二氧化碳气体保护焊的运用
一、二氧化碳气体保护焊与手工电弧焊对比试验
为了对CO2气体保护焊和手工电弧焊的一些参数进行对比,我们对CO2气体保护焊与手工电弧焊进行了对比焊接,试验结果表明:
1、CO2气体保护焊由于熔池小、热影响区窄,因此焊后工件变形小,焊缝质量好。
2、生产率高。另外焊后不需清渣,故生产率可比手工电弧焊高1-4倍。
3、焊接成本低。二氧化碳气体来源广,价格低,CO2保护焊的成本只有手工电弧焊的40%-50%左右。
4、适用范围广。可进行各种位置的焊接。
5、操作性能好。因其为明弧焊,可以看清电弧和熔池情况。便于掌握和调整。
二、焊接规范参数的选择
在用CO2气体保护焊焊接薄板时,焊接规范一般采用比较小的,即较低的电弧电压和较小的焊接电流,因此,熔滴呈短路过渡。主要的规范参数有:电弧电压,焊接电流,焊接回路电感,焊接速度,气体流量以及焊丝干伸长等。
1、电弧电压及焊接电流。
电弧电压是焊接规范中关键的一个参数。它的大小决定了电弧的长短,决定了熔滴的过渡形式。实现短路过渡的条件之一是保持较短的电弧长度。所以就焊接规范而言,短路过渡的一个重要特征是低电压。
确定电弧电压数值时,要考虑和焊接电流之间的匹配关系。在一定的焊丝直径及焊接电流下,电弧电压若过低,电弧引燃困难,焊接过程不稳定。电弧电压过高,则由短路过渡转变成大颗粒的长弧过渡,焊接过程也不稳定。只有电弧电压与焊接电流匹配得较合适时,才能获得稳定的焊接过程,并且飞溅小,焊缝成形好。当电流小于300A时,焊接电压与电流遵循以下:
U=0.04I+16(+-)1.5
2、焊接回路电感。
焊接回路电感直接影响着短路电流的增长速度。因此,调节焊接回路电感,就可以调节短路电流的增长速度,从而控制电弧的燃烧时间,控制母材的熔深。
3、焊接速度。
焊接速度过快会引起焊缝两侧咬肉,焊接速度过慢则容易产生烧穿和焊缝组织粗大等缺陷,因此为了保证焊缝的质量,需要选择合适的焊接速度。
4、焊丝干伸长。
由于短路过渡焊接所采用的焊丝都比较细,因此焊丝干伸长度上产生的电阻便成为焊接规范中不可忽视的因素。随着焊丝干伸长度增加,焊丝上的电阻热增大,焊丝熔化加快,从提高生产率上看这是有利的,但是当焊丝干伸长度过大时,焊丝容易发生过热而成段熔断,飞溅严重,焊接过程不稳定。焊丝干伸长度过小势必缩短喷嘴与工件间的距离,飞溅金属容易堵塞喷嘴。
5、气体流量。
在焊接电流较大,焊接速度较快,焊丝干伸长度较长以及在室外作业等情况下,气体流量要适当加大,以使保护气体有足够的挺度,提高其抗干扰的能力。但是,气体流量过大,保护气流的紊流度增大,反而会将外界空气卷入焊接区,使保护效果变差,甚至在焊缝中引起气孔。
6、电源极性。
CO2电弧焊在焊接薄板时一般都是采用直流反接(反极性),即焊件接阴极,焊丝接阳极。因为采用反极性,飞溅小,电弧稳定,成形较好。
第二篇:二氧化碳气体保护焊通用工艺规程
上海龙净环保科技工程有限公司 二氧化碳气体保护焊通用工艺规程
二氧化碳气体保护焊通用工艺规程
(JB/T 9186-1999)
JB/T 9186—1999《二氧化碳气体保护焊工艺规程》适用于直径不超过1.6mm实芯焊丝的、结构钢的二氧化碳气体保护半自动和自动焊接工艺,不涉及二氧化碳保护点焊及气电立焊工艺。
1.术语
除GB/T 3375—1994《焊接术语》还使用以下名词术语。
1)焊丝伸出长度(electrode extension) 焊接过程中焊丝伸出导电嘴的长度(Ls),如图22—16所示。
2)层流(1aminar flow) 保护气体在喷嘴内和喷嘴外的一定距离作有规则的层状流动。 2焊接
2.1焊接准备
1) 坡口形式与尺寸坡口形式及尺寸与接头型式、板厚、焊接位置、施工条件等因素有
关,按GB/T985-1988《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺
寸》选用。
平焊位置施焊,若焊枪喷嘴不需伸入坡口时,坡口角度应选下限。
2)非全熔透性焊缝的熔透深度S>0.7δ即可,否则应注明熔透深度的具体数据。
3)焊丝、坡口及坡口周围10~20mm范围内必须保持清洁,不得有影响焊接质量的铁锈、油污、水和涂料等异物。
4)应根据工艺评定试验的结果编制产品的焊接工艺,以确定是否焊前预热、预热规范、层间温度、焊接工艺参数以及是否焊后热处理及热处理规范等。工艺评定的内容和要求,可根据产品技术要求或供需双方协商的结果由制造厂拟定,并经制造厂技术负责人批准后执行。工艺评定试验结果应存档备查。
1.2.2二氧化碳气体保护焊焊接工艺参数的选择
(1)工艺评定试验的焊接工艺参数选择
1)焊丝直径可按表1选用焊丝。
2)焊丝伸出长度
表1

