班级: 姓名: 学号:
实验一跳动公差测量实验
一、实验目的
1、 掌握百分表的安装及使用方法
2、 理解掌握跳动公差的概念
3、 掌握径向圆跳动、端面圆跳动的测量
二、实验内容
1、 百分表的安装
2、 利用百分表测量跳动公差
三、实验设备
百分表(架)、滑座、底座、测量轴
四、实验原理
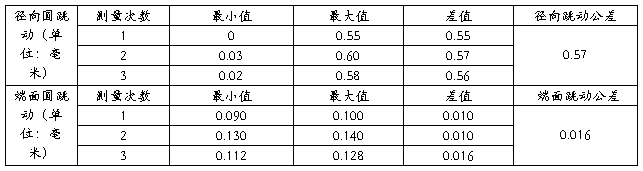
将测量轴(端面)放在滑座上,在被测零件回转一周过程中百分表读数最大值与最小值之间的差值,即为单个测量平面上的径向(端面)圆跳动误差。
五、实验步骤
1. 将百分表(架)、滑座、底座组装成测量仪,并将测量轴装在滑座的两个顶尖上,用微调螺丝定位
2 . 在被测零件回转一周过程中百分表读数最大差值,即为单个测量平面上的径向跳动误差。
3、沿轴向选择3个测量平面进行测量,并将测量数据填入表中。表中 各点的最大差值即为该零件的径向跳动误差。
4. 整理数据,整理实验器材,完成实验。
六、实验数据及结果
班级: 姓名: 学号:
实验二水平仪实验
一、实验目的
1.了解框式水平仪的工作原理
2.掌握框式水平仪的使用方法
3.掌握利用框式水平仪测水平
二、实验内容
利用框式水平仪测量某个表面是否水平
三、实验原理
工作原理:当水平发生倾斜时,水准泡的气泡就向水平仪升高的一端移动。由于水准泡的内壁曲率半径不同,因此产生了不同的分度值。
四、实验设备
框式水平仪
五、使用方法:
测量时使水平仪工作面紧贴在被测表面,待气泡完全静止后方可进行读数。
水平仪的分度值是以一米为基长的倾斜值 ,如需测量长度为L的实际倾斜则可通过下式进行计算:
实际倾斜值=分度值*L*偏差格数
例如:分度值为0.02mm/m,L=200m, 偏差格为2格。
实际倾斜值为:
水平仪零位校对,调整方法:
将水平仪放在基础稳固,大致水平的平板(或机床导轨)上,待气泡稳定后,在一端如左端读数,且定为零。再将水平仪调转180度,仍放在平板原来的位置上,待气泡稳定后,仍在原来一端(左端)读数A格(以前次零读数为起点),则水平仪零位误差为二分之A格。如果零位误差超过许可范围,则需调整水平仪零位调整机构(调整螺钉或螺母,使零位误差减小至许可值以内。对于非规定调整的螺钉,螺母不得随意拧动。调整前水平仪工作面与平板必须揭擦试干净。调整后螺钉或螺母等件必须固紧)
六、思考题:
1.如何判断水平仪是否有误差?若有误差如何调整?
答:将水平仪放在被测平面,记录下水泡的所在刻度(如,右偏n格),然后原地旋转180°,要是刻度与原来的位置一样(右偏n格),则水平仪没有误差,否则有。
2.用有误差的水平仪如何判断一个表面是否水平?
答:将水平仪放在被测平面,记录下水泡的所在刻度,如右偏n格,然后原地旋转180°,要是刻度与原来的位置相反(左偏)且也偏n格,则平面水平,否则不平。
班级: 姓名: 学号:
实验三干涉显微镜的使用
一、实验目的
1.了解干涉显微镜的结构与工作原理
2.掌握干涉显微镜的使用方法
3.能够快速调出干涉带
二、实验内容
1.干涉显微镜的操作
2.利用干涉显微镜观察干涉带
三、实验原理
根据仪器说明书在这里简单总结一下
四、实验设备
把实验用到的设备都在这里列出来
五、实验步骤(过程)
这里简单说明一下你的实验步骤,本实验主要指调干涉带的步骤
六、实验现象
实验过程中你观察到了什么现象或者结果?在这里简单说明
五、问题分析
如果实验中出现了什么问题,在这里讨论分析一下
注意:用A4纸写,按照这个格式往报告里面填具体内容,思考题都要回答出来写在报告里面
第二篇:20xx机械制造基础复习题完整版
试卷结构:1.选择题 30%,(其中单选10%,多选20%)
2.问答题6小题,56%
3.计算分析题2小题,14%
复习题
1.对刀具切削部分的材料性能有何要求?目前刀具切削部分材料分为哪几类?
2.何为材料的切削加工性?其衡量指标主要有哪几个?改善工件材料切削加工性的途径有那些?
