二氧化碳气体保护焊焊接时注意事项
二氧化碳气体保护焊焊接时注意事项?如何调节气体流量及送丝速度
1、 短路过渡焊接
CO2电弧焊中短路过渡应用最广泛,主要用于薄板及全位置焊接,规范参数为电弧电压焊接电流、焊接速度、焊接回路电感、气体流量及焊丝伸出长度等。
(1)电弧电压和焊接电流,对于一定的焊丝直径及焊接电流(即送丝速度),必须匹配合适的电弧电压,才能获得稳定的短路过渡过程,此时的飞溅最少。 不同直径焊丝的短路过渡时参数如表:
焊丝直径(㎜) 0.8 1.2 1.6
电弧电压(V) 18 19 20
焊接电流(A) 100-110 120-135 140-180
(2) 焊接回路电感,电感主要作用:
a 调节短路电流增长速度di/dt, di/dt过小发生大颗粒飞溅至焊丝大段爆断而使电弧熄灭,di/dt 过大则产生大量小颗粒金属飞溅。
b 调节电弧燃烧时间控制母材熔深。
c 焊接速度。焊接速度过快会引起焊缝两侧吹边,焊接速度过慢容易发生烧穿和焊缝组织粗大等缺陷。
d 气体流量大小取决于接头型式板厚、焊接规范及作业条件等因素。通常细丝焊接时气流量为5-15 L/min,粗丝焊接时为20-25 L/min。
e 焊丝伸长度。合适的焊丝伸出长度应为焊丝直径的10-20倍。焊接过程中,尽量保持在10-20㎜范围内,伸出长度增加则焊接电流下降,母材熔深减小,反之则电流增大熔深增加。电阻率越大的焊丝这种影响越明显。
f 电源极性。CO2电弧焊一般采用直流反极性时飞溅小,电弧稳定母材熔深大、成型好,而且焊缝金属含氢量低。
2、 细颗粒过渡。
(1) 在CO2气体中,对于一定的直径焊丝,当电流增大到一定数值后同时配以较高的电弧压,焊丝的熔化金属即以小颗粒自由飞落进入熔池,这种过渡形式为细颗粒过渡。
细颗粒过渡时电弧穿透力强母材熔深大,适用于中厚板焊接结构。细颗粒过渡焊接时也采用直流反接法。
(2) 达到细颗粒过渡的电流和电压范围:
焊丝直径(mm) 电流下限值(A) 电弧电压(V)
1.2 300 34- 35
1.6 400
2.0 500
随着电流增大电弧电压必须提高,否则电弧对熔池金属有冲刷作用,焊缝成形恶化,适当提高电弧电压能避免这种现象。然而电弧电压太高飞溅会显著增大,在同样电流下,随焊丝直径增大电弧电压降低。CO2细颗粒过渡和在氩弧焊中的喷射过渡有着实质性差别。氩弧焊中的喷射过渡是轴向的,而CO2中的细颗粒过渡是非轴向的,仍有一定金属飞溅。另外氩弧焊中的喷射过渡界电流有明显较变特征。(尤其是焊接不锈钢及黑色金属)而细颗粒过渡则没有。
3、 减少金属飞溅措施:
(1) 正确选择工艺参数,焊接电弧电压:在电弧中对于每种直径焊丝其飞溅率和焊接电流之间都存在着一定规律。在小电流区,短路过渡飞溅较小,进入大电流区(细颗粒过渡区)飞溅率也较小。
(2) 焊枪角度:焊枪垂直时飞溅量最少,倾向角度越大飞溅越大。焊枪前倾或后倾最好不超过20度。
(3) 焊丝伸出长度:焊丝伸出长对飞溅影响也很大,焊丝伸出长度从20增至30㎜,飞溅量增加约5%,因而伸出长度应尽可能缩短。
