
SUB:1408005X生产不良原因分析报告
一、 现状分析:
本厂料号1408005X六层盲埋孔化金板分两次压合,第一次压合第一批压合层偏报废,第二次压合补料板板厚超厚报废,工艺对此异常进行原因查找分析及改善措施,为后续生产指明途径,以免类似问题重复发生。
二、 原因分析:
1, 查询压合生产记录:
A、MI层压结构图如下:
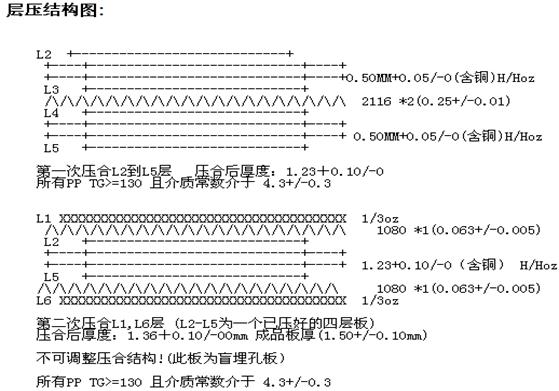
B、第一次压合三批生产重点参数过程记录如下:

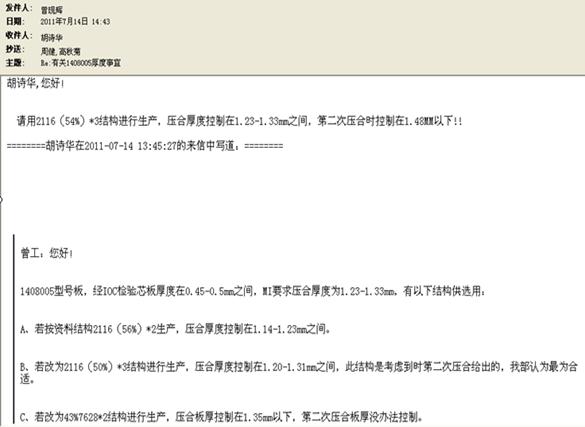
C、第二批更改结构前与三楼工程OA联系确认如下:
2、取第二批板厚超厚板进行切片分析,发现介质厚度达到0.40mm与工单结构不符(见下图)
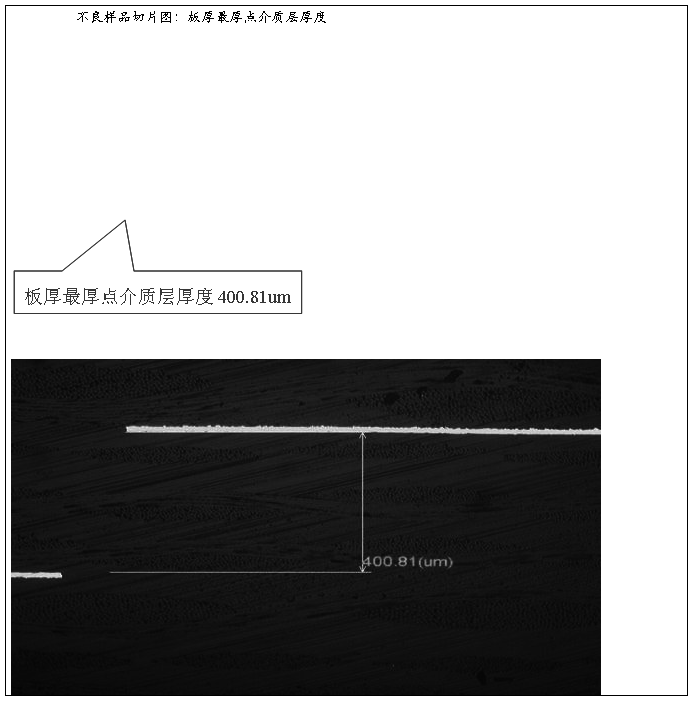
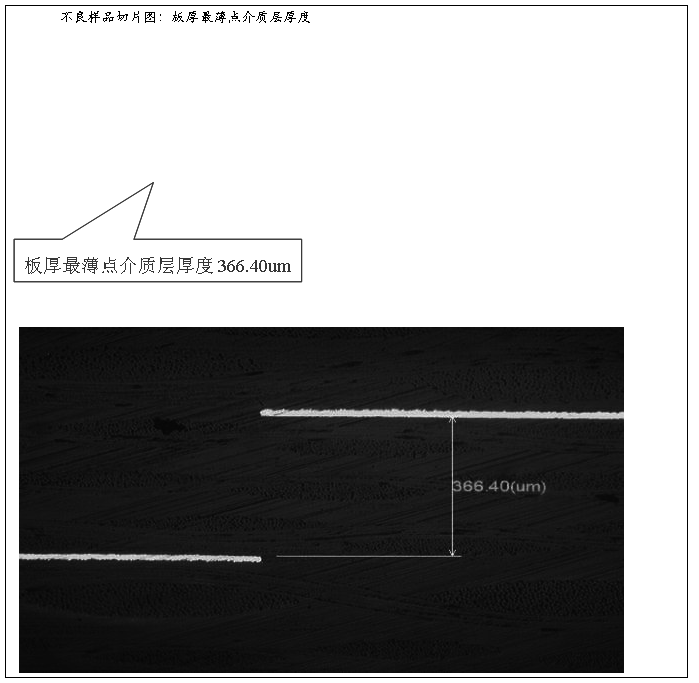
从上图可以看出:三张高含量2116(56%)*3压合介质厚度才会在0.366-0.40mm之间,显然与工单要求用三张中含量2116(54%)*3不符。另外从压板记录显示,此板在PHI压机一排一生产(尺寸520mm*400mm),高压压力为140KLB,推断此板单位面积压力为140*454/52*40=31.56kg/cm2 ,结合PHI压机现状(老化),压板压力无异常。
三、 分析结论:
综上所述,造成此板两次补料生产的原因是:
1、 第一批次生产只铆合未熔合,铆合铆钉开花不正常,此板底铜H压板时双张高胶PP流动性较大。
2、 第二批熔合+铆合后,层偏无异常,板厚超厚是工单中含胶量PP结构厚度在MI要求的最上限,加上实际生产使用了高含胶量PP导致整体偏厚。
3、 第三批熔合+铆合,改用2113(58%)*3生产,压板厚度单点偏薄至1.20mm(MI要求最低1.23mm),考虑此板后序需钻孔、沉铜加厚等可满足第二次压合厚度,直接正常转序生产。
四、 改善措施:
1、针对多层铆合板,夹层双张高含胶量PP及以上,采用熔合+铆合生产;熔合时间严格按操作指引设置,铆钉开花必须均匀,有异常及时调整或找维修处理。
2、工单结构评估时需考虑到制程流程综合评审给定合理结构;生产严格按工单要求使用PP型号及含胶量,生产中有困难要及时提出经商议决定。
以上若有分析不足之处,敬请指正!
第二篇:生产运行分析报告
