金相分析
金相分析是金属材料试验研究的重要手段之一,采用定量金相学原理,由二维金相试样磨面或薄膜的金相显微组织的测量和计算来确定合金组织的三维空间形貌,从而建立合金成分、组织和性能间的定量关系。将图像处理系统应用于金相分析,具有精度高、速度快等优点,可以大大提高工作效率。
目录
1.
2.
3.
4.
5. 1 简介 2 3 检测流程 4 5 主要设备
简介
编辑
计算机定量金相分析正逐渐成为人们分析研究各种材料,建立材料的显微组织与各种性能间定量关系,研究材料组织转变动力学等的有力工具。采用计算机图像分析系统可以很方便地测出特征物的面积百分数、平均尺寸、平均间距、长宽比等各种参数,然后根据这些参数来确定特征物的三维空间形态、数量、大小及分布,并与材料的机械性能建立内在联系,为更科学地评价材料、合理地使用材料提供可靠的数据。
金相分析 报告数据主要来源于国家统计局、国家海关总署、国务院发展研究中心、国内外相关刊物杂志的基础信息以及金相图像分析仪科研单位等。报告对我国金相图像分析仪行业发展现状与前景、国际金相图像分析仪行业发展现状与前景、金相图像分析仪行业数据、金相图像分析仪行业标杆企业、金相图像分析仪行业上下游、金相图像分析仪价格和销售渠道价格管理、金相图像分析仪行业投资策略、营销策略、经营管理和竞争战略等进行深入研究,并重点分析金相图像分析仪行业的前景与风险。揭示金相图像分析仪市场潜在需求与潜在机会,为战略投资者选择恰当的投资时机和公司领导层做战略规划提供准确的市场情报信息及科学的决策依据,同时对银行信贷部门也具有极大的参考价值。
检测项目
编辑
1、焊接金相检验;
2、铸铁金相检验;
3、热处理质量检验;
4、各种金属制品及原材料显微组织检验及评定;
5、铸铁、铸钢、有色金属、原材低倍缺陷检验;
6、金属硬度(HV、HRC、HB、HL)测定、晶粒度评级;
7、非金属夹杂物含量测定;
8、脱碳层/渗碳硬化层深度测定等。
检测流程
编辑
本体取样-试块镶嵌-粗磨-精磨-抛光-腐蚀-观测
第一步:试样选取部位确定及截取方式
选择取样部位及检验面,此过程综合考虑样品的特点及加工工艺,且选取部位需具有代表性。
第二步:镶嵌。
如果试样的尺寸太小或者形状不规则,则需将其镶嵌或夹持。
第三步:试样粗磨。
粗磨的目的是平整试样,磨成合适的形状。一般的钢铁材料常在砂轮机上粗磨,而较软的材料可用锉刀磨平。
第四步:试样精磨。
精磨的目的是消除粗磨时留下的较深的划痕,为抛光做准备。对于一般的材料磨制方法分为手工磨制和机械磨制两种。
第五步:试样抛光。
抛光的目的是把磨光留下的细微磨痕去除,成为光亮无痕的镜面。一般分为机械抛光、化学抛光、电解抛光三种,而最常用的为机械抛光。
第六步:试样腐蚀。
要在显微镜下观察到抛光样品的组织必须进行金相腐蚀。腐蚀的方法很多种,主要有化学腐蚀、电解腐蚀、恒电位腐蚀,而最常用的为化学腐蚀。
技术规范
编辑
金相分析技术规范
1、 TB 10212-2008 《铁路钢桥制造规范》
2、 DG/TJ08-2001-2007(J10973-2007) 《钢结构检测与鉴定技术规程》
3、 DG/TJ08-804-2005(J10616-2005) 《既有建筑物结构检测与评定标准》
4、 GB/T 17455-1998《无损检测 表面检查的金相复制件技术》
5、 DNV 船舶入级规范 《船舶/高速、轻型船只和海军水面船只-新建船只》
6、 BS EN 1321-1996 《Destructive tests on welds in metallic materials-Macroscopic and microscopic examination of welds》
7、 E45-05 《Standard Test Methodds for Determining the inclusion Content of Steel》
8、 GB/T 3949-2001 《船用不锈钢焊接接头晶间腐蚀试验方法》
9、 ISO 9015-1:2001《金属材料焊缝破坏性试验-硬度试验-第一部分:弧焊接头的硬度试验》。
10、 ISO 9015-2:2001《金属材料焊缝破坏性试验-硬度试验-第二部分:弧焊接头的硬度试验》
11、 BS EN 287-1:2004 《Qualification test of welders-Fusion welding-Part 1:Steel》
12、 GB/T 5617-2005 《钢的感应淬火或火焰淬火后有效硬化层深度的测定》
