CO2气体保护焊实验
一、实验目的
1、了解CO2半自动焊机的结构、原理、焊接规范的调整及操作方法;
2、了解等速送丝CO2焊的工艺特点;
3、了解工艺参数匹配对焊缝成形的影响。
二、实验装置及实验材料
1、NBC-250型CO2焊机 1台
2、CO2气体 1瓶
3、减压器、流量计、干燥器 1套
4、低碳钢板 (6×100×250mm) 4块
(10×150×300mm) 2块
5、CO2焊丝(Φ1.2mm、H08Mn2SiA) 1卷
三、实验原理
二氧化碳气体保护焊简称CO2焊,是利用CO2 气体作为保护气体的气体保护焊的焊接方法。它用焊丝作为电极,靠焊丝和工件之间产生的电弧熔化焊丝和焊件,以自动或半自动方式进行焊接。目前应用较多的是半自动焊,即焊丝送进靠机械自动进行,由焊工手持焊具进行焊接操作。
CO2焊的焊接装置和焊接过程如图6-1所示。焊丝由送丝机构通过软管经导电嘴送出,CO2气体从喷嘴中以一定流量喷出,电弧引燃后,焊丝末端、熔滴及熔池被CO2气体所包围,防止空气侵入,可对焊接区域起保护作用。但CO2是氧化性气体,所分解的CO和O使钢中的碳、锰、硅及其它合金元素严重烧损,影响焊缝的机械性能,因此为了保证焊缝的合金化,防止气孔和飞溅,需采用含锰、硅较高的低碳钢焊丝或含有相应合金元素的合金钢焊丝及专用的直流电源。例如,焊接低碳钢时常采用H08MnSiA焊丝,焊接低合金钢时则采用H08Mn2SiA焊丝。同时CO气体在高温下剧烈膨胀易产生强烈的飞溅,CO残留在焊缝中可能形成气孔。CO2焊的熔滴过渡形式主要有:短路过渡、细颗粒过渡和混合过渡。
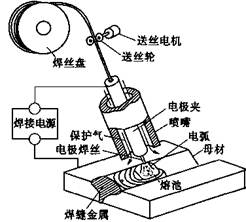
图6-1 CO2焊焊接过程示意图
四、实验方法及实验步骤
1、了解NBC-250型CO2焊机的结构、供气系统及控制系统;
2、NBC-250型CO2焊机接线布置、空载调试、进行引弧和焊接操作;
3、观察焊接电流、电压对熔滴过渡和焊缝成形的影响
(1)将电流调整至125~165A,电弧电压调整至44V,引弧及焊接使其保持在稳定值,然后将电弧电压逐步降低,每次降低5V并作一次停留,直到降低至19V。观察焊接过程的稳定性、焊缝成形和飞溅情况,并仔细听电弧声响情况,并作记录;
(2)将电流调整至280~340A,重复(1)的过程;
(3)将电弧电压调至36~38V,并维持不变,将电流由150A逐渐调到300A,每次调50A,进行与(1)相同的方法观察并记录;
(4)将电弧电压调至25~27V,重复(3)的过程。
4、观察短路过渡频率对焊缝成形和飞溅的影响
(1)取6×100×250mm试板,预先画好线,确定每道焊缝的位置将电流调到125~140A,电压调到13V,,引燃电弧,焊接时保持电流不变,每条焊道电压上升1V,直至25V为止。焊后对比焊道成形、飞溅等情况,做好记录。
(2)将电流调至180~200A,电压分别取19V、21V、23V、25V进行焊接,进行与(1)相同的观察及记录;
(3)将电流调至220A,电压分别取17V、19V、21V、23V、25V进行焊接,进行与(1)相同的观察及记录;
表一 一定电压下不同电流大小对焊缝成形和飞溅的影响
表1 U=23~25V 不同焊接电流对焊缝成形的影响

表一定电流下 不同焊接电压大小对焊缝成形和飞溅的影响

五、实验报告要求
1、说明半自动CO2焊机的结构及各部件的名称及作用;
2、根据实验结果,论述CO2焊熔滴过渡的特点
3、分析电弧电压、电流对焊缝成形和飞溅的影响。
4、叙述实验方法及步骤
第二篇:CO2气体保护焊工艺实验
CO2气体保护焊工艺实验

