ����
����Ӧ���紵������,����������紵����þ������ͨ�����ƴ���þ�����ٶ�,ʹþ������,�����ȶ��������ٶ�,�����þ�������ʡ�����,������������ˮ�н�������,���Դٽ���Ӧ��Ĵ��ʺͲ�����ų����������ɵ�þ�����Һ��Ľ���ǿ��,����ʱ�������罦�����,һ�㶥��ʱ�����ϸ�����紵���������б����ǹ��വ�������ڽ���þ��������,��һ����öۻ�þ��(�����þ��)������һ��Ϊ0.5��2.5mm���������ճ�����ͳ�Ʊ���,�Ѻ�����Ϊ0.065%�ĸ�¯��ˮ����Ϊ0.02%S�Ļ���¯��ˮ,þ��������Ϊ0.7kg/t��ˮ,��ˮƽ���½�5��15����
���ַ������ŵ��Ǵ���ʱ���,�ɿ��Ժ�,������,������,������Ⱦ��ȱ���Dz��������������ǹ�������罦���Թ���þ��Ӧ��ʱ,��Ҫ������ʪ�Ժ������Ե����⡣����Ҫ����þ�ijɱ���,�ر����߰�ʮ�����������þ����������,ʹ��Ӧ������ˮԤ�����ܵ�����,ʹ�������ֿ����˸��ֻ��/�����紵����
�ġ����/�����紵��
������Ӱ��þ�������Ҫ����
����������ˮԤ����ʹ��þ����������������۷�,��������ۻ����Ͳ��������ϵ�ԭ��,��������������Թ��ơ����,ұ�����߶�Ӱ����ˮ�紵þ����Ч������Ҫ���ؽ����˲����о���
A����ˮ�е�������
������Ϊþ���������������,����þ�Ⱥ���ˮ�е�����Ӧ����ͼ3��,��ɽ����Ϊ��1þ��Ҫ�������������ܽ�,����������Ԥ����ʱ,�ܽ���þ������,�������̽�1��ʱ�䡣������ָ����Ԥ�����ܼ���þ������,�����ܷ��õ�Ӱ�첻���ɴ˿���,Ϊ���þ������Ч��Ӧ����������ˮ�е���������
B����ǹ���
������ǹ�������Ӱ��þ�������ʺ��۳صĽ����������ǹ����dz,þ������������ȫ�ܽ�ʹ��۳�Һ���ݳ�,���۳صײ����ڵ������ϴ����,һ������ǹ��ȿ��Լ���þ���ݳ���ʧ��������̫��,�������ܳص���,����ˮ�����������������ˮ��������,�紵�ٶȴ�ʱ��Ϊ���ԡ�
C��ˮ�¶�
������Ϊþ������Ӧʽ(1)��ʽ(2)�Ƿ��ȷ�Ӧ,�¶����߲���������Ľ���,���������γɵ����ݼӴ�,��ˮճ�Ƚ���,ʹ�����ϸ��ٶ�����,�Ӷ�������þ����Һ�е�ͣ��ʱ���������þ��Һ����������ʧ�������¶����ߴ���ϵ������,���ܵĿ���,���¶ȵ�����,�������½�,þ�������ʼ��١���W.Rekangel�ȷ���þ�������¶ȵ�Ӱ��ʱ,�ó�:�Գ�ʼ����Ϊ0.02%����ˮ,������ͬ�Ĵ���,�¶�Ϊ1400������ˮ�յ�����Ϊ1250��ʱ��������
D���紵��������
�������ұ����ŵ�֮һ�Ǵ���������������������д���Һ���˶�,�ٽ�����,ʹҺ��ͷ�Ӧ����ֻ��,�Ӷ���߷�Ӧ�ٶȡ�ι˿��þ�����ַ������״����ܹ������紵ʱ��,���Ч��,Ҳ�ǻ�����һԭ���紵þ��ʱ,��������������,��þ��������Һ�е�ͣ��ʱ���,��������ȫ�ܽ�͵����ܳض������ݳ�,ʹ��Ч���½������,�����þ������Ч������,Ӧѡ����ʵ����������ͷۼ��紵�ٶȡ�
E��������
����һ�����ĸ����������ڼ���þ��Һ���ݳ�������¯����Ϊ�����,��ȵ�,������С,������Ϊ������������������,��ɵ�����Ҳ��һ���Ҫ�����ٴ���¯��,��������紵ǰ���а���������
F����������
�����ӷ�Ӧʽ(7)�ɿ���������þ���Բ��Ƕ�������,��943.15Kʱþ�뵪���ķ�Ӧ�쳣Ѹ�١��õ�����������ǹ�ײ���������������Ȼ��������Ž�����ˮ�¶ȵĸ�����,��������紵þ��ʱһ�㲻���õ��������������������Ҫ�������������е�N2��O2��H2O�ȵĺ�����
�������⣬��ˮ��ʼ�������ۼ����ȡ���Ӧ����״�����ؾ��������ٶ���Ӱ�졣
������þ�����ʼ��㣺
þ����ķ�Ӧʽ��Mg+[S]=(MgS)
þ������= 1000×��[S]ǰ-[S]ǰ��24/32
þ���е�þ����×þ��������
�š�ת¯¯�䡢������¯
�ͻ���ϵķ���
�����ͻ���ϣ�����(SiO2)>93%�����������ͻ���ϡ�
�����ͻ���ϣ�MgO��MgO��CaOΪ��Ҫ�ɷֵ��ͻ���ϡ�
�����ͻ���ϣ���������������������������Է�Ӧ���ͻ���ϡ�
�ͻ���ϵ���Ҫ���ʣ�
�ͻ�ȡ����������¶ȡ���ѹǿ�ȡ��������ԡ��������ԡ������ԡ������ԡ������ʡ���������ȡ�
ת¯¯����ת¯���ֳ���һ����Ҫ���ü���ָ�꣬��һ���̶��Ϸ�ӳ��ת¯���ֳ�����������������֯ˮƽ��
1��¯����ԭ��
(1)�ϸ֡���ˮ��¯�ij������еĥ��
(2)��Һ��¯���Ľ����������ˢ��
(3)¯����¯�ĵĻ�ѧ��ʴ��
(4)¯���¶ȼ��䡢���ȱ仯����֯�仯�Ŀ��Ѱ��䡣
(5)��¯���ڵĻ�е���䡣
(6)��ש�ڲ���̼�ص�������
ת¯���ý�����¯���������¯�䡢�����ͻ�������ģ������ҵ�ʣ����ͳɱ�����Ч��ʩ���ü������������������ֹ�˾�Ĵ���ֳ���Creat Lakes������������˹��Praxair����������˾�����ġ�1991������LTV��˾��ӡ�ذ��ǹ�������Indiana Habor���ɹ�Ӧ�����������˺�㷺�����������ô��ձ��ȹ���20����ֳ����ã�ת¯¯�������3��4������߿ɴﵽ`2��¯���ϡ�
������¯���ճ�������ά��¯�ĵ���Ҫ�ֶΣ�������MgO�����ﵽ���ͻ�����͵������յ�����ͨ����ѹ������������¯�ı����γɸ��۵�Ľ����㣬����¯�ĺܺ��սḽ�ţ��Ӷ�������¯��ש�����¯��������
Ϊ�����㽦����¯�ļ���Ҫ�������¯���ĵ��۵����࣬���¯�����ͻ�ȡ�Ӱ�������ͻ�ȵ���Ҫ����������MgO��TFe����ȡ���������Ҫ�������������MgO�������Դﵽ���������������γɵĵ��۵��Ӱ�죬����ʹ¯���ʺϽ�����¯��Ҫ�Ӷ����ƽ�����Ļ�¯Ч����ת¯ұ������ʱӦ��ѭ�������绯�����̻���������ճ�������ﻯ����
������������
��һ¯������Ϻ�¯��ҡ��������ת�������л�����N2λ����ǹ��������ǹ������ת�������л�����O2λ�����������������һ¯���ϡ�
���Ҫ¯��שʴ��IJ�λ��ʴ��̶�ȷ������ά��������һ���ò�¯�ϻ�¯ש�����粹�Ͻ����粹�ȼ�����¯�Ľ���ά�����Ա���ת¯�ĺ���¯�͡�
ʮ��¯�⾫��
v ���ŶԸ�����Ҫ��Խ��Խ�ߣ���ͳ�������豸������������Ҫ�����¯�⾫����������Ѹ�ٷ�չ��
v ¯�⾫�����Խ�һ�������̼���ס�������ȥ���к����壻�����¶ȡ��ɷ֣�ȥ��������������������̬��ϸ����������������Ԫ�ص�����
v ¯�⾫��һ���ȡ��벡�ι˿�����ȵ����¶Ⱥ�������������մ������ֶΡ�
v Ŀǰ����һ���ֳ���Ҫ¯�⾫���ֶ��Ǹְ���벣�������ֲ���LF ¯������
��ˮ����¯ǰ�����Ͻ��ڴ��վҪ���е״�������������ְ���벽����������Ҳ������ͨ��¯������ա�Ŀ����Ϊ�˾��ȸ�ˮ�¶ȡ����ȸ�ˮ�ɷ֡���ʹ�������ϸ�ʹ��ˮ�ྻ��Ŀǰת¯�Դ��������Ҫ���ʱ���3���ӣ����ѹ����ȫ�̴�벡��״���ѹ��0.2��0.35MPa��������ѹ��0.17��0.25MPa ����
���ֳ�����¯�⾫������
1��RH�����ѭ�������� DH���������������
2��LF¯���ְ�����¯����������ոǿɽ�����մ�������ΪLF-VD��������
ASEA-SKF�������ְ�����¯��
VAD���������������
3��VOD���������������̼����������ұ����̼�ͳ���̼������֡�
AOD¯���������¯������ұ����̼�ͳ���̼������֡�
4��CAS�����ܷⴵ벣����Ͻ�ɷ�
CAS-OB����Ϊ����CAS�������½����ڸ����ִ�����һ֧����ǹ��OB�Ǵ�������˼��
5��TN������۾����� SL:����۾�����������TN�����ŵ㣬�豸����������ɿ�
LF¯��Ϊ�ְ�¯����20����70��������ձ������ɹ��ģ����Ѵ����ƹ�Ӧ�ã���Ϊ��������Ҫ��¯�⾫���豸��LF¯ͨ���绡���ȡ�¯�ڻ�ԭ���ա���������������������ֶΣ�ǿ������ѧ�Ͷ���ѧ������ʹ��ˮ�ڶ�ʱ���ڴﵽ���������Ͻ����µ��ۺϾ���Ч����ȷ���ﵽ��ˮ�ɷ־�ȷ���¶Ⱦ��ȣ����������ϸ�������ˮ��Ŀ�ģ�ͬʱ�ܺõ�Э�����ֺ���������֤��¯������˳�����С�
ʮһ��������Ŀ���
���Ƹ��зǽ������ӵ�;��,�Ǽ���ұ������ע���ղ��������м��ӵIJ������������ӶԸ�ˮ����Ⱦ,������跨�ų��Ѵ����ڸ�ˮ�еļ������������������ڵķǽ���������,���ֲ�ȡ�����´�ʩ:
4.1����������
���ֹ�����,��������ְ��л�����Ͻ�Ԫ�ش�������,��������������Ⱦ��Һ,ͬʱ���Ӹ�ˮ����,����ڳ��ֹ����в����˵���ñ�͵�����ֱ��赲ǰ���ͺ�������ְ��С�����֤��,������,�ְ��е����ӱ�δ����ʱ����65%,�Ͻ�����������5%��18%,��һ���̶��ϼ�������������Ը�ˮ����Ⱦ��
4.2����ˮ�ڽ�עǰ���д�벴���
ͨ���ְ��״�벽���,�����ٽ���ˮ�¶Ⱥͻ�ѧ�ɷֵľ��Ȼ�,����Ҳ��ʹ���м��Ӻ�������ų���������,��25t�ְ���22t��ˮ���ʱ��Ϊ2.5min,��������������ƽ������23%��
4.3��ʵ��ע������,���ٶ�������
�й�����ָ��,�ͱ�������Ĵ�Լ40%�ķǽ����������Ǹ�Һ�Ӵ�������������ֱ�Ӳ������������,�ְ����м��֮��Ĵ��ͼ���������1.5��,�м����ᾧ��֮������ˮ����ʴ,���ִ��ͼ��ӽ�һ������2.5�������,Ϊ�˼��ٸ�Һ�ڽ�ע�����нӴ������������Ķ�������,�����˳���Ͳˮ�ڶԴ��ע�����б���;�м���ͽᾧ��֮������˽���ʽˮ�ڱ�������ע,��Ч�ط�ֹ�˸�Һ�Ķ�������,ȡ����������,����ע���������м����Һ�����������ܺ������ޱ����ļ���25%���ҡ�
4.4���м����������ǽ
�����м�������ȶ��ع����ᾧ����ˮ��,���з�����зǽ���������,������Һ����Ҫ���á�Ϊ�˸���Ч��ȥ�����еķǽ���������,���м�����õ���ǽ�Ǻ��б�Ҫ�ġ�ͨ������ǽ���赲�ı��˸�Һ����������,�����ڸ�Һ�еļ����ϸ�,����˽���ᾧ����ˮ�Ĵ����ȡ��Ե���ǽǰ���ˮȡ���������з�������,���õ���ǽ����ȥ�����м�����ƽ��Ϊ48.36%��(6��������ƽ����)
4.5�����ø�ˮ������
���ڸ��е���������Al2O3ֱ��һ��ֻ��3��5��n��ϸС�������侭����벺��м����������ǽ������ʩ���ڶ�ʱ���ڿ��ϸ��Ǻ��ѵġ���ˮ��������һ��ȥ��Al2O3���״Al2O3��ʮ����Ч�ķ����������뱱�������о���Ժ��ͬ�о��������������մɹ�����������Һ����,��������ȡ����������,���м���ڲ��ù�����������Һ,���˺���м���������ƽ������47.6%��76.8%,����Al2O3ƽ������47.51%,�м��ˮ�ڽ���,���Լ���,20R�ְ�̽��һ�κϸ��ʱ�δ���˵����10.35%��
4.6�����������ͻ����
�������ױ���,�ְ��ڳġ��м�����ġ�������ˮ�ڵ��ͻ�����Ǵ��ͼ��ӵ���Ҫ��Դ,���������ͼ�������70%��75%�������ͻ����,�������ڸ�Һ�����е�ijЩ�ɷ����ͻ���ϲ���������Ӧ�Ľ��������������ѧ������1��,����Һ��Mn������0.7%ʱ,��ˮ�е�Mn����ճ��ש�е�SiO2������ѧ��Ӧ,���Ӹ��м��ӡ�����������16MnR������������,�м��������̼���ͻ����,�ְ������ӳ�����Ϊ4.8%,�Ȳ��ù����ͻ����ʱ����17.6%,��������Mn�����ϸߵĸ���ʱ,Ӧѡ�ú�̼�ϸߵ����ʻ�þ�ʵ��ͻ���ϴ�������ͻ����,������Ч�ؼ��ٸְ�ļ��ӷ�Ʒ��
4.7��������������Ӧ�ı�����
�����������ڽᾧ����Һ�����γ�������ʹ��Һ�������,������Һ��������,����������ո�-�����洦�ķǽ���������,��ֹ�������ڸô�����,������-������Ĺ���,�������������������������ù����ֱ���������������ʹ��Ч���Dz�һ���ġ���ʹ���������õı�����ʱ,�ְ��������,ר�ð�̽�˺ϸ��ʺܸ�,��ʹ�����ܲ�ı�����ʱ,�ְ������ӽ϶�,��ĥ�ʸߴ�70%,���,ѡ����������Ӧ�Ľᾧ���������Լ����������ļ���,��߸ְ�ʵ���������а����ġ�
4.8��ιϡ��˿�ı���������״�ͷֲ�
����ϡ�����е�������м�ǿ������,��������ϡ���������ϡ����������,���м���ϡ��Ԫ�غ�,�о�����Һ,��ʹ��������Ե����á��Լ���ϡ���ֺͲ���ϡ���ֽ�������,ȡ����������,���м���ϡ����,���м����������,��δ��ϡ���ĸ��м��Ӿ����Գ���״�����Ʒ���ֲ���ͬʱ��ϡ���ĸֵ���ѧ�����в�ͬ�̶ȵ����,����ǿ�����2.6%,�������13.3%,���º��������35.4%��40.7%��
��������ʩ��,��ұ�������������м��ٺ�,��֤�ְ����м��������,�����м���������,���ǿ������������ӵĻ���������
ʮ����������ת¯
1��������ת¯���ײ�������������Ҫ������
��1���������������״����Ի����Ի��������������ת¯��
��2������������������ת¯��
2��������ת¯ұ���ص㡣
ת¯���ռ�����
1��ұ��ij����,��ɷ���C0.12��0.18%��Mn1.0��1.5%��Si0.2��0.6%������Mn-Fe�Ͻ��京Mn68.5%��Mn���յ���85%��ұ���յ��ˮ����0.15%��������Ϊ120�֡����¯��Mn-Fe�Ͻ�ļ������Ƕ���?