13、 DL/T 868-2004 《焊接用以评定规程》
14、 DL/T 773-2001《火电厂用12CrMoV钢球化评级标准》
15、 EN 1320 《Destructive tests on welds in metallic materials-Fracture test》
16、 GB.T6417.1-2005/ISO 6520-1:1998《金属熔化焊接头缺欠分类及说明》
17、 GB/T13320-91《钢质模锻件金相组织评级图及评定方法》
18、 GB/T3098.1-2000/ISO 898-1:1999《紧固件机械性能螺栓、螺钉和螺柱》
19、 GB/T 1172-1999《黑色金属硬度及强度换算值》
20、 GB/T11354-2005 《钢铁零件 渗氮层深度测定和金相组织检验》
21、 GB/T 2654-2008/ISO 9015-1:2001 《焊接接头硬度试验方法》
22、 ISO 5817:2003 《焊接-钢、镍、钛及其合金的熔化焊接头(高能束焊接头除外)-缺欠质量分级》
23、 BS EN 1043.1:1996 《Destructive tests on welds in metallic materials.Hardness testing》
24、 GB/T 19869.1-2005/ISO 15614-1:2004《钢、镍及镍合金的焊接工艺评定试验》
25、 JGJ81-2002 《建筑钢结构焊接技术规程》
26、 GB/T 10561-2005 /ISO 4967:1998 《钢中非金属夹杂物含量的测定标注评级图显微检验法》
27、 DL/T 674-1999 《火电厂用20号钢珠光体球化评级标准》
28、 GB/T 9450-2005 《钢件渗碳淬火硬化层深度的测定和校核》
29、 GB/T 9451-2005 《钢件薄表面总硬化层深度或有效硬化层深度的测定》
30、 GB/T 6394-2002 《金属平均晶粒度测定方法》
31、 GB/T 231.1-2002/ISO 6506-1:1999 《金属布氏硬度试验 第1部分:试验方法》
32、 GB/T 17394-1998 《金属里氏硬度试验方法》
33、 JB 4708 -2000 《钢制压力容器焊接工艺评定》
34、 GB/T 4340.1-1999/ISO 6507-1:1999 《金属维氏硬度试验第1部分:试验方法》
35、 GB/T 224-87《钢的脱碳层深度测定法》
36、 GB/T 226-91 《钢的低倍组织及缺陷酸蚀检验法》
37、 GB/T6401-86 《铁素体奥氏体型双相不锈钢中α相面积含量金相测定法》
38、 GB/T 7216-87 《灰铸铁金相》
39、 GB/T 9441-88 《球墨铸铁金相检验》
40、 GB/T 13298-1991 《钢的显微组织检验方法》
41、 GB/T 13299-1991《钢的显微组织评定方法》
42、 GB/T 13302-91 《钢中石墨碳显维评定方法》
43、 GB/T 13305-91 《奥氏体不锈钢中α相面积含量金相检验测定法》
44、 GB/T 1979-2001 《结构钢低倍缺陷评级图》
45、 JB/T 5074-1991 《低、中碳钢球化体评级》
主要设备
编辑
按流程:切割机、砂轮机、砂纸、镶嵌机、抛光机、光学显微镜、视频采集卡、金相分析软件等
第二篇:断口金相分析
断口金相分析
一、实验目的
1、掌握断口宏观分析的方法,了解断口宏观分析的意义及典型宏观断口的形貌特征。
2、了解扫描电镜在断口分析中的应用,识别几种常见断口的微观形貌。
二、 实验设备及试样
1、实验设备:低倍体式显微镜、扫描电子显微镜。
2、试样:铸铁及低碳钢拉伸断口、氢脆断口、疲劳断口、系列冲击断口,过热过烧断口等等。
四、 实验内容
钢材或金属构件断裂后,破坏部分的外观形貌通称断口。断裂是金属材料在不同情况下当局部破断发展到临界裂纹尺寸,剩余截面不能承受外界载荷时发生的完全破断现象。由于金属材料中的裂纹扩展方向总是遵循最小阻力路线,因此断口一般也是材料中性能最弱或零件中应力最大的部位。断口型貌十分真实地记录了裂纹的起因、扩展和断裂的过程,因此它不仅是研究断裂过程微观机制的基础,同时也是分析断裂原因的可靠依据。断口分析中分宏观断口分析与微观断口分析两类,它们各有特点,相互补充,是整个断口分析中互相关联的两个阶段。
(一)宏观断口分观
