十月份质量工作总结
一、10月份质量工作情况:
1.10月份共生产轴件59189件,产生废品133件,废品率0.22%,较上月上升0.19%;当月销售数64729件,售后退货241件,退货PPM3723。
2.具体分析:
a 各车间废品情

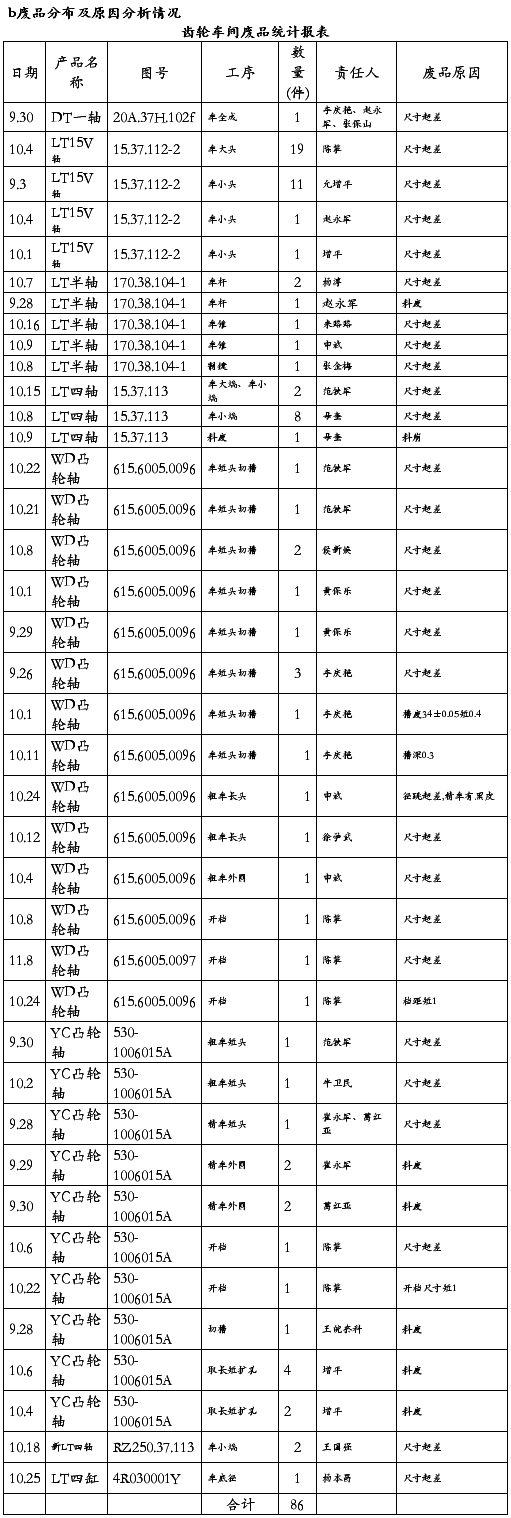
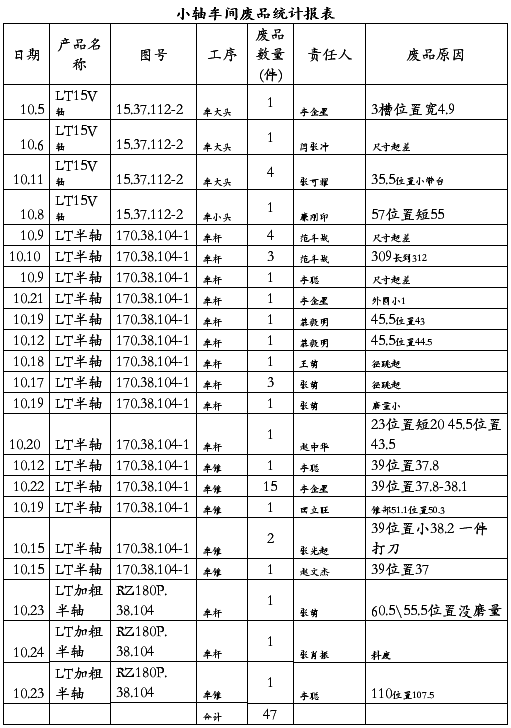
十月份废品主要原因,是新进员工对产品不熟悉,操作不熟练,加工过程中检验不及时造成。10月份已经组织部分员工对即将生产的出口齿轮轴新产品工艺图纸、检验要求进行了培训,计划在11、12月份采取以下措施:
1、对员工进行工艺培训,达到熟悉加工工艺,明白工艺要求,控制重要尺寸的目的。
2、对员工进行检验知识培训,熟悉量具的正确使用方法,以及产品的检验要求和方法。
二、十月份TS16949推行主要做以下几个方面工作:
(1) SPC控制图培训
十月份组织小轴车间、轧机车间的操作人员、检验人员、生产班组长等人员,对控制图原理、用途及使用方法进行了培训,并选取了小轴车间法兰产品的两道工序进行模拟操作,计划在十一月份对轧机车间的加热温度实施SPC控制,对所有出口产品重要工序实施SPC控制工作。每月底组织相关人员进行分析、评价,制定相应措施达到持续改进的目的。
三、11月份计划实施完成项目:
1、对轧制工序加热温度,实施控制图在线控制; 责任人:刘建中
2、对齿轮车间生产线改进,对设备重新布局,使物流更加合理化; 责任人: 王国利、刘建中
3、继续组织对TS16949文件的培训学习。 责任人:刘建中
第二篇:化三质量20xx年10月总结
三车间20xx年10月份月质量总结
一、 本月工作情况:
本月做的较好的方面
1. 后处理工序车间班组加大监督培训力度,重点对过程操作进行检查,产品质量比以前有所提高,后处理协调几个产品 PQ346 RM349 MQ413做的较好,从实验到大货生产车间班组跟踪检查及时。
2.对曲发后处理产品,药品重新进行调整。
3.高温丝原丝(以前101FR50%+RER50%改为101FR70%+RER30%),对高温丝产品手感稳步提升,。
4.对新上质检人员进行基础性知识培训,对工作经行监督检查。
5、E301整理,车间根据五车间发的整理步骤视频对后勤人员进行培训,并制定出参照物,班组在班前会上进行实物逐步培训,让员工提高积极性,一次性整理合格。
