呆滞物料处理规定
一、目的
规范呆滞物料管理,避免存货积压。
二、范围
本规定适合公司各类呆滞物料的处理。
三、职责
1、仓库负责呆滞物料的提报、账物出入库和实物处理。
2、生产部、销售部负责对呆滞物料进行隔离,并提出处理意见。
3、生产部负责部分呆滞物料的替代使用或再利用。
4、财务部负责呆滞物料处理情况的跟踪。
四.呆滞物料的分类
1、定义
呆滞物料:指某物料在仓库存放半年或1年以上没有出库,即可称为呆滞物料。
2、呆滞物料的种类
呆滞物料产生的原因,大致有下列几种:
2.1订单变更或市场变化较大,导致物料呆滞。
2.2工程变更、项目试制,导致物料呆滞。
2.3请购、采购失误,导致物料呆滞。
2.4项目终止,导致物料呆滞。
2.5其他原因导致物料呆滞。
五、 呆滞物料处理
1、处理流程
1.1仓库主管每月3日前,将上月盘点的呆滞物料在《呆滞物料报表》中列出,邮件式发往各部门。包括呆滞物料的物料代码、名称、规格、成本对象、仓库、单位、数量、最后出库日、

呆滞时间。 1.2由财务部负责统计汇总呆滞物料总金额。
1.3仓库主管将汇总好的《呆滞物料库存报表》,邮件发送给各部门参考。
1.4仓库主管负责每月10日前组织相关部门召开呆滞物料处理会议,协调各相关责任部门提出处理意见,经讨论,在会议上得出最终处理意见。
1.5仓库主管负责将呆滞物料处理意见形成书面,

由各与会人员签字确认,仓库负责督促执行。若需报废,仓库需填写《产品报废申请表》,由相关部门负责人员签字、根据报废金额由总经理审核后报废处理(仓库负责)。签字后的《呆滞物料表》和《产品报废申请表》一式三份,采购部、财务部、仓库各一份。
2、处理方法
呆滞物料之处理办法一般有下列几种:
1.1将呆滞物料如退还供应厂商(由采购人员负责)。
1.2将呆滞物料转售给其他厂商(由销售人员负责)。
1.3将呆滞物料代用于类似物料,以不影响功能、安全及主要外观为原则(生产部负责)。
1.4对“暂缓处理”意见的,在未来三个月内统计呆滞物料时,仓库可不予提报。
1.5将呆滞物料回收后再利用,如注塑件可粉碎,回料再利用等等(生产部负责)。
1.6将呆滞品报废处理。需报废处理的由仓库填写《产品报废申请表》,由相关人员签字后报废处理(仓库负责)。
第二篇:呆滞物料处理二
上面列举的物料损耗现象,在许多工厂都或多或少地存在着。
物料损耗造成的损失有多大?有时候大到够发全厂员工几个月的工资。
物料损耗的表现形式可以归结为3类:1,耗用率高;2,报废;3,呆滞(呆滞的物料占用着资金,何时能用于变现是不确定的,而且许多呆滞料最后的命运是特别处理或报废,所以本人把呆滞作为物料损耗的形式之一)。
在制造业中,易造成物料损耗的环节很多。但下述6个环节是主要的:
1, 物控。
一般工厂很难做到完全按订单组织生产,原因有两个:交货期和淡旺季。为了达成交货期,往往需要提前采购原材料;为了解决销售的季节性波动,往往需要在淡季做库存。所以,计划性的生产在工厂是始终存在的。当销售预测不准、安全存量设定不当、物控计划失误时,按计划采购的原材料、按计划生产的半成品或成品就变成了呆滞品。
