金相试验报告
一、实验名称
金相的制备与采集技术
二、实验所用仪器设备及材料
1. 设备:金相显微镜、抛光机、砂轮机。
2. 各号金相砂纸、抛光布、抛光膏、脱脂棉、3~5﹪硝酸酒精溶液、试样。
三、实验步骤
(一) 金相显微试样的制备
金相试样的制备包括取样、磨制、抛光和浸蚀等步骤。
1.取样
试样的选取应根据被检验材料或零件的特点,取其有代表性的部位。例如研究零件的失效原因时,应在失效部位取样,并在完好部位取样,以便对比分析。对于铸造合金,考虑到组织的不均匀性,应从表层到中心各个部位进行选取。对于轧材,研究表层缺陷和夹杂物的分布时应横向取样;研究夹杂物类型、形状、变形程度、带状组织时应纵向取样。对一般热处理后的零件,由于组织均匀,可任意取样
取样时应保证试样观察面不发生组织变化,软材料取样可用锯、刨、车等方法,硬材料取样可用砂轮切片机等方法,脆性材料可用锤击等方法。试样尺寸不宜过大或过小,一般以手拿方便即可,其形状以便于观察为宜。
2.磨制
(1) 粗磨:粗磨目的是为了获得一个平整的表面,软材料试样可用锉刀锉平;钢铁材料可用砂轮机磨平。磨削时应注意试样对砂轮的压力不宜过大,以免在试样表面上形成较深的磨痕而增加细磨的困难,磨削时应不断用水冷却试样,以免受热引起组织变化,试样边缘要进行倒角,以免在细磨和抛光时划破砂纸和抛光绒布或造成试样从抛光机上飞出伤人。
(2) 细磨:细磨分手工磨光和机械磨光两种。
手工磨光是用手拿住试样在金相砂纸上进行。金相砂纸按粗细分为01、02、03、04、05号等。细磨时依次从01磨到05号,钢铁材料一般磨到04号即可,软材料(如铝、镁等合金)可磨到05号砂纸。细磨时必须注意:
1) 细磨时应将砂纸放在光滑平整物体(如玻璃板)上,手指拿住试样,并使磨面朝下,均匀用力由后向前推行磨削。在回程时,提起试样不与砂纸接触,以保证磨面平整而不产生弧度。
2) 每换一号砂纸时,应将试样转90°再磨,使磨削方向与前道磨痕方向垂直,以便观察前道磨痕是否全部消除。
3) 每更换一次砂纸之前,应把试样、玻璃和手洗净,以免把粗砂粒带到下一号细砂纸上去。
另外,磨削软材料时,可在砂纸上涂一层润滑剂,如机油、甘油、肥皂水等,以免砂粒嵌入试样磨面。
机械磨光是在预磨机上进行。预磨机是由电动机带动转盘、转盘分为蜡盘和砂纸盘两种。蜡盘就是把混有金刚砂的熔化石蜡浇在转盘上,待凝固车平后装在预磨机上就可使用。做成不同粗细的金刚砂蜡盘,在生产检验中被大量使用。砂纸盘是把水砂纸剪成圆形,用水玻璃粘在预磨机转盘上,水砂纸按粗细分为200、300、400、500、600、700、800、900号等,一般用200、400、600、800号水砂纸依次磨制即可,用蜡盘和水砂纸盘磨制时,要不断加水冷却。
3. 抛光
抛光由机械抛光、电解抛光、化学抛光等方法,使用最广的是机械抛光。
机械抛光是在抛光机上进行。抛光机由电动机带动抛光盘,抛光盘上铺有不同的抛光布。粗抛时用帆布或粗呢,细抛时用绒布、细呢或丝绸等。抛光过程中要不断向抛光布上倒入适量的水与Cr2O3(或Al2O3、MgO等悬浮液。试样的磨面应平正地压在旋转的抛光盘上,压力不宜过大,并使试样从抛光盘边缘到中心不断地作径向往复移动。待试样表面磨痕全部被抛掉而呈现光亮镜面时,抛光即可停止,并将试样用水或酒精洗干净后转入浸蚀。