�𰸣�Mn-Fe�Ͻ������
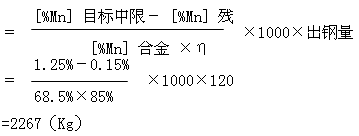
��Mn-Fe�Ͻ��������2267Kg��
2��ұ��20MnSi����¯װ������ˮ140t���ϸ�l0t������Ϊ10%��ʹ�úϽ�ɷ�Ϊ����������Si��75%��������Mn��70%��ұ���յ��MnΪ0.10%���Ͻ�������Ϊ80%���Ͻ��̻�����Ϊ85%�������ɷ�(Mn��1.40%��Si��0.60%)���㱾¯�ֵĹ����������Ͻ������(kg)(��������)(D)
�𰸣�1)��ˮ����(140+10)×90%��135(t)
2)������������ ×135×1000��2950(kg/¯)
×135×1000��2950(kg/¯)
3)������������ ×135×1000��135(kg/¯)
×135×1000��135(kg/¯)
�𣺱�¯��������135��������������2950������
3������Ϊ13%������FeO����Ϊ11%��Fe2O3����Ϊ2%���Լ���ÿ�ָ�������������ʧ���٣�
�𰸣�1000×13%(11%×56/72+2%×112/160)
=13kg
4��������Ϊװ������10%��¯����ʴ��Ϊװ������1%��¯��MgO��Ϊ40%����ˮ�ɷ�Si��0.6%��P��0.09%��S=0.04%��
ʯ�ҳɷ֣�CaO=88%��MgO=1.7%��SiO2��0.4%��
����ʯ�ɷ֣�CaO��40%��MgO��35%��SiO2��3%��
����Ҫ��(MgO)��10%�����Ϊ4.0������Ҫ�����ʯ�������ʯ����
�𰸣�1)����ʯӦ��������
W�ף�10%×10%×1000/35%��28.6kg/t
2)¯����ʴ��������MgO�������ʯ����
W�ģ�1%×40%×1000/35%��11.4kg/t
3)ʯ�Ҵ���MgO�������ʯ����
Wʯ��2.14×0.6%×3.5×1000×1.7%/[35%×(88%-4×0.4%)]=2.5kg/t
4)ʵ�ʰ���ʯ��������
W�ס�=28.6-11.4-2.5=14.7kg/t
5)����ʯ��������CaO����ʯ������
14.7×(40%-4×3%)/(88%-4×0.4%)��4.8kg/t
6)ʵ��Ӧ��ʯ������
Wʯ��=2.14×0.6%×4×1000/(88%-4×0.4%)-4.8=54.6kg/t
��ʵ�ʼ���İ���ʯ��Ϊ14.7kg/t��ʯ����54.6kg/t��
5����֪��ˮ����ǰ����Ϊ0.03%�����������Ϊ0.005%�������õ�þ����Ϊ0.5kg/�����������õĿ���þ�е�þ����Ϊ92%�������þ�������ʣ�
�𰸣�þ����ķ�Ӧʽ��Mg+[S]=(MgS)

=34.5%
���ֿ���þ����������34.5%��
ʮ������������
�������ּ���������ǰ�Һ̬��ˮ����������ע���������и��ֱ�ӵõ������Ĺ��ա�
��������ͨģ�����������һЩ�ŵ㣺
������˽������յ��ʡ�
����ʡ�������ġ�
��ʵ���˽����Ļ�е�����Զ�����
�������������������˹������̡�
���������ľ�һ�Ըߡ������á�
�������ּ���������ǰ�Һ̬��ˮ����������ע���������и��ֱ�ӵõ������Ĺ��ա������¸�ˮ�������ϵؽ���һ������ǿ��ˮ������������������ͷ����ͭģ�ڣ��ᾧ��������ˮ�ܿ����������������һ�𣬴���ˮ���̳�һ����ȵ����Ǻʹ�ͭģ���¶�����������������������̳�һ����ȵ������ͻ������ش�ˮ��ᾧ���ڱ����������ڶ�����ȴ��������ˮ��ȴ������Һо��������һ����һ�����̣�ֱ����ȫ���̡���������ȫ���̺��������и������л��������г�һ���ߴ�ĸ����������������ֺ����ֵ��м价�ڣ������ֳ�����Ҫ��ɲ��֡�
ʮ����������
�����������У����ǹ���һ���ְ�ͬʱ��עһ�������������һ�������豸������һ̨��������
��һ̨�������о��ж����Ĵ���ϵͳ����ϵͳ�����������¹�ʱ�Կ��ճ�������һ�������豸������Ϊ��������һ�����顣
����һ̨��������˵���м���ڵĸ�ˮ����ͬʱ��ע�������������ᾧ������������������������
��һ̨������ֻ��һ�����飬��ֻ�ܽ�עһ��������һ��һ��������ͬʱ��ע�������ϵ�������һ����������һ̨���������ж�������ֱַ�ע��������ģ���Ϊ���������
ʮ�ġ�����������
�����������ʹ�õ�����������ʽ������ʽ�����Ρ���תʽ���ִ�ʽ��ˮƽʽ��6�����͡�
ʮ���������豸
�����豸��Ҫ�ɸְ���ת̨���м�����м䳵���ᾧ�����ᾧ��������������ȴװ�á�������ֱװ�á��и�װ�ú������˳�װ�õ�9������ɡ�
�������������豸
1����ת̨��Ϊ�˽��ְ��и�ˮ�͵��м�����ж�¯������ע������������עƽ̨���û�ת̨���ְ���ת̨��ת����ת��ʽ��ͬ���ɷ�Ϊ�����ࣺһ��������ת�ۿɸ�����������ת��ֱ��ʽ��˫��ʽ���ɵ�������������һ�������۲��ܵ�����ת��һ��ְ�����ԼΪ�ְ�������40%���ҡ�
2 ����
�м����һ���ͻ�����������Ǹְ���ᾧ�����һ���м����������Ƚ��ܴӸְ��������ĸ�ˮ��Ȼ�������м��ˮ�ڷ��䵽�����ᾧ����ȥ�����������Ǽ�ѹ�����������������ֺͷ�������ʵ�ֶ��������Ļ�����
1������ˮ��ѹ���������м���ȶ��ĸ�ˮҺ�棬ƽ�ȵذѸ�ˮע��ᾧ����
2����ʹ��ˮ�еļ������һ���ϸ����Ծ�����Һ��
3��������ˮ���Զ�����������ͨ���м������ˮ���䵽�����ᾧ����
4�������ˮ���ڶ�¯���������ְ�ʱ�������٣�Ϊ��¯��������������
���ó�ˮ�ڽ�ע�����۳��м�����ӵ�ǽ�Ͱӵ��Ƿ�ֹ����������ˮ��������Ч��ʩ��
�м������һ��ȡ�ְ�������20��40����Ϊ�˶�¯�������м��������������ڸ����ְ��ڼ佽ע�ĸ�ˮ�����м����ˮ���Ϊ600��1000mm���м����״�г����Ρ������Ρ���Բ�Ρ����εȡ���¯����ʱ�м����ˮ��Ȳ���С��300mm��
3 �а������а��������а����ϣ����ڵ����а�ˮ����ᾧ��֮���λ�á�
�а������ܣ����й��ܣ��������ܣ����ƶ��У��������ܡ�
4 �ᾧ������Һ�ڽᾧ����Ҫ���̳ɼ�̵�Ӳ�ǣ��γ���������������
��ˮ�ڽᾧ���ڵ����̹��̣������¸�ˮ����ᾧ������ˮ��ˮ���ͭ�ڽӴ����ͻ�Ѹ�������γɺܱ��ij������ǡ����ڸ�ˮ��ѹ�������ã����ɵ�������ͭ�ڽ�����һ�𣬴�ʱ��ˮ������Ѹ�ٴ���ͭ�ڣ�����ȴˮ���ߡ��������̵ļ������У�����������������ͼ�����뿪ͭ�ڣ�����ˮ��ѹ���ְ����Ǽ�����ͭ�ڣ��������һ�������̷������С������Ǻ�ȴﵽ�ֿܵ���ˮ��ѹ��ʱ�����Ǿ�����ͭ�ڣ�������ͭ��������֮���γ��˿�����϶������϶���������˴��ȵ��������ӻ������Ǻ�ȵ���������϶һ�����ڽᾧ���²��γɡ����Խᾧ���ڸ�ˮ���̷ų���������ͨ�����̿ǡ���϶��ͭ�ڡ���ȴˮ�����ġ���ȴˮ���ߵ�����ռ�ᾧ����ɢ������96�����ҡ�
�ᾧ����ȴˮ�����ã���ˮ�ڽᾧ���������γɵ��������ų���������Ҫ����ȴˮ���ߵġ��ӽᾧ���²���ˮ�ܽ����ˮ���Ը��������ᾧ����Χ�����������ߣ����ϲ�ˮ��������
�ᾧ����ȴˮ����Ҫ�ǿ��Ƿ�ֹ©�ֺͼ�����������ȱ�ݡ�ˮ������������������ƣ�ˮ����С����ȴ������������ʹ����̫�������©��
1������������ʽ��ͬ���ᾧ���ɷ�Ϊֱ�ĺͻ��ε������ࡣ
�����������״���֣���С������������������Բ�����������ᾧ����
���ᾧ�������ṹ��˵���ɷ�Ϊ�������ͣ���ʽ�ᾧ��������ʽ�ᾧ������Ͻᾧ����
��ʽ�ᾧ������ʽ�ᾧ��������ʽ�ᾧ������Ҫ������С����������
����ʽ�ᾧ�������Ժá�������������ɱ��ߣ���ͭ�࣬�������Ѳ����ã�
���ʽ�ᾧ������4�鸴��ͭ����϶��ɣ��㷺�����ڰ���������
���⣬����ˮƽ������ʹ�õ�ˮƽʽ�ᾧ����
2�����õĽᾧ��Ӧ�����������ܣ����õĵ����ԣ���ʹ��Һ�������̣��ṹ����Ҫ�ã�װ��͵������㣻��������������ʱ����ҪС��
�ᾧ������ʱ���������ֱ�ӽӴ�������֮�侭�����ڻ���Ħ��״̬��Ϊ����߽ᾧ���ĵ������ܣ����ڱ�һ����ͭ�Ͻ��Ƴɣ�����Ӳ�Ƚϵͣ���ˣ�Ϊ����߽ᾧ���ڱ�ͭ�Ͻ����������ȡ�Ʋ�İ취��
3���ᾧ�����ʣ�����ϵ���ߣ�����ϵ��С���㹻�ĸ���ǿ�ȣ��ϸߵ���ĥ�Ժͼӹ��ԡ�
���������²���
ͭ��ͭ�Ͻ�
ͭ��Ʋ㣬����������е�һ�Ʋ㣬���0.1��0.15mm���������и��϶Ʋ㣺�������Ͻ��3�㸴�϶Ʋ㣬�ȵ�
4���ᾧ������ߴ�
�ᾧ������ߴ�Ӧ������������ߴ���ȷ����������ȴ�������������ڽ�ֱ�������������Σ���˽ᾧ������ߴ����������ߴ��Դ�һ���������ᾧ������ߴ����������ߴ��2��3%��
���������������㹫ʽ��D��=(1+2.5%)D B��=(1+1.9%)B
D������ȣ�B��������
�������㹫ʽ��
���ߣ�B��=[1+(1.5��2.5%)]B B��=[1+(1.5��2.5%)- ��%]B
խ�ߣ�D��=��1+1.5%)D+2 D��=��1+1.5%- ��%)D+2
�ᾧ������
�������̶��ɣ���ˮ�ڽᾧ���е�ͣ��ʱ�����������ᾧ�����ǵĺ���йأ�
�ᾧ�����ȼ��㹫ʽ��L��Ч=V.t=V����/K��2
K������ϵ�� ����ȡ0.03��0.033������ȡ0.024��0.028��Բ��0.025��0.028
�ᾧ���ĵ��ȣ��ᾧ����ǻ�ݶ���ijߴ������ϴ���С���γ�һ���ȣ��������ϴ���С���ʳƵ��ȡ��ڽᾧ���и�ˮ�����ܵ���ȴ���γ�һ����״�����ǣ����������������ƣ��¶�Ҳ�����½������������ᾧ��û�е��ȣ��ͻ���������ᾧ��֮���γɼ�϶������϶��������϶�Ĵ��ڽ�������ȴЧ����ͬʱ�������ǹ��������ᾧ���ڱڣ��ڸ�ˮ��ѹ�����������ǻ�����Ķǡ���ˣ����ᾧ�����ɵ��ȣ���������Ϳ��Ա��⣬�����ȴ�СӦ��������ȴ�����̶�����Ӧ��
4.1���ᾧ���IJ���
���ᾧ�������������˶���,����ͨ���ȹ�¯����ͨ����Ҫ��ܶࡣ���Ҫ������ͭ�ܵIJ�����������400����Χ��,�����õĿ���ǿ�ȡ�ƣ��ǿ�ȡ�Ӳ�ȡ��������ʺߵ���ϵ�������ִ��ᾧ����˵,����Ҫ��װ��Ž���װ��,��˻�Ҫ����������õĵ�����,ʹ����������ͨ���ᾧ���ڡ�
������ͭ�ǹ��ϵĺò���,���Թ�ʽ�ᾧ����������о�ʱ����,��ͭ�����ڸ�����ǿ�Ⱥ�Ӳ�Ȳ���,�ٽᾧ�¶ȱȽϵ�,�Ӷ�����ͭ�ܱ����Լ�ĥ������ϡ�Ҳ�г���ʹ��������ͭ����ᾧ��ͭ��,������ͭ(TUP)������������ͭ�Ͻӽ���
�������ڸ��������о�������ɢӲ����ͭ�Ͻ�,Cu-Cr��Cu-Ag��Cu-Be��Cu-Zr-Cr�ȡ�����,����ͭ������ͭ�м���0.07%��0.115%������ͭ�м�����,��Ȼ�����Ա���ͭ�Ե�,����������˲��ʵ�Ӳ�Ⱥ��ٽᾧ�¶�,������,����ͭ��Ӳ�ȴ�HB85��90,�ٽᾧ�¶ȴ�320������,ȱ���dzɱ��ϸߡ�
��������Ҳ��ʹ��Cu-Fe-P-Sn�Ͻ�(KT-1)����ᾧ���ġ�������ͭ��Cu-Ag�Ͻ��KT-1�����ֲ��ʵ����Բ�����Ϊ�ӽ�,���ڱ�1������������ϵ������Cu-Fe-P-Sn(KT-1)��Ϊ��С,Ҳ���Dz�����Ӧ��������С������KT-1�Ͻ�ԭ���Ͼ���,���췽��Ҳû����,��������˾��ʹ��Ч��֤��,��ȥ��������ͭ���,��KT-1���ᾧ��,ƽ���������ӳ�1.5����
4.2���ᾧ���Ʋ�
����Ϊ����ͭ���ڱڵ�ĥ���Լ���ֹ���������������ȱ��,ͭ���ڱ�Ҫ����һ������㡣ͨ��ѡ��Cr��Ϊ�Ʋ�,����һ��Ϊ0.06��0.08mm������ͨ���о�֤��,�Ʋ�������ͭ�ܱ��ϵ���Ҫԭ�����,��߶Ʋ���ͭ����Ľ��ǿ�ȿ�����Ч���ӳ�ͭ��������
ͭ��ʹ�ú�,��Cr����ϵ��¶�������,���������渽��������Ϊ���ԡ�Ҳ�жƲ㱻���˵���������������Զ�Cr����ڰ������ȱ��,����������������о�,���������·�����
����(1)������:�ձ����������˾ˮ�����Ĺ�������ʹ�ٷ�֮����Fe��Ni������ʹ��֤��,Ni-Fe�Ͻ�������Ľᾧ����������Ѽ���,��ĥ���������,ֻΪ��Ni���ȵ�����֮һ(��1mm)ʱ,��ע700¯������Ҳ����¶ͭ��
����(2)���㷨:���ײ��Ni,����Ni���Cr�γɸ��㡣
����(3)����������:ǰ������������ɢ�����нᾧ���ڱ�������,���������ֻ��ͭ�ڵ�7.3%,Ӳ��ȴ��ͭ�ڵ�������
(4)������,�ձ�һЩ�ֳ������Ƴɹ��ᾧ������Ʒ������ڽᾧ���²��ȶ�Ni,�ڶ�Ni�����ٶ�̼�����Cr������ƵĽᾧ��,ʹ�ô����ɵ��ǰ200��300¯��ߵ�1000��3000¯��
4.3���ᾧ������
���������ķ�չ������,ͭ�ܳ��Ⱦ�����������ͬ�ķ�չ��:���ȳ�,�ٱ��,���ֱ䳤������,ǰ�����Գ��ᾧ��Ϊ��,���Ҵ����������������ᾧ�����ȵķ�չ����,��ʱ����Ϊ1.5m,���ּ���1.2m����ŷ����������Ϊ�̺�,һ��ȡ700��800mm������,ǰ����Ҳ����1050��1200mm�����������ٵ����,�ִ������ᾧ��ͭ�����б䳤������,�ﵽ900��1000mm���ҡ�
ͭ�ܹ���,�������¸���ЧӦ:��һ,���������������ۺ�ʵ���о�����,�����Ǻ�����ʼ���,�ӳ��ᾧ��,����������Ҳ��������������;�ڶ�,�ᾧ����������,������϶����,��������������һ�Ӵ�ͭ�ܵĻ�������,�����������л��ȵ�����,ʹ��������ǰ�������γ�����,���������������⡣����,�ᾧ���ӳ�,Ħ��������,������©�Ŀ�����Ҳ�����ˡ������ᾧ��̫��,���dz��ᾧ��ʱ̫�����׳�����©��
�ۺϿ���,Ŀǰʹ�õķ����ᾧ��ͨ��������700��900mm��Χ����Ϊ���������,DIAMOLD�����ͽ��ᾧ�����ȼӳ���1000mm,��ȡ���˴���5m/min�����ٺ����õ�����������
4.4���ᾧ������
��ˮ��ͭ�������̳�����,�䴫��·������Ϊ���ǡ���϶��ͭ�ܼ�ˮ�����,����������������ռ�����ֱ�Ϊ:����25%,��϶71%,ͭ��1%,��ȴˮ����2%����ʱ��϶��ռ���������ɴ�80%����,�ɼ���϶�Դ����������á�Ϊ��������,��ߴ�������,ʹ�����γ��㹻���Ҿ���һ�µ�����,ͭ����ƹ��̲����˵��ȡ�ͬʱ,�Ż���ƵĽᾧ�������������,�ﵽ������������Ŀ�ġ�
����Ľᾧ����û���ȵ�,���,�׳���©���¹ʼ��ѷ����Dz����Ƶ�ȱ�ݡ��������������ķ�չ,�����˵��Ƚᾧ��ͭ��,����ǰ������ͭ�����,�����нϴ����,����˽ᾧ����������,�ӿ��������ٶ�,�ᾧ������Ҳ����һ�������,���Եõ��㷺��Ӧ�á�������ͭ��Ҳ������һЩ���㡣�ȹ�С,��������϶�����ƴ��ȵ�����;�ȹ���,��������������������,����ͭ���¿ڵ�ĥ�𡣾������ۺ�ʵ�ʲⶨ֤����5��,�����õ���ͭ��ʱ,���ڽᾧ���������洦���������,ͭ���¶������������¸�������ﵽ���ֵ,�Ӷ��������������������,��ɸ���,ʹ������ᾧ����֮�������ü�ǿ,�ڸ������ڻ���ض�������ײ��,�γɽ�������;�������,�������ֻ������������Ȳ���,ʹ�������ǹ���,�ڽᾧ���²�������ȶ����ֹĶ�,�Ӷ������ѷ���Ƥ�����Ƶ�ȱ�ݡ�
�����ۼ�����Ż��Ļ�����,����½��������˫�Ƚᾧ���Ͷ��Ƚᾧ������Щ�ᾧ���ij���,��Ҫ��Ϊ�˿˷�����ͭ�ܴ��ڵIJ���,ͬʱΪ��ʵ�ָ��ߵ����١�
���Ƚᾧ���������ȡ��������ȼ�����һ�����͡����Ƚᾧ���ij���,�����������������ε���״,�ܸ���Ч��ʵ�־��ȴ���,���������������,���ٽᾧ����ĥ��һ����˵,���ڵĶ��Ƚᾧ���ϲ�����������ͭ�ܱ�������������,�Ӷ��Ϻõؿ˷��˸��ȵIJ���;�в��Ƚ�С,���²��ȸ�С���������,ʹ���������������Ӿ���,���Ǻ��Ҳ�������ӡ�
������,�¸�������������CONCAST�����������͵ĸ�����������ʽ�ᾧ�����¸���������DIAMOLD�ͽᾧ��,���ϰ벿�ֲ��ö��ص���������,���°벿��ͭ�����ܱ߽DZ���ȥһ��,�Լ���Ħ��,�������,�ȼ�������������,���������γɸ��Ӿ���һ�µ����ǡ�Ӧ�����ֽᾧ��,��ע115mm×115mm����ʱ,���ٿɴ�2��3m/min���5m/min����,����������������,����Ч��������
������������������Ӧ�ͽᾧ��,���봫ͳ�ᾧ�������������ں�ƫ��,���ܽ�����ȴˮѹ��ʹͭ�ܱڽ���ס����,�Ӷ���Ӧ��������������ԭʼ��,��Ӧ������������130mm×130mm�ĸ���,���ٿɴ�4.3m/min�����ᾧ���ӳ���1000mm��,�ɽ�������ߵ�6.0m/min��
CONCAST��˾��Ƴ�CONVEX�ᾧ��ͭ��,�ڱ���Ϊ����,�ڳ��ȷ����ϻ������ƽ�档ͨ����״�ĸı�,ʹ�����������;�ѹ������������������ֽᾧ����,ʹ���ǽDz���������λһ��,�����ڱ���ͬ�����ٶ�����,�������ٶȼӿ졣Ӧ���������ͽᾧ��,���������50%��100%,�ﵽ4��5m/min��
���Ͻ��ܵļ��ֽᾧ��,��ʵ��������֤��,���Ǿ��ܽϺõشﵽ������������Ҫ��,���,�Ѿ��������⳧���ƹ�Ӧ�á�
5 �ᾧ����������Ϊ��ֹ������������ᾧ����ճ���������٣���ע�нᾧ�����밴һ��Ҫ�������������˶������⣬���ڽᾧ�����������ڵظı�Һ����ᾧ���ڵ����λ�ã������ڱ������ڽᾧ���ڵ������ɸ�����״������������ʱ��Ħ��������ճ��Ŀ��ܣ�ʹ����˳�����С�
�ᾧ����������Ҫ�����������Ƶ�ʡ�������ʱ��ȡ�
�ᾧ��������һ�ε�ʱ��������ڣ���λΪ�룬�ᾧ����ÿ����������Ƶ�ʣ���λ�ǴΣ��֣�һ�����49��120�Σ��֡��ᾧ�������λ���½���ƽ��λ�û�����λ��������ƽ��λ�����ƶ��ľ��룬��Ϊ�������λΪ���ף�һ�����3.5��5.7mm��
�����ѣ���Ƹ�������:���ᾧ��������ٶȴ��������ٶ�ʱ�������Խᾧ��������˶�Ϊ���ϣ���������������˶��������˶��Ƹ����ѻ�Ƹ�������
������ʱ��Խ����������Խ��������ӡ�
һ������£�Ƶ��Խ�ߣ������ԽС����ʹ���������ϵ����ƽ�dz����۱�̣������������������������
6 ������ȴϵͳ���������������ȴ��ʱ�����ڲ���Һ��δ��ȫ���̣�Ϊ����������ȴ���ڶ���װ����װ���������졣�ӽᾧ�����������������������ȴ��������ˮ��ȴ����ʱ�������Ǻܱ���Լ20mm���ң��������и��¸�ˮ�����и�ˮ��ѹ�������ã������������û��һ����֧��װ�ã����Ǿ����������ͣ������ĶDZ��Ρ����߲������ƣ��������ǻ����Ѷ�����©���¹ʡ���ˣ��ڶ�����ȴ����Ҫ����ˮ��ȴװ�ã���Ҫ������֧��װ�á��Զ�����ȴ��֧��װ�õ�Ҫ���ǣ��ڸ���������Ҫ���㹻��ǿ�Ⱥ��ԣ�Ҫ���ÿɿ�����ȴ��������ֹ����װ�ñ��Σ�Ϊ��֤�������Ķǣ����������ƣ�������ȴ���εĹ�����Ŀ������������Ҫ�������ṹҪ������ά�ޡ��¹ʴ����ͶԻ�������Ҫ����������ٸ��������ڵ���������Ӧ��ע��ͬ�������������ȴˮ����������Ͳ���Ҫ������ˮ������Ҫ�ʵ��������ھ�����ȴ������
�������ͣ�
1��ѹ��ˮ����
��ʵ��Բ���졢����Բ���졢�������졢�������
2����-ˮ������
�е����͡�˫�������졣
��������������������������
7 ������ֱ����������������������ֱ���ڿ���ǰ�����û���Ҫ���������͵��ᾧ���ڣ���ע��ʼ�������������Ѷ����ڸ����������У�����Ҫ�������������û������Dz����ڶ�����ȴ������װ�õ�β����
�������Ľ�ֱ����ֱʱ��������״̬����ȫ���̽�ֱ�ʹ�Һо��ֱ���簴��ֱ�����÷�ʽ����һ���ֱ��������ֱ������ֱ��������ֱ��
������û���������С�����������ϡ�
���û�ѹ��������������ѹ����
����װ�ã������ˡ������˴��װ�á��Ѷ�װ��
������������ͷ�������˱�����ɣ�
�����˱��壺���ԡ�����
8 �и�������������չ涨�ij��Ƚ����и���������и�������֣������и�ͻ�е���С�
�����и���ŵ��ǣ��豸�����ᣬͶ���٣��������������С���¶����ƣ��пڶ���ƽ�����пڸ����������������Σ��豸����ά����
��е���и���ŵ��ǣ�û�н���������Լ�ɽ�ʡ�������������ڻ�е���и��ٶȿ죬���Լ��ɽ϶̵Ķ��߳��ȡ�
Ŀǰ�ڰ�����������������С�����������ϼ��������û����и���û�е���еij��ҽ��١�
�����и�ԭ������ͨ�������и���ͬ����Ԥ������ȼ�����ȼ�յĻ���ʹ�����и�촦�Ľ����ۻ���Ȼ�����ø�ѹ�и������������ۻ��Ľ����������γ��з죬�ж������������и��ʹ�ö���ȼ��������Ȳ����Ȼ�������ƵĽ�¯ú���ȡ����û����и�������ʱ�����ڸ������������ڲ���ճ���ĸ�������۵�ϸߣ�������и�Ľ��У������������ų���ʹ�и��жϣ�������Ҫ�������ۻ��������ۼ���
9 �������װ��
�������װ�õ����ã����ڽ���ʱ���������û����������и�������������ռ�װ�á�
һ������£��������װ�ð�����������������������������������װ�á���ȴװ�á�������������װ�õȡ�
��������װ�ã��Ƹֻ��ȡ�
��ʽ�����������ֻ���
������ȴװ�ã��䴲��ǿ����ȴװ�õȡ�
���������������ֳ����Ͳ����ֳ��ȡ�
10��Ž���װ��
10.1��Ž���Ĺ���ԭ��
������Ž���Ĺ���ԭ��,����������������:һ���˶��ĵ����ˮ��ų�����ò�����Ӧ���� ;����������ˮ��ų�����ò��������
;����������ˮ��ų�����ò�������� b������������ڸ�ˮÿ�����Ԫ��,�Ӷ�������ˮ������
b������������ڸ�ˮÿ�����Ԫ��,�Ӷ�������ˮ������
�����ͽ�����Ӧ���Ե�Ž���Ĺ���ԭ�����첽�������,�ɶ���(���������)��Ȧ��������в��ų�����ת�ų�,�ڵ���ĸ�ˮ�в�����Ӧ����,��Ӧ������ų����ò��������,�Ը�ˮ��������á�
������ֱ����Ӧ����,��ͨ���㶨�ų����˶��ĵ����ˮ�����,�ڸ�ˮ�в�����Ӧ����=�� ×
× ,��Ӧ������ų����ò��������b=×,�˵�����ķ���ǡ�����ˮ���˶������෴,�Ը�ˮ���ƶ�����,������ֽ��豻��Ϊ����ƶ���
,��Ӧ������ų����ò��������b=×,�˵�����ķ���ǡ�����ˮ���˶������෴,�Ը�ˮ���ƶ�����,������ֽ��豻��Ϊ����ƶ���
10.2��Ž��輼���ķ�չ�ſ�
�������̵ĵ�Ž��輼����70���Ѹ�ٷ�չ�����ģ���Ž���װ�ü��EMS��Ϊ����������������������������������֯��������ᾧ����������������������ڲ������ȡ����Ƕ�����������Ӧ�õ�Ž�������˴����Ŀ����о�������
1973�귨����һ�ҹ����������������������ϰ�װ�˵�Ž���װ�ò�����Ͷ�빤ҵӦ�á��˺�,��Ž��輼���ڷ�����Բ���������ϵĹ�ҵӦ�õõ���Ѹ�ٷ�չ,��ʹ�õĽ�������������ת�ͽ�����,Ҳ������ֱ���ͽ�����,��֮�ֳ����������ͽ�����(��ת������ֱ�߽�������(ͼ1)����������װλ��Ҳ��Ϊ�ᾧ�ڵ�Ž���(MEMS)���ᾧ���µ�Ž���(IEMS)����������Ž���(SEMS)������ĩ�˵�Ž���(FEMS)��
ʮ����������������
�����̹��̵�������Һ̬������Լ1%����������Լ4%����̬����Լ8%��
һ������£��������ӱ��㵽������ϸС���ᾧ������״���������ĵ��ᾧ����ɡ�
ʮ�ߡ���������Ҫ����
���������棺��Ҫ������������ע��ʵ�ʿ��ܺ����������϶����Ҫ����С�ڻ����150×150mm����С����������150×150mm���д������������ȴ���3���а���������ΪԲ�ν�Բ����ֱ����60-��400mm��
�ҳ��������ֶ��棺120×120��150×150��200×240��
��ұ�ȣ�������ұ����ָ�ӽᾧ���ڸ�Һ�浽���û����һ�Թ��������ߵ�ʵ�ʳ��ȣ����������ȡ�
�������ٶȣ�ָ������ÿһ����λʱ�����������ij��ȣ�m/min������ÿһ����λʱ������������������t/min��������Ҳ�г�Ϊ��ע�ٶȵġ�������Ҫ�ܸ��֡�������״�ͳߴ硢ע�¼�������������Ӱ�졣
��Բ���뾶��ָ��������ʱ���⻡�뾶��m����
���ȸ�ˮ����������ȴǿ�ȿ��á��ȸ�ˮ��������ʾ���京���ǵ�λʱ����ȴˮ������������ͨ������������������kg���ı�ֵ���䵥λΪl/kg��
ʮ�ˡ���ˮ��
1�Ը�ˮ�����Ļ���Ҫ��
�봫ͳ��ģ����ȣ������Ը�ˮ��������˸��ϸ��Ҫ����ν������ˮ������Ҫ��ָ��
�Ÿ�ˮ�¶ȣ����¡��ȶ������ȡ�
�Ƹ�ˮ�����ȣ�����ȵĽ����к����ʣ���ӡ��У��ͼ����ﺬ�����Ա�֤������˳�к��������������
�Ǹ�ˮ�ijɷݣ���֤�����ˮ�еĺϽ�Ԫ�ؾ��ȷֲ����Ұѳɷݿ����ڽ�խ�ķ�Χ�ڣ���֤��Ʒ���ܵ��ȶ��ԡ�
�ȸ�ˮ�Ŀɽ��ԣ�Ҫ�������˵��ȶ��ĸ�ˮ�¶Ⱥ������̶ȣ��������ˮ�Ŀɽ��ԡ�
��
2����ˮ�¶ȿ���
T����=T1+��T
��Һ��Һ�����¶ȵļ��㹫ʽΪ
T1��1537-{88×[C%]+8×[Si%]+5×[Mn%]+30×[P%]+25×[S%]+5×[Cu%]+4×[Ni%]}
��ˮ���ȶȣ���T
��ˮ�½������ֹ����½�����ˮ���������½�����������ǰ�½����ְ����м���½��ȡ�
�¶ȹ��ߵ�Σ�����ͻ���ϳ�ˢ���أ����м��������ࣻ��ˮ�ӿ������������������أ����ᾧ�����DZ�������©�֣���״������ȡ�
���¿��ƣ����ٳ���ʱ�䡢������֡��ְ��Ӹǵ�
���£���������裬�ӳ���ʱ���
���£��绡���ȷ�����LF��VOD���ȣ���ѧ���ȷ����÷��ȼ���������Ӧ�ų�������ͨ�������������ȼ���
3����ע�����жԸ�ˮ����Ԫ�صĿ���Ҫ���ǣ�
̼��C�����ǶԸֵ�����Ӱ�����Ļ���Ԫ�ء�����¯��עʱ����¯֮���ˮ��̼�������Ҫ��С��0.02��������C=012��0.17�����������ײ������ѡ����ѣ��������©���¹ʡ�Ϊ�˼�������ֶ����Ƶ������ԣ�ͨ���ڱ�֤��е���ܵ�ǰ���£��Ѹֵĺ�̼��������0.16��0.22����Χ�ڣ������̣�Mn��������ߵ�0.7��0.8����
�裨Si�����̣�Mn���������ƣ��衢�̺�����Ӱ��ֵĻ�е���ܣ���Ӱ���ˮ�Ŀɽ��ԡ�����Ҫ��Ѹ��й衢�̺��������ڽ�խ�ķ�Χ�ڣ�����ֵSi±0.05����Mn±0.10�������Ա�֤����¯�������й衢�̺������ȶ������Ҫ���ʵ����Mn��Si�ȡ�Mn��Si����3.0���ɵõ���ȫҺ̬����������Ը��Ƹ֍�ˮ�������ԡ�
��ˣ��ڳɷݹ��Χ�ڣ�����Si��Mn����������Mn��Si����3.0���Ը��Ƹ�ˮ�Ŀɽ��ԣ������������ֵ�һ���ص㡣
�к�Ԫ�أ���S����P��������S��P����ԭ���д���ġ�S�Ըֵ���������������ͻ����Ӱ�죬S����0.025��ʱ���ֵ���չ�������Ե��½����������Ƽ��أ�P��ʹ�ֵľ���������ӣ�������������ǿ����ˣ�����������ˮҪ��SС��0.03�������SС��0.025������S+PС��0.05�����ܷ�ֹ�������������ơ�
����Ԫ�غ��������в���Ԫ����ͭ������Ǧ����ȣ�ͨ�����ɷϸִ���ģ�����ұ���в���ȥ���������ڸ��С�����������ȴ����������������������ЩԪ���ھ��縻������������������ơ����Ӧ��ѡ�ϸֻ�ϸִ���ʹ�ã����Ƹ���ͭС��0.2���������顢�ຬ��С��0.10����
��Ԫ�أ�Ϊ�˸��Ƹֵ�ʹ�����ܣ����ֺϽ�ʱ����������Ͻ�Ԫ�أ�ʹ���ڸ�ˮ�б�����һ������������к����Ͻ�Ԫ����Nb����V������߸ֵ����ԣ����ӿ����ⸯʴ������
ʮ�š���ע�ٶ�
��ע�ٶȴ��������������������������ö֣�Сʱ����ʾ��Ҳ�������٣��ף��֣�����ʾ��
���ǽ�ע�ٶ����������������Ƶģ�
��һ���������������ȡ����ٱ���ʹ�����ڻ������ȷ�Χ����ȫ���̣��������������˼й���֧�ţ��ڲ�δ���̵�Һ��ͻ�Ķǡ�������ұ��Խ��������Խ��
�������Ļ��ΰ뾶��������������ұ�ȣ���ˣ�������������Ļ��ΰ뾶����������٣�Ҳ�������������������������
�ڶ��dz��ᾧ��������̿Ǻ�ȡ�����̫�����ֿ����˸�ˮ�ľ�ѹ�����ᷢ��©�֡���ˣ�������ٱ����Ա�֤���ᾧ�����������㹻�ĺ�ȶ�����©Ϊԭ��
������������������̫�ߣ������Ǻ�ȱ䱡��Һ��Ѩ�ӳ��������ڹ��������Ķǵĵط����࣬ʹ���������ӡ�
������Һ����ȵ���ұ�ȵ����٣���������١����������ȶ�������٣��ƹ������١���������ǹ������ٵ�1.15��1.2�����������Ӧ�Ա�֤������������������Ϊǰ�ᣬ�ڴ�ǰ���£�������������١�
���㷽�������֣���������ƽ�������ɣ����Ǻ��������ʱ���ƽ���������ȣ�
��=k.t1/2=k(L/v)1/2��
1���Ǹ��ݽᾧ���������������㣺
V=4k2L/��2 L���ᾧ����Ч���� K���ᾧ������ϵ��
�ģ��ᾧ���������Ǻ�ȣ����鹫ʽ����С=0.085d, dΪ�����߳���mm��
2������ȫ����ѡ�ڽ�ֱ���ϣ�V=4k2L/D2
K����������ϵ�� D��������� L��Һо����
��ʮ��Ӱ�����ٵ�����
�����ֵ�Ӱ��
������ͬ��������ϵ����ͬ������ϵ�������ٴ�����ϵ��С������С��
������������״���ߴ��Ӱ��
�����ٶ�����������Ӱ��
����ˮ�¶ȵ�Ӱ��
�������������������¿�����
��������������Ӱ��
���ᾧ����������������ǿ�ȵ�Ӱ��
��������������
���ᾧ����Ӱ��
��ʮһ�����ٿ���
1����������
2����ˮ�ڽ�����
3����ˮ�ڽ�����
v ���������������
1 ������١�
2 ���̷ǽ���ʱ�䡣
3 ��¯������
��ʮ������ȴ�ƶȵĿ���
1���ᾧ����ȴ�ƶȵĿ���
�ᾧ���������DZ�֤�����ڽᾧ�����ڴ����㹻�ĺ�ȣ��Գ��ܸ�ˮ�ľ�ѹ������ֹ©�֣�ͬʱ��֤�����ڽᾧ������ȴ���ȣ���ֹ����ȱ�ݵķ������ᾧ����ȴˮ�������С������Ӱ����ȴЧ����
�ᾧ����ˮ���̷ų�����������ȴˮ���ߵ�������ȡ�
�ᾧ����ȴˮ���ļ��㹫ʽ��
���ݣ�Q=w.c.���ȣ�W= Q/ c.����
Q����ȴˮ���ߵ����� w����ȴˮ�� c��ˮ�ı����� ���ȣ��ᾧ������ˮ�²�
W=36Sv/10000, S���ᾧ��ˮ������� v��ȴˮ���٣�һ��10��12��/��
2��������ȴ��ȴ�ƶȵĿ���
������ȴǿ�ȣ��ñ�ˮ����ʾ����λʱ����ȴˮ����ͨ�������������������ı�ֵ����λ��L/Kg��Ҳ����ˮ���ܶȱ�ʾ����λʱ�䡢��λ����������ܵ���ȴˮ������λ��L/m2.s��
ȷ��������ȴǿ�ȵ�ԭ��
��1�����������϶��¶�����ȴǿ����ǿ������ԭ��
��2�������������������ȴ��ͨ������������ȴ�ٶ�ӦС��200��/min�����������¶Ȼ���С��100��/min��
��3�����������¶�900�����Ͻ��н�ֱ��
��4��������ȴǿ�ȱ�����Ӧ��ͬ���ֵ�Ҫ������������ǿ�ĸ���Ӧ���䣬���������Բ����Եĸ��֣��ɲ���ǿ��ķ�ʽ�ȡ�
������ȴˮ�����������桢���١������йأ�������ȴˮ�����㹫ʽ���£�
w=abv��p ab������ v������ �� ��ˮ�� p�����ܶ�
��ˮ�����㣺��=w/ abvp
��ʮ������������
1����ˮ�Ķ�������
�����Ͻ����ѽ�ע�����и�ˮ��������ͻ���ϡ�¯��֮������ѧ��Ӧ���ɵ���������.ʹ��ˮ���±���Ⱦ�Ĺ��̽ж������������ڸ��еĶ�����������һ���Ϊ�������ӡ�
���������и�ˮ������������Դ:
�Ÿְ�ע�����м��ע�������������á�
���м����ˮ����ͽᾧ����ˮ���������������ã�
�Ǹ�ˮ���м�����ͻ���ϵ�����á�
�ȸ�ˮ�����ʽˮ������á�
�ɸ�ˮ���м�����ᾧ������������á�
��Щ����ʹ��ˮ�е������衢�̵�Ԫ�ط������������ɵ������������������д�������ӵ���Ҫ��Դ��
2�������������У��Ӹְ�-�м��-�ᾧ������ȫ�̱�����������ֹ��ˮ�������������ñ��������У�
��1�����屣������
��2��Һ�屣������
��3�����屣������
��4��������������
3��������
���������������������У���ѧ�ɷݡ��ۻ��¶ȡ�ճ�ȡ��ۻ��ٶȡ���չ�Ժ�ˮ�ݡ�
�������ڽᾧ���е������ǣ�
(1)���ȱ��·�ֹɢ�ȣ�
(2)������������ֹ��ˮ��������������
(3)�����ܽ�Ӹ�ˮ���ϸ�����������ļ����������Һ��
(4)�ڽᾧ���������̿�֮����һ����Ĥ�������ã�����������������ֹ���̿���ͭ���ճ�
(5)����������ᾧ��֮�����϶�����ƽᾧ�����ȡ�
��ʮ�塢�����¹ʼ�����
����ע������ˮ�ڶ���
ˮ�ڶ��������������ԭ��һ�Ǹ�ˮ�¶ȵ͡�ˮ��δ�濾�ã���ˮ�������¡��ʵ���߸�ˮ�¶ȣ���ǿ�м���ĺ濾�Ϳɽ��������ˮ���ڱ��и��ŵij��������ˮ����խ����������������ʱ��Ϊ���ء�������Ч������ͣ�����м��������
��ֹˮ�ڶ����Ĵ�ʩ:
�����������У�Ϊ��ֹ�м��ˮ�ڶ������������·�������ѡ����ʵ�ˮ�ڲ��ʣ�����ϴˮ�ڣ����м��������벣��ȸƴ�����
�ñ��Դ����Ѵ���״�Ĺ���Al2O3ת������γ�Һ̬������ƾͿɷ�ֹ��ˮ�ڡ�Ϊ����ְ����紵Si-Ca�ۣ�ι�Ʒۻ��Si-Ca�Ͻ�
����ˮ�ڼ��ȣ���CaO��ˮ�ںı�ˮ����״�ȷ��������Է�ֹˮ�ڶ�����һ��Ч����
������ʧ��
�������ʵ�������٣�ѹ�ѿ��㲢�����ر������������С������
��������������Χ��ˮ�����߳�����Һ����Сˮ���ھ���
���������ϴ�����Ч�������ö�ͷ��סˮ�ڣ�����ͣ����
��©�ִ���
��ν©�����������dz��ᾧ���ֿ���ס�־�ѹ�������ã������DZ��������Ѷ�ʹ��ˮ���������©�ֵ�ԭ���Ǽ��临�ӵģ������¿ɷ�Ϊ���¼��֣��ſ���©�֣�������©�֣�������©�֣��ȼ���©�֣����ж�©�֣���ճ��©����
��ע���̷���©�ֵ�ԭ���ᾧ�����Ƿ���©�֣� �����ԭ�����ھֲ����̿ǹ��������ܲ�ס�־�ѹ�������ѵ���©�֡�
����������©�֣������رո��������û�ͣ����
�жϽᾧ����Һ���½�������ᾧ���µ�©�����ͶԶ����豸�����ܡ����죩���̶ȣ��ܷ�����
����ᾧ����Һ���½����١��Զ����豸�����ܡ����죩���̶�С�����û����������������Բ���������������
���©�������豸Ӱ��̶ȴ����û���������ͣ��������
��ʮ�ߡ���������
�ӹ�����˵����ν������ ָ�õ��ϸ��Ʒ������������ȱ�����س̶ȡ����ĺ����ǣ�
�������������ȣ���������������̬���ֲ�������ȣ�
������������ȱ�ݣ����ơ����������ȣ�
���������ڲ�ȱ�ݣ����ơ�ƫ�������ӵȣ�
�D�D��״ȱ�ݣ��ѷ���Ť����������
��������������д����ȵĴ�ʩ:
��������ָ���зǽ������������������̬�ͷֲ���Ҫ���ݸ��ֺͲ�Ʒ�������Ѹ��м����オ����Ҫ���ˮƽ��Ӧ�������巽�����֣�
������ֹ��ˮ���������
�������ٸ�ˮ���ͻ���ϵ������
�����������Ӿ����ˮ��
�������������ٽ���ˮ�м������ϸ�
�ӹ��ղ����ϣ�Ӧ��ȡ���´�ʩ�����������֣��Ƹְ�����������������ע�����м��ұ�𣻢ɽ���ʽˮ�ڣ���������
����������������������Ĵ�ʩ:
Ϊ��֤�����������ڲ����ϱ���ע�����¼��㣺�Žᾧ��Һ����ȶ��ԣ��ƽᾧ�����dz������ǵľ����ԣ��Ƚᾧ����Һ�������ɱ��������ܡ�
�������������Ѳ�����ԭ��Ԥ����ʩ
���Ѳ�����ԭ��
�����̫���Ǻ����Ƶķ�Դ�ء�
�Ƹ���Al��Nb�������ӣ���ʹ�ʵ㣨AlN���ھ�����������շ������ơ�
�������ڴ����¶�900��700����ֱ��
�ȶ�����ȴ̫ǿ��
��ֹ���ѷ����Ĵ�ʩ��
�Žᾧ�����ø�Ƶ�ʣ�200��400�Σ��֣�С�����2��4mm���Ǽ��������ȵ���Ч�취��
�ƶ�����ȴ������ƽ�ȵ�����ȴ��ʹ��ֱʱ���������¶ȴ���900����
�ǽᾧ��Һ���ȶ����������������ܡ�ճ�Ƚϵ͵ı�������
���û��������������ơ�
4������������ڲ�����Ӧ��ȡ�Ĵ�ʩ��
�����ڲ�������ָ�ͱ��ṹ���ɷ�ƫ�����������ɡ�����ƫ�������Ƶȡ����������ȼӹ����е�ȱ�ݿ�����ʧ���еı��Ρ��е���ԭ�ⲻ���ı����������Բ�Ʒ���ܴ�����ͬ�̶ȵ�Σ����
�����ڲ�ȱ�����ܶ�����ȴ���������̹��̿��Ƶġ����������ڲ������Ĵ�ʩ�У�
�ſ��������ṹ�����ø�ˮ���ȶȽ�ע����Ž���ȼ�����
�ƺ����Ķ�����ȴ�ƶȣ����������¶ȷֲ������ȣ��ڽ�ֱ������¶ȴ���900�������ü�������ƶ�����ȴˮ���ֲ�������ˮ������ȴ�ȡ�
�ǿ��ƶ�����ȴ��������������Σ����ö��������ֱ���Ի�ȷ��������С�ѹ�����������ȡ�
�ȿ���Һ��Ѩ��ˮ���������õ�Ž��輼�����Ľ�����ʽˮ����Ƶȡ�
5������������ѷ��Ĵ�ʩ
���������ᾧ������
�������ᾧ�������Dz������Dz������α��ε���Ҫԭ��ǿ�ᾧ��װ��ļල�����װ��������ȷ���ᾧ������ʹ�ã��ᾧ������ˮ�����������ˮͨ�������ˮ�ܲ�©ˮ�ȵȣ���
��������������ȴ����
����������ȴ�Ŀ��ƶԷ�ֹ���ᾧ���¿����α��ε���չҲ�൱��Ҫ��������ȴ������ÿ��ͣ��ʱ������ϴ������ϴˮ�ܣ������ڷ�ֹ���ʶ���ˮ�ڡ�
������������ִ�з���
���������¿���������������ѷ���һ�����ɺ��ӵ����أ���ˣ�Ҫ���а����ֹ������ϸ��а�������ҵָ����Ĺ�̽��в�����
����������ѧ�ɷ�
����̼������ʵ��������w(C)��0.2��ʱ���������ѷ���
���������ߣ����Լ��������ڽᾧ���ڵ���Ч��ȣ����ײ����ѷ���
����������w(S)��0.025����w(Mn)��w(S)��30ʱ�������ڼ����ѷ���
6������С�����س��ȷ����Ť��:��ȱ����С���������������ụ�ı��Ρ���ԭ���ǣ�
�Žᾧ�ĸ����Ѳ��Գƣ����̿Ǻ�����ʹ�����������黨״��Ťת���Σ�
�ƽᾧ������̫���أ�
�Ƕ�����ȴ�ĸ�����ȴˮ�ֲ������ȡ