修改记录
无损检测控制程序 CSMCC-QAS/YG(8)-2008
目 录
1 目的和适用范围
2 相关文件
3 职责
4 工作程序
4.1 人员要求
4.2 委托受理
4.3 设备材料管理
4.4 检测实施
4.5 胶片质量控制
4.6 不合格底片处理
4.7 复探、扩探
4.8 委托单等签字
4.9 检测标识
4.10 检测报告
4.11 检测环境控制
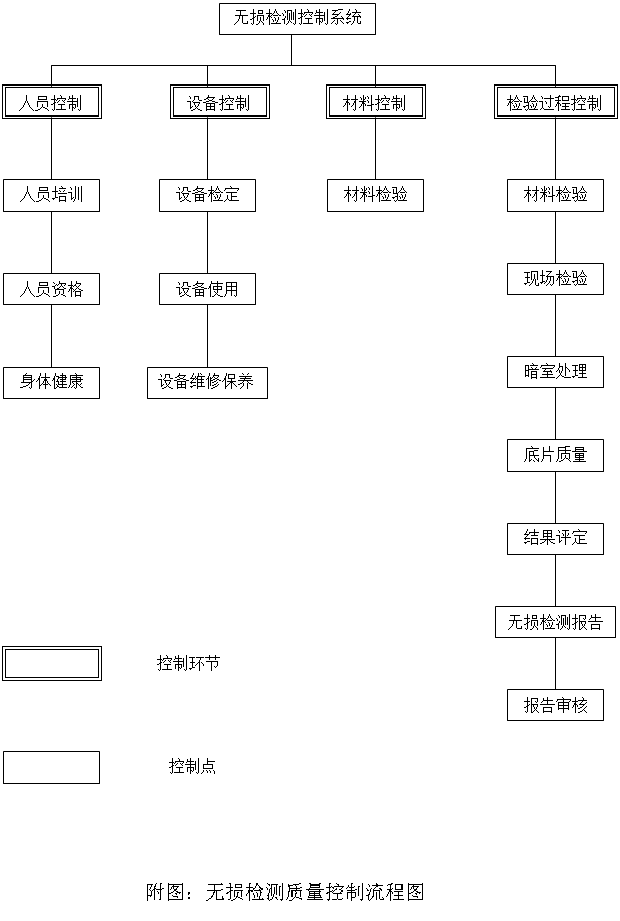
5 无损检测质量控制流程图
6 无损检测质量控制点一览表
第1页 共8页
无损检测控制程序 CSMCC-QAS/YG(8)-2008
1 目的和适用范围
为了保证压力管道焊缝无损检测工作的顺利进行,有效地控制无损检测工作质量,保证检测结果的准确性,达到控制焊接质量目的,特制定本程序。
本程序适用于公司的无损检测工作。
2 相关文件
《产品的监视和测量管理程序》
《监视和测量装置控制程序》
3 职责
3.1 试验室是无损检测的实施部门,负责对工业管道焊缝无损检测工作。
4 工作程序
无损检测质量控制程序如附图。
4.1 人员要求
4.1.1 从事无损检测的(RT、UT、MT、PT)人员,应按《锅炉压力容器无损检测人员资格鉴定考核规则》进行考核,取得合格资格后,方可担任相应的无损检测工作。取得不同无损检测方法的各技术等级人员,只能从事与该等级相应的无损检测工作,并负相应的技术责任。无损检测人员要有良好的身体素质,其视力必须满足要求:
a)校正视力不得低于1.0,并一年检查一次;
b)从事磁粉、渗透的检测人员,不得有色盲、色弱;
c)从事射线评片人员应能辨别距离为400mm的一组高为0.5mm、间距为0.5mm的印刷字母.