3.刀具磨损的形式有几种?刀具磨损分几个阶段?何为刀具耐用度?
4.何谓砂轮硬度?它与磨粒的硬度是否是一回事?如何选择砂轮硬度?砂轮硬度选择不当会出现什么弊病?
5.夹具由哪几部分组成?各部分有什么作用?
6.选择夹紧力方向和作用点应注意哪些原则?
7.什么是完全定位、不完全定位、欠定位和过定位?
8.试述车刀切削部分的组成。
9、什么是粗基准?什么是精基准?选择粗、精基准应遵循什么原则?
10.机械加工工序的安排原则是什么?
11.机械加工工艺过程划分加工阶段的原因是什么?
12.什么叫主运动?什么叫进给运动?试以车削(车外圆)、钻削、平面磨削(周磨法)、外圆磨削、平面铣削、拉削为例进行说明。
1. 工艺尺寸链计算
2. 工序尺寸及偏差的计算和标注
3. 零件结构工艺性分析
4. 工件定位分析(自由度限制分析)
PPT8-9:
1-1、进给运动通常是机床中( )。
①切削运动中消耗功率最多的运动 ② 切削运动中速度最高的运动
③ 不断地把切削层投入切削的运动 ④ 使工件或刀具进入正确加工位置的运动
1-2、背吃刀量是指主刀刃与工件切削表面接触长度( )。
①在切削平面的法线方向上测量的值 ② 正交平面的法线方向上测量的值
③在基面上的投影值 ④ 在主运动及进给运动方向所组成的平面的法线方向上测量的值
1-3、垂直于过渡表面度量的切削层尺寸称为( )。
① 切削深度 ② 切削长度 ③ 切削厚度 ④ 切削宽度
1-4、通过切削刃选定点,垂直于主运动方向的平面称为( )。
① 切削平面 ② 进给平面 ③ 基面 ④ 主剖面
1-5 在外圆磨床上磨削工件外圆表面,其主运动是( )。
① 砂轮的回转运动 ② 工件的回转运动 ③ 砂轮的直线运动 ④ 工件的直线运动
1-6 在立式钻床上钻孔,其主运动和进给运动( )。
①均由工件来完成 ② 均由刀具来完成
③ 分别由工件和刀具来完成 ④ 分别由刀具和工件来完成
2-1、 实现切削加工的基本运动是( )。
① 主运动 ② 进给运动 ③ 调整运动 ④ 分度运动
2-2、 主运动和进给运动可以( )来完成。
① 单独由工件 ② 单独由刀具 ③ 分别由工件和刀具 ④ 分别由刀具和工件
2-3、 在切削加工中主运动可以是( )。
 ① 工件的转动 ② 工件的平动 ③ 刀具的转动 ④ 刀具的平动
① 工件的转动 ② 工件的平动 ③ 刀具的转动 ④ 刀具的平动
2-4、切削用量包括( )。
① 切削速度 ② 进给量 ③ 切削深度 ④ 切削厚度
1-1、在正交平面内度量的基面与前刀面的夹角为( )。
① 前角 ② 后角 ③ 主偏角 ④ 刃倾角
1-2、刃倾角是主切削刃与( )之间的夹角。
① 切削平面 ② 基面 ③ 主运动方向 ④ 进给方向
1-3、在背吃刀量和进给量f一定的条件下,切削厚度与切削宽度的比值取决于( )。
① 刀具前角 ② 刀具后角 ③ 刀具主偏角 ④ 刀具副偏角
1-4、垂直于过渡表面度量的切削层尺寸称为( )。
① 切削深度 ② 切削长度 ③ 切削厚度 ④ 切削宽度
1-5 在正交平面Po中测量的角度有( )。
① 前角 ② 后角 ③ 主偏角 ④ 副偏角
1-6 用硬质合金刀具对碳素钢工件进行精加工时,应选择刀具材料的牌号为( 不考 )。
① YT30 ② YT5 ③ YG3 ④ YG8
PPT15、16、17:
 1-1 在球体上铣平面,要求保证尺寸H(习图2-1-13),必须限制( )个自由度。
1-1 在球体上铣平面,要求保证尺寸H(习图2-1-13),必须限制( )个自由度。
① 1 ② 2 ③ 3 ④ 4
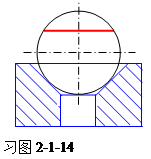
1-2 在球体上铣平面,若采用习图2-1-14所示方法定位,则实际限制( )个自由度。
① 1 ② 2 ③ 3 ④ 4
1-3 过正方体工件中心垂直于某一表面打一通孔,必须限制( )个自由度。
① 2 ② 3 ③ 4 ④ 5
PPT18
1-1 机床型号中必然包括机床( )。
① 类别代号 ② 特性代号 ③ 组别和型别代号 ④ 主要性能参数代号