4. 浸蚀
经抛光后的试样若直接放在显微镜下观察,只能看到一片亮光,除非某些金属夹杂物(如MnS及石墨等)外,不能辨别出各种组织及其形态。因此,必须用浸蚀剂对试样抛光面进行浸蚀,钢铁材料通常用3~5﹪硝酸酒精溶液。
浸蚀方法是将待观察面浸入浸蚀剂中,或用玻璃棒缠少许脱脂棉蘸取浸蚀剂擦拭的方法。浸蚀时间要适当,当试样抛光亮面呈灰色时就可停止,并立即用清水或酒精清除残酸,用吹风机吹干后,即可在显微镜下进行观察。若试样浸蚀过度,显微组织模糊不清时,须重新抛光和浸蚀,若浸蚀不足,组织不能完全显露时,可进行补充浸蚀。
四﹑金相检验与分析
1﹑材料的原始条件:
取样材料实物图

五.金相检查的要求或目的
金属材料的组织分析;金属加工过程中的毛坏件或半成品组织分析及金属零件成品的分析;同时金相检验也是失效分析的重要组成部分,可为失效分析提供必要的依据。它们对组织和性能的要求不同,因而组织分析的目的和内容也不同。
六.检查方法的选择
(1)磨光:采用手工磨光,是将砂纸平铺在玻璃板上(或平的瓷砖上),左手伸开压住砂纸,右手握住试样使磨面朝下,且整个磨面必须和砂纸接触,然后轻轻向前推行进行磨削,提起使样返回,再重复上述操作。如果是耐水砂纸,按280、360、600、800、1000的顺序,干砂纸为1、2、3、4、5号的顺序。每磨一道砂纸,试样的划痕均匀且方向一致,磨下一道砂纸时,试样、手、砂纸和玻璃必须用水冲洗干净,磨削方向与上一道砂纸所磨划痕方向垂直。
(2)抛光:采用机械抛光,抛光时先将抛光织物长毛绒或丝绒用水浸湿,然后平整地装在抛光机的抛光盘上。将配好的抛光液(AL2O3或Cr2O3或MgO溶液)倒在抛光盘上(以在试样上形成的水膜5~10秒钟干为宜),打开电源,手握试样试磨面朝下,轻轻地放在抛光盘的2/3半径处,使细磨的划痕方向与抛光盘的旋转方向垂直,且沿与抛光盘旋转方向相反旋转,直至磨面光亮无痕为止,一般为3~5分钟。抛光时宜选用润滑性良好的煤油作润滑剂,这样不但容易得到光亮无痕的金相磨面,而且还能清晰、真实地显示出石墨球的光学性能。
(3)显示:石墨的观察和检验时,不须腐蚀,只有观察和检验基体时才腐蚀,可采用化学腐蚀法,是将已抛光好的试样用水冲洗干净或用酒精擦掉表面残留的脏物,在试样磨面用滴管滴一些酒精,用电吹风吹干,然后将试样磨面浸入腐蚀剂中(浸蚀)或用棉球蘸取腐蚀剂在试样磨面上擦拭(擦蚀)或用滴管直接将腐蚀剂滴在磨面上(滴蚀),待磨面发暗时,立即用水冲洗干净,再用滴管滴一些酒精,用电吹风吹干,即可放在显微镜下观察。
七、球墨铸铁几种常见的铸造缺陷
(1)球化不良和球化衰退
球化不良和球化衰退的显微组织特征是除球状石墨以外,出现较多的蠕虫状石墨。产生球化不良的原因是铁水含硫量过高,球化剂残余量不足或铁水氧化。产生球化衰退的原因是经球化处理的铁水随时间的延长,铁水中球化剂的残余量逐渐减少,以至不能起到球化的作用。球化不良和球化衰退的球墨铸铁铸件只能报废。