生产中的物料很难做到不多不少,刚好用完。考虑到来料、仓储、生产等环节会产生一定的不良率和耗损率,所以物控作物料计划时要考虑一个余量。当各个部门把自己实际需要的余量加上一点点保险系数,最后物控部门汇总的余量需求就变大,按此基准损耗余量所做出的物料计划就使得订单生产完后有较多的物料剩余,其中常用的物料还可以在下一个生产循环中消耗掉,而不常用的物料,则累积成呆滞品。 2, 设计。
从成本的角度考虑,设计产品时要简化结构,少用零件;优化尺寸,少用材料;优选廉价材料,少用贵重材料;优选通用材料,少用专门材料;优选常见规格,少用特殊规格。
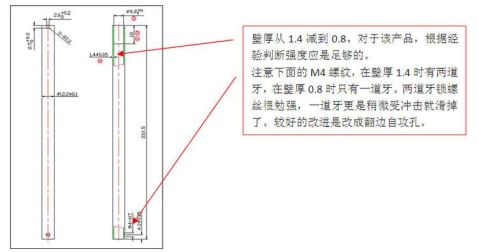
产品设计对材料耗用率的影响是很大的。以上篇文章中零件7(立柱铁管)的结构设计为例(见下图),当管件壁厚从1.4减到0.8时,节省的材料为:
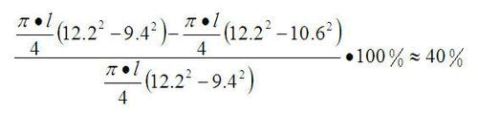
也就是说:生产同样数量的零件,原先需用
1吨的钢材,现在只需0.6吨。
需要说明的是,产品设计考虑问题的角度通常不止一个。有的民用产品走高档路线,用贵重材料而不用廉价材料,用厚实材料而不用轻薄材料,这时设计的主要考虑点不是成本。
3, 工艺。
某些类型的制造业,例如锻造、冲压等,工艺的优劣显著影响材料的耗用率。以活动扳手的锻造为例,通常采用的工艺为:自由锻拔长柄部→自由锻头部→锻压成型→落料,此锻造工艺会产生35%左右的飞边废料;技术实力较强一点的工厂采用辊锻拔长柄部+头部模锻的办法代替自由锻,由于制坯的精度提高了,废料可控制在20%左右。扳手行业节省15%的钢材意味着:一个年产值5000万的小企业,一年至少可以省下200万的原材料费用。
4, 制造不良。
制造过程中会产生一定比率的不良品。其首要处理办法是返修,但是不良品返修通常要消耗原物料,而在不良品无法返修时,则只能报废或特别处理。还有些不良品
在未找到妥善的处理办法前往往将其暂存起来,这一暂存有可能是几年,不良品也就变成了呆滞品。
由此可见,制造不良导致物料报废、呆滞、以及耗用率增加。当制造不良率高时,这将是个很大的数目。
5, 工程变更。
在产品工程变更时,如果考虑不周,则供应商、仓库、生产现场等处有可能存有多余的旧版物料。这些旧版物料数量大时,往往得暂时将产品改回原先设计,生产出配套的物料将其消耗掉。更多的情况下,这些旧版物料变成了呆滞品,有的甚至只能报废。
6, 仓管。
仓管不善对物料损耗的影响有:a) 账实混乱,物料要用时找不到,不用时又出现,因而变成了呆滞品;b) 物料变质、损坏,不得不报废或特别处理;c) 物料短数、丢失,使实际耗用率增加。
以上列出的6个环节,是一般情况下工厂导致物料损耗的主要原因。但是工厂各自不同。有的工厂,物控原因产生的呆滞品占物料损耗的大部分;有的工厂,不良品堆积如山;也有的工厂,一年之内工程变更导致几百万的呆滞料;还有的工厂,生产线物料耗用率非常之高,可是大家都习惯了,麻木了,改进的建议反而被认为是天方夜谭。当然,做得好的公司是有的,笔者也见过不少物料报废微乎其微、呆滞品也极少的公司,拜访这类公司,你会感觉到赏心悦目。
本文后的附表尝试将引起物料损耗的各种可能因素列示出来。至于如何解决他们,由于各公司的实际情况很不一样,需要针对不同的原因采取相应的对策。但是,正如物料损耗多为日常基础管理环节引起,在此有两句朴素的话相送:注重日常管理细节;认真做好每件事。
附1:下表列示出了引起物料损耗的各种可能因素,可以用作企业对症下药的参考。