b. 焊接过程中,导电嘴到母材间的距离一般为焊丝直径的10~15倍。
3)焊接电流
a.在保证母材焊透又不致烧穿的原则下,应根据母材厚度、接头形式以及焊丝直径正确选用焊接电流。
b.各种直径焊丝的常用的焊接电流范围见表2。
上海龙净环保科技工程有限公司 二氧化碳气体保护焊通用工艺规程

选用较小的焊接电流,见表3。 4)电弧电压
a电弧电压必须与焊接电流合理的匹配。不同直径的焊丝常用电流与相应电弧电压的匹配关系见图。
b.提高电弧电压,可以显著增大焊缝宽度。
5)焊接速度
a.半自动焊时,焊接速度一般不超过30m/h;自动焊时,焊接速度不超过90m/h。 b.焊接速度应能满足不同种类钢材对焊接线能量的要求。 6)气体流量
a。当焊丝直径小于或等于1.2mm时,气体流量一般为6~15L/min;焊丝直径大于1.2mm时,气体流量应取15~25L/2nin。
b.焊接电流越大,焊接速度越高,在室外焊接以及仰焊时,应采用较大的气体流量。
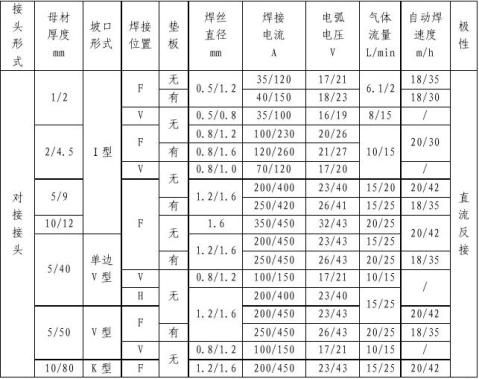
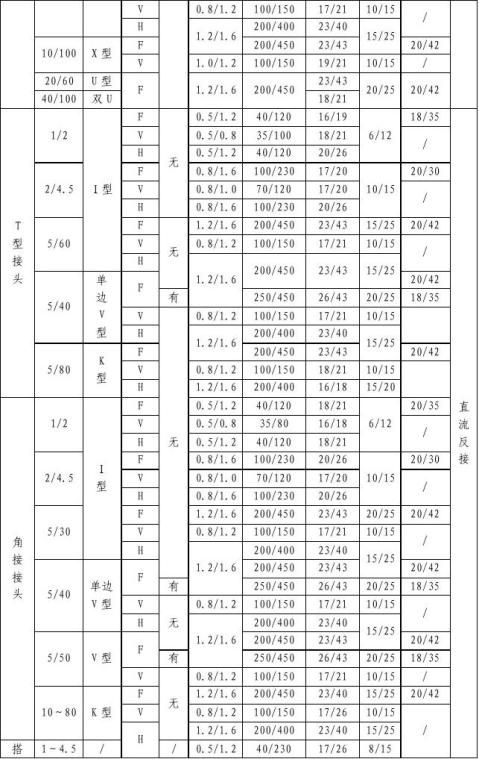
(2)推荐使用的半自动及自动焊工艺参数见表4所示。
表4推荐的半自动及自动焊工艺参数
(JB/T9186-1999)

上海龙净环保科技工程有限公司 二氧化碳气体保护焊通用工艺规程
上海龙净环保科技工程有限公司 二氧化碳气体保护焊通用工艺规程
注:焊接位置代号:F-平焊位置;V-立焊位置;H-横焊位置。
表5定位焊缝的长度和间距 (JB/T9186-1999) mm

1.2.3焊接施工 1) 2)
必须根据被焊工件结构的特点,选择合理的焊接顺序。 定位焊缝应有足够的强度,一般定位焊缝的长度和间距见表5。如发现定位焊缝有夹渣、
气孔和裂纹等缺陷,应将缺陷部分除尽后再补焊。
3) 立焊时可采用立向下焊。焊接时应注意防止未熔合缺陷的产生。
4) 保护气体应有足够的流量并保持层流,应及时清除附在导电嘴和喷嘴上的飞溅物,确保
好的保护效果。
5) 焊接区域的风速应限制在1.Om/s以下,否则应采用挡风装置。
6) 对于重要焊缝,在焊缝两瑞应设置尺寸合适的引弧板和引出板。在不能使用引弧板和引
出板时,应注意防止在引弧处和收弧处产生焊接缺陷。 7) 应经常清理送丝软管内的污物。半自动焊接时,送丝软管的曲率半径不得小于150mm。
1.2.4焊缝返修
对于不合格的焊接接头,允许返修。在返修焊前必须将影响返修焊质量的焊接缺陷彻底清除。为了保证产品质量应按产品要求严格限制返修次数。