4.2 委托受理
4.2.1 无损检测实施前,由技术员向检测单位递交“无损检测委托单”,必要时,附有技术资料(包括产品结构图或检测部位示意图),作为实施无损检测的依据。
无损检测委托单应包括的内容:
a)工程名称,设计压力,工作介质,母材规格,材质,工程量,工作介质,坡。形式,焊接方法,探伤方法,探伤比例,探伤标准、合格级别,要求完成日期等;
b)焊缝部位示意图:应给出要求探伤的工程单线图并标注焊缝编号及施焊焊
第2页 共8页
无损检测控制程序 CSMCC-QAS/YG(8)-2008
工号(允许附页);
c)委托人、委托日期、接收人等。
4.2.2 对填写不符合规定的探伤委托单,检测人员有权拒绝接收,并及时向委托人反馈信息。
4.2.3 委托检测的工件应经外观质量检查合格。
4.3 设备材料管理
4.3.1 压力管道无损检测工作所用设备必须是在检定周期内的完好设备。
4.3.2 X射线机、超声波探伤仪等设备每台应有专管人员,负责仪器的维护和保养。
4.3.3 无损检测人员在检测设备使用前,负责对设备的性能参数和使用条件进行校验,以确保检测结果的准确性和真实性。
4.3.4 无损检测材料由无损检测室提出计划,无损检测责任工程师审核,物资管理部门负责采购.
4.3.5 无损检测材料验收入库应对所购材料规格、型号、生产日期、数量等进行核实,胶片包装不得挤压、破损、起直波,探头检验K值是否准确。
4.3.6 材料的保管应有专人负责,并设专用库房分类摆放,应保持室内温湿度,胶片保管应干燥、阴凉、避光、远离射线源。
4.3.7 材料的领用应建立台帐,根据工程量大小限额领料,胶片、着色剂等不得在专用库房外存放。
4.4 检测实施
4.4.1 检测前,检测人员根据与客户签订的合同或委托要求,编制无损检测工艺卡,工艺卡由具有相应检测方法的Ⅱ级人员编制,无损检测责任师审批。
4.4.2 检测人员应依据检测施工方案或工艺卡,做好设备、仪器、材料、工具及防护用品的准备和辅助检测人员的配备,并负责就现场检测条件(如试验试件、水源、电源、通风、照明、梯架平台等)及工序配合与业主、施工单位等联系,确保检测工作顺利进行。
4.4.3 无损检测操作中应注意的问题:
a)正确地选用仪器、设备和材料;
b)现场操作最低要由初级资格人员担任;
第3页 共8页
无损检测控制程序 CSMCC-QAS/YG(8)-2008
c)操作人员要有高度的责任心和良好的心理状态;
d)环境满足或采取措施后满足无损检测要求;
e)焊缝外观检查合格;
f)检测人员应严格按检测规程标准和探伤工艺进行操作;
g)严格按委托单要求控制现场探伤比例,应按每个焊工(当天)焊口(或焊接焊缝长度)抽查。
4.4.4 现场拍好的底片由现场检测人员与暗室洗片人员交接处理。
4.4.5 已射线探伤的焊缝应在实物上打上定位标记或在布位图上标识,射线探伤底片上应有产品(工程)标记、焊缝编号、年月日等标识,如返修片时,应有返修标识(R);如进行扩探时底片上应加有扩探标识(K)。
4.4.6 经探伤的焊缝应标注在焊缝编号图(表)上,形成射线探伤布片图(表).
4.4.7 暗室洗片人员,应严格按规范化进行操作,并将合格底片交评定人员。
4.4.8 由具有RTⅡ级(或以上)资格的探伤人员进行底片评定。
4.4.9 对透视质量不合格的底片应及时补拍.