4、 保护气体种类不同其焊接方法有区别。
(1) 利用CO2气体为保护气的焊接方法为CO2电弧焊。在供气中要加装预热器。因为液态CO2在不断气化时吸收大量热能,经减压器减压后气体体积膨胀也会使气体温度下降,为了防止CO2气体中水分在钢瓶出口及减压阀中结冰而堵塞气路,所以在钢瓶出口及减压之间将CO2气体经预热器进行加热。
(2) CO2+Ar气作为保护气的焊接方法MAG焊接法,称为物性气体保护。此种焊接方法适用于不锈钢焊接。
(3) Ar作为气体保护焊的MIG焊接方法,此种焊接方法适用于铝及铝合金焊接。
五、基本操作技术
1、 注意事项
(1)电源、气瓶、送丝机、焊枪等连接方式参阅说明书。
(2)选择正确的持枪姿势:
a 身体与焊枪处于自然状态,手腕能灵活带动焊枪平移或转动。
b 焊接过程中软管电缆最小曲率半径应大于300m/m焊接时可任意拖动焊枪。 c 焊接过程中能维持焊枪倾角不变还能清楚方便观察熔池
d 保持焊枪匀速向前移动,可根据电流大小、熔池的形状、工件熔和情况调整焊枪前移速度,力争匀速前进。
2、 基本操作
(1) 检查全部连接是否正确,水、电、气连接完毕合上电源,调整焊接规范参数。
(2) 引弧:CO2气体保护焊采用碰撞引弧,引弧时不必抬起焊枪,只要保证焊枪与工作距离。
a 引弧前先按遥控盒上的点动开关或焊枪上的控制开关将焊丝送出枪嘴,保持伸出长度10 ~15 mm。
b 将焊枪按要求放在引弧处,此时焊丝端部与工件未接触,枪嘴高度由焊接电流决定。
c 按下焊枪上控制开关,焊机自动提前送气,延时接通电源,保持高电压、慢送丝,当焊丝碰撞工件短路后自然引燃电弧。短路时,焊枪有自动顶起的倾向,故引弧时要稍用力下压焊枪,防止因焊枪抬起太高,电弧太长而熄灭。
3、 焊接
引燃电弧后,通常采用左焊法,焊接过程中要保持焊枪适当的倾斜和枪嘴高度,使焊接尽可能地匀速移动。当坡口较宽时为保证二侧熔合好,焊枪作横向摆动。焊接时,必须根据焊接实际效果判断焊接工艺参数是否合适。看清熔池情况、电弧稳定性、飞溅大小及焊缝成形的好坏来修正焊接工艺参数,直至满意为止。
4、 收弧
焊接结束前必须收弧。若收弧不当容易产生弧坑并出现裂纹、气孔等缺陷。焊接结束前必须采取措施。
(1)焊机有收弧坑控制电路。焊枪在收弧处停止前进,同时接通此电路,焊接电流电弧电压自动减小,待熔池填满。
(2) 若焊机没有弧坑控制电路或因电流小没有使用弧坑控制电路。在收弧处焊枪停止前进,并在熔池未凝固时反复断弧、引弧几次,直至填满弧坑为止。操作要快,若熔池已凝固才引弧,则可能产生未熔合和气孔等缺陷。
第二篇:二氧化碳气体保护焊焊接参数
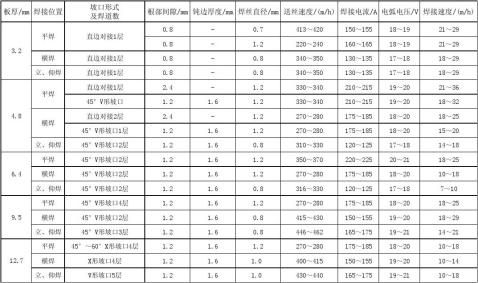
对接接头CO2气体保护焊焊接参数
注:1.立焊操作方法为向下立焊2.保护气体流量为15~18L/min3.V形和X形坡口角度为45°~60°
4.上列焊接参数也适用于低合金钢和不锈钢,但保护气体成分不同5.留大间隙直边对接和V形坡口对接均加固定衬垫