过 程 确 认 控 制 程 序
版本/修改码:A/0 Q/ZC.P20-2009

1目的
通过对生产过程确认,以确保过程达到所策划结果的能力。
2范围
本程序适用于本公司不能由后续的监视和测量加以验证的生产过程(特殊过程)。对其他生产过程也按此要求进行确认。
3职责
3.1产品工程部负责对过程进行确认,负责编写作业指导书。
3.2各部门负责配合产品工程部进行过程确认。
4工作程序
4.1过程的识别
4.1.1多方论证小组应在制造过程的APQP阶段,利用PFMEA或已掌握的知识和经验,对生产和服务提供过程进行识别,本公司生产方面的特殊过程是橡胶硫化;浸漆为外包特殊过程。
4.1.2生产部对过程确认提供现场支持,并提供适宜的生产设备和工装。
4.1.3产品工程部在过程开发阶段对过程提供作业指导书。
4.1.4质量保证部在产品工程部的配合下,对过程的操作人员进行了技能培训并持证上岗,满足过程对人员技能的要求;特殊操作人员,应满足国家及相关行业对操作人员的资格要求。
4.2过程的确认
4.2.1生产过程确认的要求和准则
a)通过对影响过程质量的因素进行确认,以证实过程能力满足于期策划的能力要求。
b)对生产和服务提供过程的输出不能由后续的监视和测量装置加以验证,使问题在产品使用后或服务交付后才能显现的生产过程为特殊过程,本公司的特殊过程为橡胶硫化。不但对特殊过程要进行确认,对生产和服务提供的其他一般过程都要进行确认。
c)产品工程部制定以下过程评审的准则,作为确认人员对全部制造过程进行确认的依据。所有生产过程都应符合这些准则的要求:
(1)生产现场可以方便地查阅有效版本的作业指导书;
(2)操作者在正式生产前,进行了首件检验并确认合格;
(3)操作者在正式生产前,进行了设备点检,并排除了在点检过程中发现的设备异常;
(4)操作者所使用的检测设备经过检定/校准,且在有效期内;
(5)操作者按规定的频次和数量对产品质量进行了自检;
(6)操作者按作业指导性文件中所规定的过程参数操作,并保持了对过程参数的监测记录(冷加工过程可以不做记录);
(7)操作者具备资格并经过批准上岗;
(8)操作者正确佩带或使用了劳动保护用品;
(9)操作者按规定对过程实施了统计过程控制(必要时);
(10)产品一次交验合格率达到了规定指标;
(11)设备按计划进行了预防性维护,并验收合格;
(12)该过程稳定受控,过程能力指数达到了规定的要求(大于1.33);
(13)生产现场处于清洁、有序和维护的状态。
4.2.2设备认可
设备性能必须满足产品过程规范的要求,各项性能参数达到设备规定的指标,设备精度保持原设备规定的指数。有设备维护保养文件规定,设备使用前点检、安全防护、可靠性验证等。
4.2.3人员资格鉴定
过程操作人员必须具备能力,包括教育、培训、技能和经验的要求。必须掌握设备的使用和操作方法,能对所使用的设备进行维护和保养。对过程操作人员上岗前必须经过培训并考察合格,持有上岗证方可上岗操作。对于国家规定的特殊工种必须持有上级劳动部门签发的上岗证。
4.2.4作业指导书
对由产品工程部编制的作业指导书中规定的操作工艺及设定的工艺参数,进行工艺性、可靠性分析,必要时进行试验或实际生产验证,直到过程输出的产品满足规定的要求。
4.2.5过程的记录
按产品要求及工艺要求,采用规定的记录表格。表格设计内容应能包括工艺过程及工艺参数的记录要求,要能保证记录的内容能够证实产品的质量要求。特殊过程应填写《特殊过程参数记录表》。
4.2.6其他:
a)环境要求。如:现场应清洁,通风良好,不应有粉尘污染,有足够的采光和照明等。
b)监视和测量装置要求。如:过程设备(包括特殊过程设备)上的测量装置应状态良好,必要时按计划进行周期检定。
c)交接班制度,如多班次有交接班记录。
4.2.7过程确认由产品工程部负责组织,明确确认的分工和确认要求,由产品工程部负责人作出最终确认结论。
a) 涉及设备方面由生产部设备主管人员负责。
b) 涉及人员方面由质量保证部负责。
c) 涉及作业文件、记录方面由产品工程部负责。
d) 涉及产品质量、监视和测量装置方面由质量保证部负责。
e) 涉及环境方面由生产部负责。
f) 其它方面由职责部门负责。
4.2.8参与过程确认的部门在《过程确认报告》上会签。过程确认报告中对所发现的不合格项,责任部门应立即采取纠正或纠正措施,执行《纠正措施和预防措施控制程序》。确认合格后,在日常运行中,车间应填写《特殊过程参数记录表》。
4.3再确认
4.3.1由产品工程部负责对过程每年12月份进行一次重新确认,必要时填写《过程确认报告》。
4.3.2生产过程中,如果过程发生了变化,包括:人员、设备、材料、方法以及工作环境,由生产部通知产品工程部按4.2要求进行重新确认,确认后填写《过程确认报告》。
4.4过程确认记录由产品工程部按《记录控制程序》要求保存。
5引用文件
5.1 Q/ZC.P02-2009 记录控制程序
5.2 Q/ZC.P32-2009 纠正措施和预防措施控制程序
6记录
6.1 JL-P20-01 过程确认报告
6.2 JL-P20-02 特殊过程参数记录表