4.4.10 拍片质量的控制
a)拍片人员要按照工件厚度、透照方式和器材条件等合理选择射线源的能量;
b)胶片质量及胶片的裁剪、装片应符合要求;
c)准确选用象质计,象质计的摆放要正确;
d)片位图、工件上的编号与底片编号,三者必须一致;
e)底片上的工件编号、焊缝编号、定位标记和透照年、月、目等标志应清晰;
f)透照方式、透照几何参数的选择应合理,透照操作(对x光机操作、曝光条件的选定等)应正确。
4.5 胶片质量控制
4.5.1 暗室操作应选用技术熟练、工作细心、质量意识强的人员承担;
4.5.2 已曝光的胶片要及时冲洗,特别是高温、高湿季节;
4.5.3 显定影配方、显定影时间及温度控制应按胶片说明书推荐的方法进行;
4.5.4 在有条件的情况下,显,定影液应用蒸馏水配制。冲洗用水水质要洁净,不得受化学污染。、
第4页 共8页
无损检测控制程序 CSMCC-QAS/YG(8)-2008
4.6 当出现不合格底片时,应根据情况分清拍片和洗片的责任,当出现严重不合格底片时,应分析原因并对责任人员进行处理。
4.7 复探、扩探
4.7.1 经探伤评定不合格的焊缝部位,探伤人员填写返修通知单后,通知工程委托单位,以便立即返修。
4.7.2 焊缝返修后,施工单位进行复探的书面委托,探伤人员应采用同样的探伤方法和合格级别进行复探。
4.7.3 经探伤不合格的焊口,应对该焊工所焊该焊缝进行补充探伤(扩探),其数量应符合有关施工及验收规范规定。
4.8 探伤委托单、返修通知单、检测报告等资料在传送过程中无损检测室资料员和项目技术人员应认真做好登记签证手续。
4.9 检测标识
4.9.1 焊缝探伤后,在离焊缝50mm-100mm,标识相应探伤字样“RT”或“UT”。
4.9.2 每道焊口片号顺序以收弧处为基点,以介质流向为基准,用右手螺旋法则确定,用记号笔在焊口上标识片号。
4.9.3 焊缝射线透明胶片上,标识内容:产品编号、焊缝编号、部位编号、透照日期。
4.9.4 标识由无损检测人员完成,质检员监督检查。
4.10 检测报告
4.10.1 检测报告应由相应检测方法的II级(或以上)人员评定,无损检测责任师审核。
4.10.2 无损检测报告由无损检测责任工程师审定签发并加盖无损检测专用章,检测报告一式三份,其中两份由资料员发至委托单位,一份存档。
4.10.3 报告责任人员(拍片、评片、审核等)应严格履行签字(或盖章)手续,签字必须由本人执行,用图章代替签字时,必须由本人执行,责任人员应对签字(盖章)的有效性负责。
4.10.4 无损检测人员须在检测结束后根据检测记录和工程区域划分情况,及时作出检测结论和填写“检测报告”。
4.10.5 对要求提供电子版报告的单位,按业主要求提供,电子版检测报告应与书
第5页 共8页
无损检测控制程序 CSMCC-QAS/YG(8)-2008
面检测报告一致。
4.11 检测环境控制
4.11.1 雨、雪天气且无保护措施时,须停止无损检测工作。
4.11.2 暗室环境应符合暗室处理的有关规定和要求:
a)要有适当空间,室内器具布置恰当,操作方便;
b)要完全遮光,出入安全,有通风设施;
c)室内应保持清洁;
d)应使温度、湿度保持在一定范围内(相对湿度50一65%)。
4.12 进行RT检测工作时,现场要设置安全警示标志,并与有关人员作好协调和安全保障工作。
4.13 无损检测工作所需的条件如:临时电源、作业空间、作业时间等,由施工单位负责配合解决。
5 无损检测质量控制流程图
6 无损检测质量控制点一览表
第6页 共8页
无损检测控制程序 CSMCC-QAS/YG(8)-2008
第7页 共8页
无损检测控制程序 CSMCC-QAS/YG(8)-2008
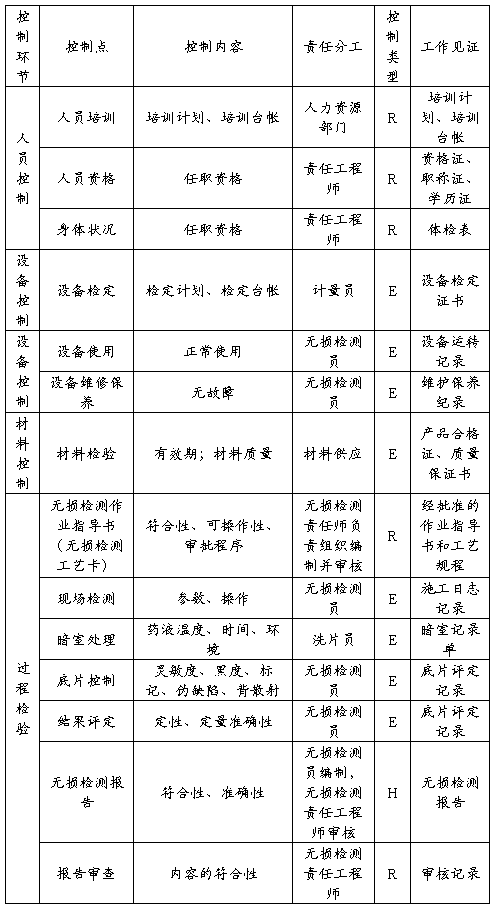
无损检测质量控制点一览表
第8页 共8页
第二篇:压力容器无损探伤控制程序

1 目的
通过对压力容器生产过程的无损检测把关,确保压力容器原材料、零件和焊缝的内在质量。
2 适用范围
本程序适用于压力容器无损检测。
3 术语
本程序采用GB/T19000-2000 idt ISO9000:2000《质量管理体系 基础和术语》中规定的术语定义。
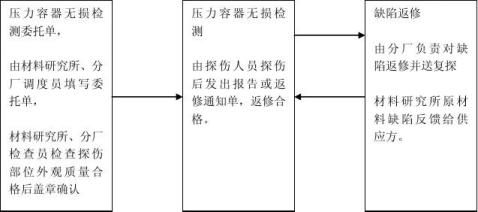
4 工作流程图
压力容器无损检测工作流程图
5 职责
5.1 质检处各探伤组负责对压力容器的射线、超声波、磁粉、着色、涡流等无损探伤检验,做好检验记录并出具无损探伤报告。
5.2 材料研究所、分厂负责无损探伤委托并做好配合工作。
5.3 无损检测责任工程师负责探伤规程和专用探伤工艺卡的批准。 6 工作程序
1

压力容器无损检测分为技术准备、探伤准备、探伤实施和探伤质保监督四个阶段。
6.1 技术准备
6.1.1 根据图纸、工艺和技术标准,由无损检测工程师制定无损检测指导文件。
6.1.2 根据各种探伤方法和有关标准,由无损检测工程师制定通用探伤规程。
6.1.3 根据图纸、工艺和技术标准,探伤方法和探伤检测设备,由Ⅱ级无损检测人员制定专用探伤工艺卡。
6.1.4 通用探伤规程和专用探伤工艺卡,由无损检测责任工程师批准。
6.2 探伤准备
6.2.1 凡需进行探伤的压力容器原材料、零件和焊缝,在实施探伤之前应按无损探伤指导文件的要求对所探部位进行修磨和清理。对焊缝需要进行划线分段,打钢印,(对禁止打钢印的压力容器,可用油漆、记号笔方式标识)以上工作由探伤委托单位完成。
6.2.2 压力容器原材料、零件和焊缝探伤前,由探伤委托单位规范填写无损探伤委托单,办妥无损探伤委托单后交探伤人员。
6.2.3 压力容器无损探伤委托单必须经检查员签字,检查员签字的条件是:所探伤的原材料、零件和焊缝经目视检查合格,应符合探伤的技术要求,无损探伤委托单填写应正确、完整、规范。
6.2.4 未办理压力容器无损探伤委托单,探伤人员可以拒绝探伤。
6.3 探伤实施
6.3.1 探伤人员应具备资格证书,按资格证书所规定的方法和等级从事相应的无损探伤工作。
2

