二氧化碳气体保护焊
焊机参数调整
实验报告
作者:冯裕辉
辅导老师:郝如征
1
一、作者和老师简介:
作者冯裕辉,系河北省黄骅市人,河北省黄骅市电力局工作。2010至20xx年拜在沧州光明学校电焊专业曾伯华、郝如征两位老师门下学习电气焊技术,通过两位老师的精心辅导,该学生记录了一些二氧化碳气体保护焊的工艺参数,并总结了一些调节二氧化碳气体保护焊工艺参数的方法,供各位师兄师弟以及广大同行参考。由于俾人能力不高、水平有限,难免在实验报告中有些错误和纰漏,希望大家给予批评斧正。
郝如征老师:
焊工技师,现任河北省沧州市光明学校焊工专业教师。对焊条电弧焊、氩弧焊、CO2焊、气焊、气割、等离子切割、碳弧气刨等有深入研究,并能合理运用焊接参数、简化工艺、提高效率。
曾于化建工作,多次接触高端焊接先进技术、熟练的焊接技术、焊缝经探伤检验合格,有丰富的实践经验。20xx年底与冯裕辉合作,制造一套氩弧焊自动送丝系统,使氩弧焊效率更快,操作更简单。现在学校任教,对焊接理论有独特见解。
二、实验目的:
通过实验,让大家更好的认识焊接电压、焊接电流对焊缝和熔池质量的影响,通过以上研究让大家了解焊接不同厚度的工件如何调节二氧化碳气体保护焊机的电流和电压。
2
三、实验器材和焊接位置:
二氧化碳气体保护焊机一台(型号NBC-250,上海凯尔达公司生产)、
二氧化碳气体保护焊焊丝一盘(直径0.8mm)、
二氧化碳气体一瓶、
低碳钢钢板若干(厚度4mm)、
自动变光电焊面罩一个、
电焊手套一副;
焊接位置为横焊和横对接。
四、实验步骤:
焊接电流为3(约100A),电压为5(约20V)为标准电弧,溶滴为短路过渡
1. 焊接电流不变,焊接电压变化,测试对焊接质量的影响: 电流固定为3,即电流为100A不变,
电压逐渐增大:
(1)、电压为5时(20V),焊缝质量优良。声音为短路过渡的“啪啪”声。
(2)、电压为6时(21V),焊丝端头已融化,但焊丝未送进熔池,送丝速度相对过慢。
(3)、电压为7时(22V),同上现象,余高更小,焊缝更宽,熔池更大。
(4)、电压为8时(24V),同上现象,余高更小,焊缝更宽,
3
熔池更大。声音改变,不再是“啪啪”声,取而代之的是“噗噗”的喷射的声音。
(5)、电压为9时(25V),同上现象,熔敷金属开始下淌。“噗噗”声更大。
(6)、电压为10时(26V),同上现象,焊丝端头在焊嘴内就已脱落,喷射至工件上,焊缝很宽,电弧相当不稳定,无法正常焊接,余高非常小。当增大CO2气体流量,拉长电弧,融化的焊丝金属稍均匀的喷射至工件上,焊缝更宽,熔深更大,余高更小。
(7)、电压为11时(28V),熔融的焊丝象水流一样射向工件表面,已没有声音,先前的“噗噗”声已经消失。长弧时金属流淌很严重。
(8)、电压为12时(30V),熔深更大,焊嘴被烧坏。
结论一:电流不变的情况下,电压越高,焊接能量越大,熔深大、焊缝宽、熔池大、余高小。焊丝端头已熔化,但焊丝未送入熔池,发出“噗噗”的喷射声音。
最终导致焊丝被熔化成金属流喷射到工件上,同时喷射声消失。
电压逐渐减小:
(9)、电压为4时(19V):余高稍大,焊缝稍窄、熔池稍小
(10)电压为3时(18V):余高更大、焊缝更窄、熔池更小。
4
并且焊丝端头还没来得及熔化,焊丝已送入熔池,焊枪被送丝的力往外推,拿焊枪的手有些吃力。
(11)、电压为2时(17V):焊枪被往外推的力更大,焊丝端头未熔化之前已经接触工件,无法形成良好的焊缝,同时焊缝更细,余高更高,焊出来的焊缝外形相当难看。
(12)、电压为1时(16V):飞溅明显比电压2档时更大,焊缝更窄,熔池更小,余高更大、焊枪被往外推的力量更大。焊缝更难看。
结论二:电流不变的情况下,电压减小,焊接能量减小,熔深小、焊缝窄、熔池小、余高大。发出“啪啪”的声音,同时飞溅很大。焊丝端头未熔化,已被送入熔池,造成焊枪外顶。
注:电压大与电压小声音是不同的,电压大时发出“噗噗”的喷射声,电压小时发出“啪啪”的清脆的电弧短路的声音。
二、电压保持不变,电流变化对焊缝的影响:
电流变大:
电压固定5档(20V)
(1) 电流为3(100A)时,为标准电弧,焊缝质量良好。