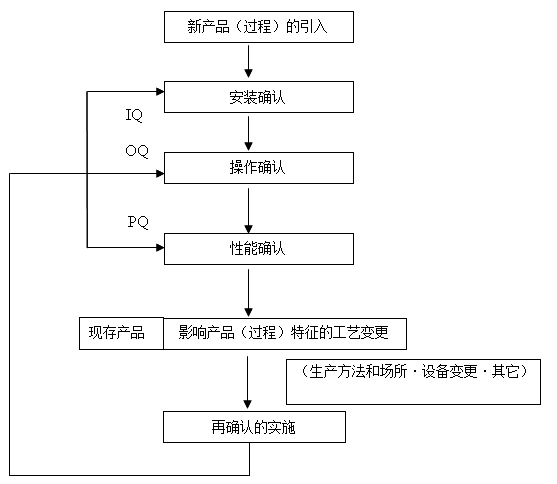
7过程分析图


第二篇:过程确认控制程序
4.3 过程确认程序
4.3.1成立确认小组。技术部负责协同采购部、生产部、质量部组建由技术人员、检验人员、采购人员、设备操作人员参加的确认小组,并明确组内成员的职责。
4.3.2编制确认计划
为了做好每一过程确认,确认小组应编制确认计划,内容包括:
a) 目的;
b) 确认依据;
c) 确认对象;
d) 确认小组成员及职责;
e) 时间、地点:
f) 范围及步骤:
——安装确认(IQ)
——操作确认(OQ)
——性能确认(PQ)
4.3.3安装确认(IQ)
应按设备说明书等相关资料进行设备安装,并进行安装确认,验证安装是否正确:
a) 设备技术文件和配件是否齐全;
b) 设备的硬件系统配置是否齐全并已得到正确安装;
c) 设备的精度是否达到要求;
d) 设备的工作环境是否符合要求。
4.3.4操作确认(OQ)
a) 检查设备是否在完好状态;
b) 检查各种仪表是否在检定合格有效期内;
c) 确定设备操作人员是否经过必要培训,是否熟悉设备操作;
d) 按设备操作使用说明书进行试运行;
e) 按所策划的工艺参数进行试验,确保根据这些参数制造的产品能在所有预期制造条件下满足全部预定要求,对上述工艺进行评估、确定和记录。
4.3.5性能确认(PQ)
本阶段关键目标,是要证实该过程能在正常工作条件下始终如一地制造出合格产品。
a) 操作人员按确定的工艺参数进行试生产,检验人员根据图纸、工艺、检验规范对试加工零件进行检验,并将结果记录在性能报告上。
b) 如果试生产零件符合要求,操作人员按确定的工艺参数进行批量试生产(10件以上),检验人员进行首件检验合格后方可批生产;
c) 该批零件加工完后,检验人员进行完工检验作好记录;
d) 批量试生产合格则表示该过程性能验证已完成。
4.4再确认
如果预测对产品的有效性或者对产品质量会产生重要影响的下列变更发生时,针对变更的内容、程度,
进行部分或全部的再确认。
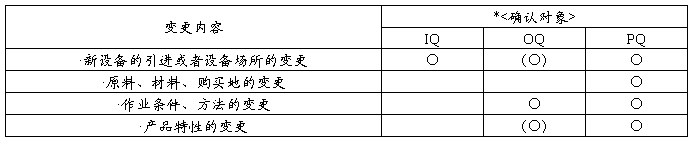
上表O或(O)表示有必要或者有可能性的对象,但对最终确认对象的判断由确认小组组长进行。正常情况下每年进行一次再确认。
4.5确认工作要求
4.5.1确认小组成员按分工做好相关记录,并按规定签字。
4.5.2确认报告,由确认小组组长批准。
4.5.3过程确认报告,由技术部负责保存。
5. 相关文件
5.1 ISO13485:2003《医疗器械、质量管理体系,用于法规的要求》
5.2 GHTF/SG3/N99-10:2004第二版 《质量管理体系过程确认指南》
5.3 各类设备操作说明书
5.4 各类作业指导书
5.5 《特殊过程和关键工序确认准则》