生产运行分析报告
为了确保公司质量管理体系的运行达到适宜性,充分性、有效性、持续改进的目标,公司于20xx年 月 日召开质量管理体系管理评审会议。生产部按ISO9001:2008标准换版运行以来,基本能体现出现有的质量管理体系文件是适宜、有效的。
一、本部门质量目标实现情况
生产部以“精心印制、生产优质包装;努力进取、增强顾客满意”质量方针,认真按照《质量管理体系要求》进行质量管理,生产中严格按照标准进行生产,加强生产管理系统建设工作,加大设备管控力度,努力提升现场环境管理,质量管理体系在本部门得到有效运行,截止10月份共完成生产计划461批次,1320万件,生产计划完成率100%,产品合格率控制在97%以上,设备完好率在97%以上。
二、纠正和预防措施的实施状况
年 月 至 日,通过内审对生产部门进行了审核。此次内审共开具了不符合项2个,已采取了整改措施。于 月 日前全部纠正并验证完毕。审核发现质量管理体系在审核范围内基本符合审核准则,并得到充分有效实施和运行,且管理体系在持续改进中不断完善。能够按照标准和体系文件要求进行质量管理活动,在实施过程中,生
产人员的质量意识和效率意识有所加强,认识到从事工作对质量体系运行的重要性和相关性,产品实现各阶段监视和测量管理控制认真。
三、持续改进的建议及措施
(一)新产品下达生产计划因没有规范产品工艺和质量标准,生产中不可避免出现如文字、尺寸、配套等问题。建议新产品生产前召开评审会议,并制定出书面的产品标准。
(二)产品合格率得不到效控制。如果只控制整个车间的产品合格率不能找出问题,必须核算出各工序的产品合格率才能查明影响产品的因素,制定纠正措施,使产品生产处于控制状态。现完善了生产数据流程管理,实行按生产施工单填写生产运行记录,专人清点各工序废品,实行损耗奖惩,提高产品合格率。
(三)设备维修时间较长,缺乏设备计划维修保养和配件备用管理,且存在设备配件购买时间长,影响维修进度。建议以设备科为主重点抓设备检修和设备保养工作,将设备保养纳入各班组机台绩效考核,定期检查记录填写与执行情况,确保设备符合产品实现的要求。
(四)各车间管理人员工资与质量目标挂钩,提高管理人员的积极性,实行能者上庸者下,完善考核制度。
(五)加强员工培训,因公司发展速度快,员工队伍思想教育和生产工艺培训没有跟上发展的步伐,生产部将今后培
训工作纳入生产管理工作中,制定年度培训计划,分期分批培训,做好人才队伍建设。