1-2 机床几何精度包括( )等。
① 工作台面的平面度 ② 导轨的直线度 ③ 溜板运动对主轴轴线的平行度 ④ 低速运动时速度的均匀性
第七章PPT:
2-1 选择粗基准最主要的原则是( )。
① 保证相互位置关系原则 ② 保证加工余量均匀分配原则 ③ 基准重合原则 ④ 自为基准原则
2-2 采用统一精基准原则的好处有( )。
① 有利于保证被加工面的形状精度 ② 有利于保证被加工面之间的位置精度
③ 可以简化夹具设计与制造 ④ 可以减小加工余量
2-3 平面加工方法有( )等。
① 车削 ② 铣削 ③ 磨削 ④ 拉削
2-4 研磨加工可以( )。
① 提高加工表面尺寸精度 ② 提高加工表面形状精度 ③ 降低加工表面粗糙度 ④ 提高加工表面的硬度
2-5 安排加工顺序的原则有( )和先粗后精。
① 先基准后其他 ② 先主后次 ③ 先面后孔 ④ 先难后易
2-6 采用工序集中原则的优点是( )。
① 易于保证加工面之间的位置精度 ② 便于管理
③ 可以降低对工人技术水平的要求 ④ 可以减小工件装夹时间
2-7、基准重合原则是指使用被加工表面的( )基准作为精基准。
①设计 ② 工序 ③ 测量 ④ 装配
2-8、箱体类零件常采用( )作为统一精基准。
①一面一孔 ② 一面两孔 ③ 两面一孔 ④ 两面两孔
2-9、经济加工精度是在( )条件下所能保证的加工精度和表面粗糙度。
① 最不利 ② 最佳状态 ③ 最小成本 ④ 正常加工
1、工序余量公差等于 ( )。
① 上道工序尺寸公差与本道工序尺寸公差之和
② 上道工序尺寸公差与本道工序尺寸公差之差
③ 上道工序尺寸公差与本道工序尺寸公差之和的二分之一
④ 上道工序尺寸公差与本道工序尺寸公差之差的二分之一
2、直线尺寸链采用极值算法时,其封闭环的下偏差等于( )。
① 增环的上偏差之和减去减环的上偏差之和
② 增环的上偏差之和减去减环的下偏差之和
③ 增环的下偏差之和减去减环的上偏差之和
④ 增环的下偏差之和减去减环的下偏差之和
3、本工序加工余量包括 ( )和本工序安装误差。
① 上一工序尺寸公差 ② 本工序尺寸公差 ③ 上一工序表面粗糙度和表面缺陷层厚度 ④ 上一工序留下的形位误差
4、 单件时间(定额)包括( )等。
① 基本时间 ② 辅助时间 ③准备和终结时间④ 工作地服务时间
?5、 辅助时间包括( )等。
① 装卸工件时间 ② 开停机床时间 ③ 测量工件时间 ④ 更换刀具时间
6、 提高生产效率的途径有( )等。
① 缩短基本时间 ② 缩短辅助时间 ③ 缩短休息时间 ④ 缩短工作地服务时间
PPT10、11:
1 靠前刀面处的变形区域称为 第二 变形区,这个变形区主要集中在和前刀面接触的切屑底面一薄层金属内。
2 在已加工表面处形成的显著变形层(晶格发生了纤维化),是已加工表面受到切削刃和后刀面的挤压和摩擦所造成的,这一变形层称为 第三 变形区。
3 从形态上看,切屑可以分为带状切屑、 节状切屑 、 粒状切屑 和崩碎切屑四种类型。
4 在形成节状切屑的条件下,若减小刀具前角,减低切削速度,加大切削厚度,就可能得到 粒状切屑 。
5 在形成节状切屑的条件下,若加大刀具前角,提高切削速度,减小切削厚度,就可能得到 带状切屑 。
6.积屑瘤是 第二 变形区在特定条件下金属变形摩擦的产物。
7.切屑与前刀面粘结区的摩擦是第二 变形区变形的重要成因。
8.硬脆材料与金属材料的切除过程有所不同,其切除过程
以 断裂破坏 为主
9 . 积屑瘤是在 中等 切削速度加工塑性材料条件下的一个重要物理现象。
1. 刀具正常磨损的主要表现形式为前刀面磨损、后刀面磨损和 磨损。
2. 刀具的非正常磨损是指刀具在切削过程中突然或过早产生损坏现象,主要表现为两种形式: 和卷刃。
3. 一次磨刀之后,刀具进行切削,后刀面允许的最大磨损量(VBmax),称为 , 或者叫做磨损限度。
4. 形成刀具磨损的原因非常复杂,它既有 磨损,又有 、化学作用的磨损,还有由于金相组织的相变使刀具硬度改变所造成的磨损。
5. 刀具耐用度是指刀具从开始切削至达到 为止所使用的切削时间,用T表示。