6.3.2 无损检测设备必须按装备处测量设备周检计划按时送检定。检定校准后,才能投入检测使用,并在有效期内。
6.3.3 探伤条件和探伤操作应参照探伤工艺卡规定,也可以根据实际情况稍作修正,但必须保证探伤结果的准确性。
6.3.4 探伤人员必须在现场作好探伤原始记录,内容包括:被探工件的令号、图号、名称、编号、材料牌号、材料规格、探伤部位、探伤标准、探伤工艺卡编号、缺陷参数、示意图和结论。
6.3.5 有延迟裂纹倾向的材料应在焊接完成24小时后无损检测。
6.3.6 由具有Ⅱ级探伤资格人员负责射线评片,超声波、磁粉、着色等检查,签发探伤合格报告或返修通知单,探伤人员应准确划出缺陷返修部位,注明缺陷深度。
6.3.7 焊缝超过两次返修的通知单,应先报告无损检测责任工程师认可后,才允许发出。
6.3.8 焊缝超过两次返修,必须按《焊接生产过程控制程序》RC-15-2005规定办妥焊缝返修审批手续。焊缝超过两次返修后,复探结果必须由无损检测责任工程师认可。
6.3.9 压力容器探伤合格后,由技术二室将探伤资料汇总备查。
6.4 质量保证监督
6.4.1 专职复探(复评)人员,采取现场见证,抽样复探(复评)和对射线底片原始记录、合格报告及返修通知单的书面审核。由无损检测责任工程师全面负责保证质量监督系统的建立和运行。
6.4.2 专职复探(复评)人员每次应记好质量记录,每月向有关部门提供焊缝质量情况统计。
6.4.3 无损探伤资料员负责管理压力容器探伤资料、底片,按令号进行存档,保存期为10年。
3

6.4.4 若对无损探伤结论有疑议,可以重新探伤或采取其它方法验证,如发生争议,由无损检测责任工程师裁定。
6.4.5 安全监察、监督检验或用户对无损探伤检测结果有疑议时,有权要求重新评定或复查验证。
6.5 探伤检测设备标定
6.5.1 根据有关标准,由无损检测工程师制定《超声波探伤仪校准规范》经无损检测责任工程师批准,报装备处备案。
6.5.2 无损探伤检测设备必须按检测设备规程进行定期检定,确保在用检测设备在有效期内。
6.6 无损探伤人员资格鉴定与证书的颁发,应遵照国家技术监督局的规定执行。无损探伤人员资格证由技术二室集中管理。
7 相关文件
7.1 《射线探伤通用工艺》
7.2 《超声波探伤规程》
7.3 《渗透探伤规程》
7.4 《磁粉探伤规程》
7.5 《焊接生产过程控制程序》RC-15-2005
7.6 《超声波探伤仪校准规范》
8 质量记录
8.1 《无损探伤委托单》
8.2 《射线拍片记录》
8.3 《射线底片评定记录》
8.4 《射线探伤返修拍片单(探1组用)》
8.5 《无损探伤划线定位图》
8.6 《射线检测报告》
4

8.7 《超声波探伤记录》
8.8 《无损探伤返修通知单》
8.9 《焊缝超声波检测报告》
8.10《钢板、锻件超声波检测报告》
8.11《磁粉探伤记录》
8.12《磁粉检测报告》
8.13《渗透检测报告》
8.14《质检处探伤评定登记台帐》
8.15《涡流探伤原始记录代报告》
附加说明:本程序由质检处起草
编 制:
审 查:
审 核:
批 准:
5