6、定型工序生产的D加工产品花纹不一致,本月进行了整改,生产的每个订单上的每个色号经试验与参照物进行对比,经车间鉴定后方可大货生产,确保产品质量,本月MQ331 14”各色号做的较好。
二. 本月客户反馈情况:
无
(一)存在的质量问题:
1..42# 高温丝直发处理产品个档次个色号出现牙克花纹不一致。
2.牙克卷管操作手法存在不一致,个别人员没有按标准操作。
3. 新上质检人员工作进行检查,首件记录记录不完整,有漏写不写 现象。
4.转货时没有严格与开发室存档进行核对。
(二)针对问题所采取的控制措施:
1. 针对42#高温丝直发产品车间采取牙克后逐条检验,方可下转,直发处
理前重新检验,进行分类,烘干时跟据各品名各色号花纹,适当调整定型
温度。
2.加大对牙克工序过程操作进行监督检查(包括计量工序),对率次出现问
题的员工进行相应的出罚。
3.新产品(H190CH)大货生产是必须由车间鉴定后方可下转,与存档不对
照不合格一律不转货 。
4.加强对质量管理人员工作的监督检查,特别是新上质检员工作进行不定
时检查。
三、本月客户反馈情况:无
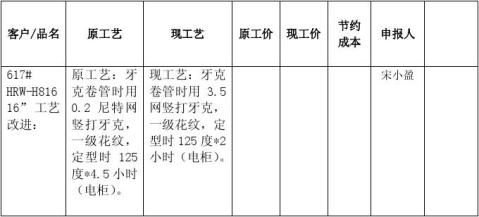
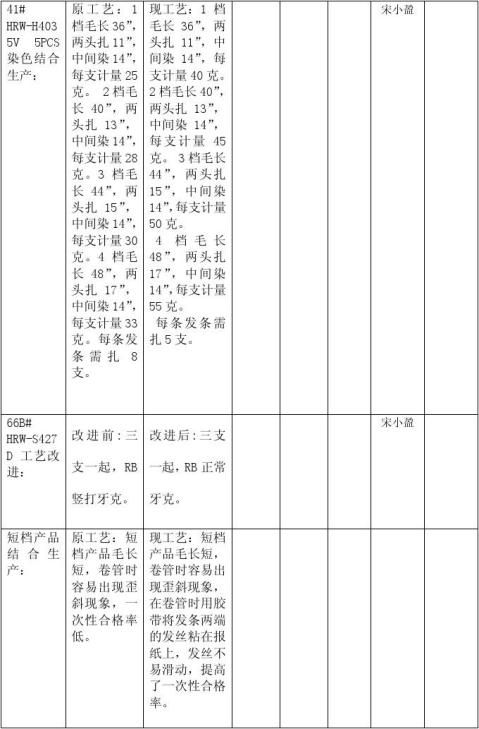
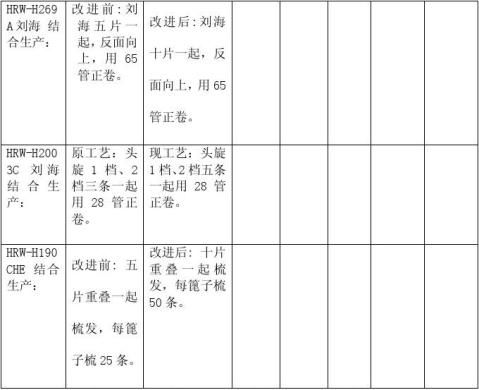
四、工艺改进:
1、工艺方面的改进

五、成本控制情况:。
1.本月我车间在成本控制方面,除工艺改进节约辅料外,我车间在浸泡牙克废药利用方面节约121公斤,共计1850元。
六、 上月各工序工资情况:
七、 下月工作计划:
1.车间货量各工序货量不大,后处理产品会调整新产品进行生产,车间做好提前培训,确定好标准,大货生产时做好监督检查。
2.对各走货期进行重新整理,做到提前预防及时做好实验。
2.药品按计划领用,严控发条单条用药量。保证手感前提下,加大废药利
用量。
3.对新上质检员工作进行不定时监督检查,出现问题及时纠正。
4.每天巡检各班组手感情况,有偏差及时纠正。
5.后处理产品作为重点控制:各色号提前走手感,花纹定型温度实验,确
认后方可大批生产,生产时进行专业化生产,操作标准提前培训, 制定
实物标准,后勤管理人员要求做到会做会说会指导,生产过程中加大巡
检监督力度,做到不合格不生产,不合格不下转。
6、各走货期工艺路线及时准确整理完成,不能影响车间正常生产,RFID
员工刷卡情况进行检查,并对存在的问题进行解决,。
7、组织各班组做好老员工回流和人员稳定的工作。
八、车间要求及建议:
无
化 三
2014.10.20