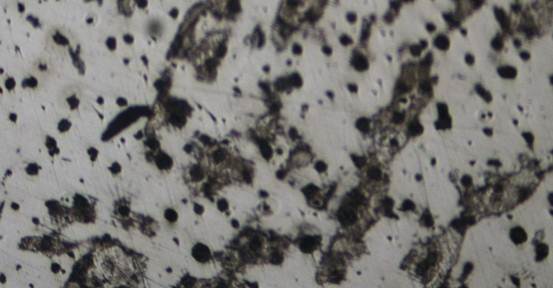
(2)石墨漂浮
石墨漂浮的金相组织特征是石墨大量聚集,往往出现开花状。常见于铸件的上表面或泥芯的下表面。形成原因主要是碳当量过高以及铁水在高温液态时停留时间过长。因此在壁厚较大的铸件上容易出现,石墨漂浮降低铸件的力学性能。
(3)夹渣
球墨铸铁的夹渣一般是指呈聚集分布的硫化物和氧化物,在显微镜下,为黑色不规则形状的块状物或条带状物,常见于铸件的上表面或泥芯的下表面。夹渣可能是由于扒渣不尽而混入的一次渣,也可能是由于浇铸温度过低,铁水表面氧化而形成的二次渣。具有夹渣的铸件,力学性能低,严重时,使铸件渗漏。
(4)缩松
缩松是指在显微镜下所见到的微观缩孔,缩松分布在共晶团的边界上,呈向内凹陷的黑洞。形成原因是铁水在凝固时,铸型对石墨膨胀的阻力太小,铸件外形胀大,使共晶团之间的间隙较大,凝固时又得不到外来液体的补充而留下的显微空洞,缩松破坏了金属的连续性,降低力学性能,严重时引起铸件渗漏。
(5)反白口
反白口的组织特征是在共晶团的边界上出现许多呈一定方向排列的针状渗碳体。一般位于铸件的热节部位,形成原因可能是铁水凝固时存在较大的成份偏析,并受到周围固体的较快的冷却,促使了渗碳体的形成。这种缺陷与铁水中残余稀土量过高和孕育不良有关,在反白区域内,往往都存在较多的显微缩松。
八.结果的分析处理
化学成分分析
合金结构钢:40Cr
标准:GB/T 3077-1988
●特性及适用范围:
是最常用的合金结构钢,抗拉强度、屈服强度及淬透性均比40号钢高,但焊接性有限,有形成裂纹的倾向。用于较重要的调质零件,如交变负荷下工作的零件、中等转速和中等负荷的零件。表面淬火后可作负荷和及耐磨性较高、而无很大冲击的零件,如齿轮、套筒、轴、曲轴、销子
●化学成份:
碳 C :0.37~0.44
硅 Si:0.17~0.37
锰 Mn:0.50~0.80
硫 S :允许残余含量≤0.035
磷 P :允许残余含量≤0.035
铬 Cr:0.80~1.10
镍 Ni:允许残余含量≤0.030
铜 Cu:允许残余含量≤0.030
●力学性能:
抗拉强度 σb (MPa):≥980(100)
屈服强度 σs (MPa):≥785(80)
伸长率 δ5 (%):≥9
断面收缩率 ψ (%):≥45
冲击功 Akv (J):≥47
冲击韧性值 αkv (J/cm2):≥59(6)
硬度 :≤207HB
试样尺寸:试样毛坯尺寸为25mm
●热处理规范及金相组织:
热处理规范:淬火850℃,油冷;回火520℃,水冷、油冷。

第二篇:金相试验报告
吴江市巨力锻造有限公司
WUJIANG JULI FORGING CO;LTD
金相试验报告
REPORT OF METALOGRAPHIC EXAMINATION
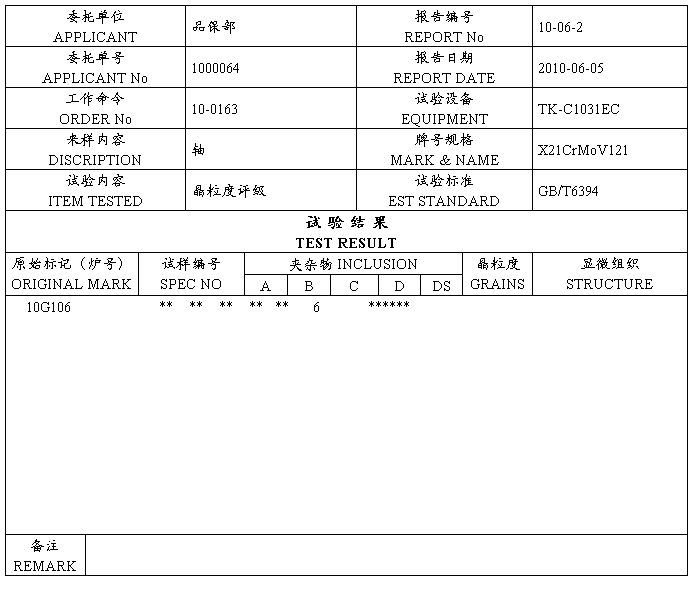
主 任: 审 核: 试 验 员:
DIRECTOR CHECKER OPERATOR