5
(2) 电流为4(120A)时,焊缝稍变窄,余高稍变大,熔
池稍变小,焊枪往外顶,焊丝端头没来得及熔化,已
经被送入熔池。造成焊枪外顶。由于送丝速度加快,
造成焊肉过多堆积。
(3) 电流为5(160A)时,焊缝更窄,余高更大,熔池更
小,焊枪往外顶的力更大,大量熔敷金属堆积下淌,
焊肉更高。
(4) 电流为6(200A)时,焊缝更窄,余高更大、熔池更
小,焊枪被往外顶的力更大,难以拿住焊枪,金属下
淌,无法形成良好的焊缝。
结论三:电压不变,电流增大,造成送丝速
度过快。焊丝端头来不及熔化,就
已被送入熔池,造成焊枪外顶。同
时焊缝变窄,余高过大,熔池过小,
熔敷金属堆积。
电流减小:
(5) 电流为2(80A)时:电流小,焊缝变窄,同时余高
变小,端头已熔化,但焊丝未送进熔池。发出“噗噗”
的喷射声。
(6) 电流为1(50A)时:电流小,送丝速度慢,焊丝端
头已熔化,但焊丝未及时送进熔池。同时发出“噗噗”
的喷射声,焊丝被化成金属流喷射,但是电流小,焊
6
接能量小,焊缝很窄,余高大,金属堆积。
结论四:电压不变,电流减小,焊丝端头已
熔化,但是焊丝没有及时送入熔
池,同时发出“噗噗”的喷射声,
但电流小,电弧能量小,造成焊缝
窄。金属堆积,余高大。
比较:
一、电压恒定、电流小与电流恒定、电压大的比较:
共性:都形成金属流的喷射,焊接时都发出“噗噗”的喷射
声。
异性:(1)电压恒定,电流小时,焊接能量小,焊缝窄、余
高大、熔深小、金属堆积多。发出的声音小,金属下
淌少。
(2)电流恒定、电压大时,焊接能量大,焊缝宽、
余高小、熔深大、金属堆积少。发出的声音大,金属
下淌多。
假设适中电压分别为U、I,则适中功率P=UI,在(1)中,电流I1<I,则(1)中焊接功率P1=I1U,P1<P,在(2)中电压U2>U,则(2)中的焊接功率P2=U2I,P2>P。也就是说P2>P>P1。同样溶滴喷射过渡,电压大比电流小造成的输入能量大,熔深大,焊缝宽、余高小、金属堆积少,下淌严重。
二、电压恒定、电流大与电流恒定、电压小的比较:
7
共性:焊丝端头来不及熔化,已被送进熔池,焊枪有被往外顶的感觉。焊缝成型不好,余高过大,金属堆积。
异性:(3)前者输入能量大,焊缝宽、熔深大;
(4)后者输入能量小,焊缝窄,熔深小。
假设适中电流、电压分别为I、U,则适中功率P=UI,(3)中I3>I,则焊接功率P3=UI3,P3>P,在(4)中U4<U,P4=U4I,P4<P,即P4<P<P3。
总结:焊接线能量Q=UI / V,
其中U是焊接电压,I是焊接电流,V是焊接速度。在焊接速度V一定的情况下,U、I的乘机越大,则焊接输入的能量越大。在二氧化碳气体保护焊中,焊接电压U、和焊接电流I都决定输入能量的大小,但电流I增大送丝速度也增大,电流I减小送丝速度也减小。送丝速度大了,送进熔池的金属多,金属多了就需要更大的能
8
量来加热熔池,所以增大电流对熔池焊接能量的提高被大量送进的金属抵消,所以在电流和送丝速度固定后,应该用调节电压的方法来调节焊缝的能量。
焊接不同厚度的工件时,调节二氧化碳气体保护焊机的电压和电流的方法:
1. 首先确定焊接电流,如果工件厚度为xmm,则焊接电流首
先调节在20x至30x安培之间,电流确定了,送丝速度也就确定了。
2. 根据电流确定电压大小,电流大,则电压大;电流小,则
电压小。如果听到清脆的“啪啪”声,同时焊枪往外顶的厉害,说明电压小了,调大电压;如果听到“噗噗”的喷射声,同时焊丝端头未接触熔池就已熔化,说明电压高了,调小电压。让电压介于这两种状态之间,焊丝端头送进熔池正好熔化。
实验报告编写完毕
20xx年3月21日
9
第二篇:二氧化碳气体保护焊焊接参数
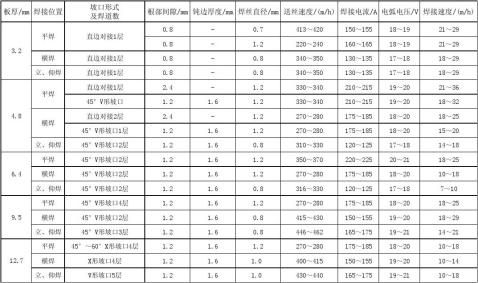
对接接头CO2气体保护焊焊接参数
注:1.立焊操作方法为向下立焊2.保护气体流量为15~18L/min3.V形和X形坡口角度为45°~60°
4.上列焊接参数也适用于低合金钢和不锈钢,但保护气体成分不同5.留大间隙直边对接和V形坡口对接均加固定衬垫