宏观断口分析:用肉眼、放大镜、低倍实体显微镜来观察断口形貌特征,断裂源的位置、裂纹扩展方向以及各种因素对断口形貌特征的影响称断口宏观分析。从断裂机理可知,任何断裂过程总是包括裂纹形成,缓慢扩展、快速扩展至瞬时断裂几个阶段。通过宏观断口分析人们可以看到,由于材质不同,受载情况不同,上述各断裂阶段在断口上留下的痕迹也不相同,因此我们掌握了常见宏观录了裂纹的起因、扩展和断裂的过程,因此它不仅是研究断裂过程微观机制的基断口特征以后,就可在事故分析中根据宏观断口特征来推测断裂过程和断裂原
因,本实验主要观察下列几种断口:
a)拉伸试样断口:材料为:低碳钢、铸铁。
断口特征:低碳钢拉伸断口外形呈杯锥状,整个断口可分三个区,中心部位为灰色纤维区,纤维区四周为辐射状裂纹扩展区,边缘是剪切唇区,剪切唇与拉伸应力轴交角为 45°。铸铁拉伸试样断口为结晶状断口,呈光亮的金属光泽,断口平齐。
b)疲劳断口
断口特征:轴类零件多在交变应力下工作,发生疲劳断裂后宏观断口上常可看到光滑区和粗糙区两部分,前者为疲劳裂纹形成和扩展区,有时可见贝纹线,蛤壳状或海滩波纹状花样,这种特征迹线是机器开动和停止时,或应力幅发生突变时疲劳裂纹扩展过程中留下的痕迹,是疲劳宏观断口的重要特征。断口中粗糙区为疲劳裂纹达到临界尺寸后的失稳破断区,它的特征与静载拉伸断口中的放射区及剪切唇相同,对于脆性材料此区为结晶状的脆性断口。
c)氢脆断口
试样:含镍、铬等元素的铸钢断口
断口特征:由于材料中含有过量的氢,沿某些薄弱部位聚集,造成很大压应力从而形成裂纹,断口往往是灰白色基体上显现出白色的亮区,或者呈现以材料内部缺陷为核心的银白色斑点,称为鱼眼型白点。
d)冲击断口
试样:作系列冲击试验后的断口(注意保存于干燥器中)
断口特征:冲击断口上一般也可以观察到三个区,缺口附近为裂纹源,然后是纤维区、放射区、二次纤维区及剪切唇,剪切唇沿缺口的其它三侧分布。温度降低时冲击试样断口上各区的比例发生变化,纤维区减少,放射区增加。
e)瓷状断口
试样:淬火或淬火后经低温回火的共析,过共析成分的合金工具钢、轴承钢。
断口特征:出现细而有绸缎光泽,呈亮灰色,类似瓷器破碎后的断口。瓷状断口对于淬火后低温回火的钢来说属于正常断口。
(二)微观断口分析
在断口宏观分析的基础上,必要时可选好重点区域做断口的微观分析。微观断口分析系指用透射电镜、扫描电镜来观察断口形貌。透射电镜研究断口通常采用二次复型的方法,它能清楚地观察断口细节,而又不破坏断口;扫描电镜是一种较新的电子光学仪器,成象立体感强,放大倍数变化范围广,能从低倍到高倍连续观察,便于分析,而且可直接观察断口。它是断口微观分析的主要工具。本实验采用SSX-550扫描电镜观察几种典型断品的微观形貌。
a)韧窝断口:
从 20 号钢拉伸断口上截取 6-8 毫米高的一段试样,在扫描电镜下观察可见大量微坑(韧窝),它是由于材料承载超过бb后,由于局部高应变区位错在夹杂物前塞积而导致微裂纹的形成、长大、最后微孔聚合连结而断裂。微孔内可见第二相夹杂物。由于材料塑性不同,第二相粒子形状和尺寸不同,微抗的大小,深浅和形状均不相同。
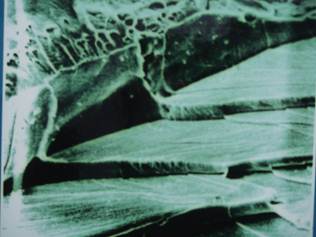
b)解理断口
从低温冷脆试样上截取一段断口,在扫描电镜下观察可观察到解理断口的特征形貌。解理断裂是在正应力作用下裂纹沿低指数面快速扩展的低能量脆性断裂。解理断口上可观察到河流花样它是裂纹沿许多平行的解理面扩展所形成的解理台阶汇合的结果,河流的流向是裂纹扩展的方向,河流上游则是裂纹起源处。河流不穿过大角度晶界。对于铁素体组织的钢材,其低温冲击的脆性断口是沿{100}面的解理断口,
除可见上述河流花样外,有时还可见到解理断口的另一特征——解理舌。
c)疲劳断口
从铝合金疲劳断口上的裂纹源附近切取试样在扫描电镜下可观察到疲劳裂纹扩展区上存在有疲劳辉纹,它是一些彼此平行,间距相等而略呈弯曲的条纹,且总是与主裂纹扩展方向相垂直,每一条纹代表一次载荷循环,每条辉纹表示该应力循环时裂纹前沿的位置。
d)沿晶断口:
从过热冲击试样断口上切取试样,或从应力腐蚀及氢脆断口上切取试样,在扫描电镜下观察可见沿晶断口,它是由于晶界弱化而使裂纹沿晶界扩展所致,具体形貌与晶粒形状及沿晶有无析出有关,当材料是等轴晶粒构成时,沿晶断裂形态清晰可见。
五、 实验报告
1.明确实验目的,实验设备,试样的材料及热处理状态。
2.简述宏观与微观断口分析的方法与意义。
3.分析几种典型断口特征,从断口上判断是韧性断裂还是脆性断裂。