本实验综合了《弧焊电源》中弧焊整流器结构;《电弧焊》CO2气体保护焊焊控制电路原理、CO2气体保护焊工艺参数、熔滴过渡方式等知识。使学生综合运用以上知识对CO2气体保护焊工艺进行综合研究,提高学生的动手能力和综合分析能力。
一、实验目的和要求
1、了解XⅢ-500PS型熔化极自动CO2气体保护焊焊机及TPS-4000全数字化脉冲焊机的结构特点;熟悉焊机各控制按钮、旋纽、开关的作用及使用方法;初步掌握焊机的使用方法及其注意事项。
2、掌握焊接规范对熔滴过渡、飞溅、电弧稳定性、焊缝成型的影响。
3、对试焊焊接规范比较,找出合适规范,焊出合格的焊接接头。
二、实验设备、仪器及材料
XⅢ-500PS型熔化极自动CO2气体保护焊焊机 1台
TPS-4000全数字化脉冲焊机 1台
CO2气体 1瓶
频率计 1台
双踪示波器 1台
H08Mn2Si焊丝若干;
工具一套;腐蚀剂一小瓶、药棉若干、镊子一把。
三、实验内容及步骤
1、在教师带领下了解XⅢ-500PS型熔化极自动CO2气体保护焊焊机及TPS-4000全数字化脉冲焊机的结构特点;熟悉焊机各控制按钮、旋纽、开关的作用及使用方法;初步掌握焊机的使用方法及其注意事项。
2、选择焊接规范,分别在2㎜、2.5㎜、3㎜、8㎜钢板上试焊,得到2㎜、2.5㎜、3㎜、8㎜板厚的合适焊接规范。
3、再依据合适的焊接规范焊接2㎜、2.5㎜、3㎜、8㎜各一组对接试样。必须评价焊接规范对熔滴过渡、飞溅、电弧稳定性、焊缝尺寸和成型的影响,将结果填入附表。
4、横向切割2㎜、2.5㎜、3㎜、8㎜试件,用砂轮打磨焊缝断面,腐蚀焊缝断面,测量焊缝的熔深、焊缝宽度、余高,用以比较不同焊接规范对焊缝成型的影响,通过分析焊缝尺寸的优缺点来改善焊接工艺。
5、整理并检查实验记录,交指导教师审阅。
6、切断一切电源、水源,清理实验场地。
四、注意事项
1、对焊机的操作规程进行详细了解,对焊机接线详细检查,并经教师批准后方可合闸进行实验;
2、整机通电以后,应检查焊机的运转情况,认为一切正常后才能开始实验;
3、严防焊机输出端短路;
4、双踪示波器的接线要注意选好公共端;
5、规范参数及数据的记录要及时、准确;现象观察要仔细,记录要详尽。
五、实验预习要点
1、复习教材中CO2气体保护焊设备、规范参数对熔滴过渡影响等有关知识;
2、预习实验指导书,明确本实验的目的,掌握实验步骤和方法。
六、实验报告及其要求
1、在“实验结果”一栏中,应该用表格方式列出焊接规定参数试验的有关数据和现象;据此绘出有关特性曲线;
2、在“现象、分析与结论”一栏中,重点阐述、分析以下两个问题:
3、CO2气体焊接时,焊接工艺制定的要点;
4、分析CO2气体焊接时,规范参数对焊缝成型的影响;
5、写出实验后的心得体会与建议。
附录 规范参数试验记录表
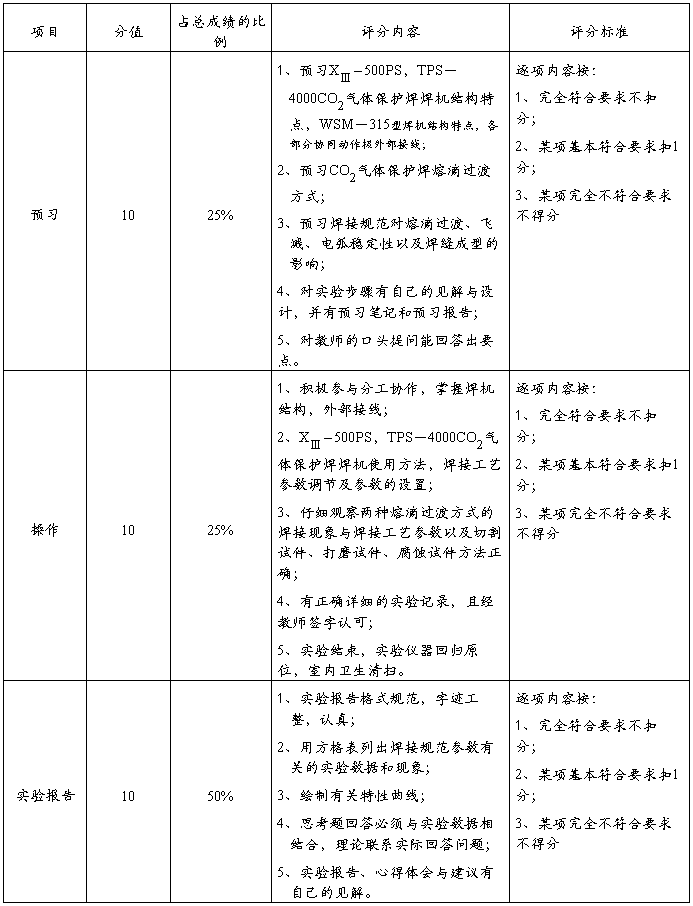
评分标准