Ŀ¼
һ�����ؼӹ�רҵ���� ��������2
�����������ؼӹ��������� ��������3
�������ؼӹ�����ʾ�� ��������5
�ġ��˴����ؼӹ��������� ��������10
�塢���ؼӹ��ķ�չǰ�� ��������14
�������ؼӹ�ʵѵ�ĵ���� ��������15
һ�����ؼӹ�רҵ����
���ؼӹ���numerical control machining�����������CNC������ָ�����ػ����Ͻ�������ӹ���һ�ֹ��շ��������ػ����ӹ��봫ͳ�����ӹ��Ĺ��չ�̴�������˵��һ�µģ���Ҳ���������Եı仯����������Ϣ��������͵���λ�ƵĻ�е�ӹ����������ǽ�����Ʒ�ֶ�䡢����С����״���ӡ����ȸߵ������ʵ�ָ�Ч�����Զ����ӹ�����Ч;����
���ؼ�����Դ�ں��չ�ҵ����Ҫ��20����40������ڣ�����һ��ֱ������˾��������ػ����ij�ʼ���룬1952��������ʡ����ѧԺ���Ƴ�����������ϳ����50���������������ϳ�������ڼӹ��ɻ������60���������ϵͳ�ͳ�����ƹ��������������ƣ����ػ����ѱ����ڸ�����ҵ���ţ������պ��칤ҵʼ�������ػ���������û���һЩ��ĺ��չ�����������̨���ػ�������������������Ϊ�������ؼӹ�������зɻ��ͻ��������ڰ塢��������Ƥ�������������Լ����շ������Ļ�ϻ���ᡢ�̡�ҶƬ��ģ����ǻ��Һ����������ȼ���ҵ�����ǻ��ȡ����ػ�����չ�ij������������켣�����ػ���Ϊ���������켣�����ֳ��������ƣ�Ҫ�������������涨�켣�˶����Ժ��ִ�����չ��λ�������ػ�������λ������ָ���ߴ�ijһ������һ���ƶ���ֻҪ�����ȷ�ص���Ŀ��������ƶ�·����Ρ�
���ؼӹ������Ƿ�ָ�����ػ����Ͻ�������ӹ��Ĺ��չ��̡����ػ�����һ���ü���������ƵĻ������������ƻ����ļ������������ר�ü����������ͨ�ü������ͳ��Ϊ����ϵͳ�����ػ������˶������������ܿ�������ϵͳ������ָ�������ϵͳ��ָ�����ɳ���Ա���ݹ����IJ��ʡ��ӹ�Ҫ���������Ժ�ϵͳ���涨��ָ���ʽ(�������Ի����)���Ƶġ�����ϵͳ���ݳ���ָ�����ŷ�װ�ú��������ܲ����������л��ն���Ϣ�����ƻ����ĸ����˶���������ļӹ��������ʱ����������Զ�ֹͣ���κ�һ�����ػ�������������ϵͳ����û���������ָ����ػ����Ͳ��ܹ������������ܿض������°�����������ֹͣ���������ͣ����ת�����ת�ٵı任�������˶��ķ����ٶȡ���ʽ�����ߵ�ѡ���ȺͰ뾶�IJ��������ߵĸ�������ȴҺ�Ŀ��𡢹رյȡ�
�����������ؼӹ���������
���������ؼӹ����������£�
1�����س�
���س��������ֳ�����Ƴ����ļ�ƣ�����ͨ���Ժõ������ͳ������ӹ����ȸߵľ����ͳ����ͼӹ�Ч�ʸߵ�ר���ͳ������ص���һ�����ǹ���ʹ���������������һ�����ػ�����
�� ���س����ɷ�Ϊ��ʽ����ʽ�����ࡣ��ʽ��������ˮƽ�������б�������֡����νϸߵ������Գ�һ�㶼������б���졣�������������࣬�ֿɷ�Ϊ���������س�����˫�������س���ǰ������������ƣ�������4������ơ�˫�����Գ�����������б���졣
2������ϳ��CNC Milling��
����ϳ��������ͨϳ���ϼ��������ֿ���ϵͳ�������ڳ������Ŀ����½Ͼ�ȷ�ؽ���ϳ���ӹ��Ļ����� ��ͼ��ʾ������ϳ��һ��������ϵͳ��������ϵͳ�������ŷ�ϵͳ����ȴ��ϵͳ�ȼ����������ϳ������һ��ϳ���Ļ����Ϸ�չ������,���ߵļӹ����ջ�����ͬ,�ṹҲ��Щ����,������ϳ���ǿ�������Ƶ��Զ��ӹ�������
����ϳ���ֶ�ϳ�������ӹ�����������Ļ��ӹ����ա���һ����ת��Բ���ε�ͷ�Ͷ����м�۵�ϳ��ͨ����Ϊ��ϳ������ϳ�������ز�ͬ�����˶��������ӹ����� �ա����ۡ��������ȡ�����ϳ���ӹ��Ļ�����Ϊϳ��������ϳ��ͨ����ָ���ؼӹ����ġ� ϳ���ӹ������ֶ�ϳ������ϳ��ϳ���ӹ��ڻ��ӹ�������С�
3�����ؼӹ�����
���ؼӹ�������Ŀǰ�����ϲ�����ߡ�Ӧ����㷺�����ػ���֮һ�������ۺϼӹ�������ǿ������һ��װ�к�����ɽ϶�ļӹ����ݣ��ӹ����Ƚϸߣ����еȼӹ��Ѷȵ�������������Ч������ͨ�豸��5��10�����ر����������������ͨ�豸������ɵļӹ�������״�ϸ��ӣ�����Ҫ��ߵĵ����ӹ�����С������Ʒ��������Ϊ���á�
���ؼӹ�������һ�ֹ��ܽ�ȫ�����ؼӹ�����������ϳ���������������������ƺ��������Ƶȹ��ܼ�����һ̨�豸�ϣ�ʹ����ж��ֹ����ֶΡ��ӹ����������е��⣬�����д���Ų�ͬ�����ĸ��ֵ����ߣ��ڼӹ��������ɳ����Զ�ѡ�ú�����������������ϳ���������۴�����Ҫ���𡣼ӹ�������һ���ۺϼӹ�������ǿ���豸������һ��װ�к�����ɽ϶�ļӹ����裬�ӹ����Ƚϸߣ����еȼӹ��Ѷȵ�������������Ч������ͨ�豸��5��10�����ر����������������ͨ�豸������ɵļӹ����ӹ����Ķ���״�ϸ��ӣ�����Ҫ��ߵĵ����ӹ�����С������Ʒ��������Ϊ���á��ر��Ƕ��ڱ�����ù�װ��ר���豸����֤��Ʒ������Ч�ʵĹ��������üӹ����ļӹ�������ʡȥ��װ��ר�������Ϊ�²�Ʒ�����ƺ��ͻ�����ʡ������ʱ��ͷ��ã��Ӷ�ʹ��ҵ���н�ǿ�ľ���������
�������ؼӹ�����ʾ��
1�����س��ӹ�����ʾ��
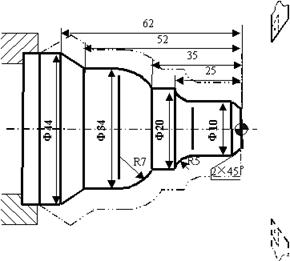
��������ʼ����A(60��5)��X��Z����ּӹ������ֱ�Ϊ3mm��0.9mm�� �ּӹ�����Ϊ3��X��Z���ӹ������ֱ�Ϊ0.6mm��0.1mm�����е㻮�߲���Ϊ����ë����
%3335
N1 G58 G00 X80 Z80 ��ѡ������ϵ�����������λ�ã�
N2 M03 S400 ��������400r/min��ת��
N3 G00 X60 Z5 ����ѭ�����λ�ã�
N4 G73U3W0.9R3P5Q13X0.6Z0.1F120���ջ�����ѭ���ӹ���
N5 G00 X0 Z3 �����ӹ�������ʼ���������ӳ��ߴ���
N6 G01 U10 Z-2 F80 �����ӹ���2×45°�ǣ�
N7 Z-20 �����ӹ���10��Բ��
N8 G02 U10 W-5 R5 �����ӹ�R5Բ����
N9 G01 Z-35 �����ӹ���20��Բ��
N10 G03 U14 W-7 R7 �����ӹ�R7Բ����
N11 G01 Z-52 �����ӹ���34��Բ��
N12 U10 W-10 �����ӹ��棩
N13 U10 ���˳��Ѽӹ����棬���ӹ�����������
N14 G00 X80 Z80 �����س������λ�ã�
N15 M30 ������ͣ���������������λ��
2������ϳ���ӹ�ʾ��
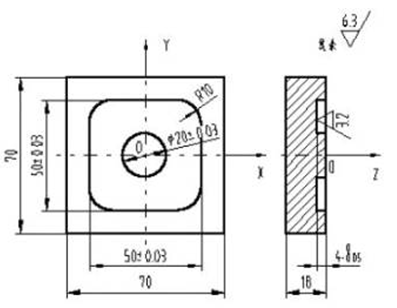
ë��Ϊ70�L×70�L×18�L��ģ������Ѵּӹ�����Ҫ������ϳ����ͼ��ʾ�IJۣ���������Ϊ45�֡�
1������ͼ��Ҫ��ë����ǰ������ӹ������ȷ�����շ������ӹ�·��
1�����Ѽӹ����ĵ���Ϊ��λ������ͨ��̨��ǯ�н�����ǰ�������棬̨��ǯ�̶���ϳ������̨�ϡ�
2������˳��
�� ϳ����������Բ�켣�������߰뾶�����ӹ�50�L×50�L�Ľǵ�Բ�������Ρ�
�� ÿ������Ϊ2�L���ֶ��μӹ��ꡣ
2��ѡ������豸
�����������ͼ��Ҫ��ѡ�þ���������ϳ�����ɴﵽҪ��ѡ��XKN7125��������ʽϳ����
3��ѡ��
�����ֲ��æ�10�L��ƽ����ϳ��������ΪT01�����Ѹõ��ߵ�ֱ�����뵶�߲������С�
4��ȷ����������
�������������ľ�����ֵӦ���ݸû������ܡ���ص��ֲᲢ���ʵ�ʾ���ȷ��������ӹ�����
5��ȷ����������ϵ�ͶԵ���
������XOYƽ����ȷ���Թ�������Ϊ����ԭ�㣬Z�����Թ�������Ϊ����ԭ�㣬������������ϵ����ͼ��ʾ��
���������ֶ��Ե�������������ǰ����ܵ�����ϳ���Ե�������ͬ���ѵ�O��Ϊ�Ե��㡣
6�������
�������û����涨��ָ�����ͳ���θ�ʽ���Ѽӹ������ȫ�����չ��̱�д�ɳ����嵥��
�������ǵ��ӹ�ͼʾ�IJۣ���Ϊ4�L��ÿ������Ϊ2�L���ֶ��μӹ��꣬��Ϊ��̷��㣬ͬʱ����ָ���������ɲ����ӳ��ù����ļӹ��������£��ó�������XKN7125ϳ������
N0010 G00 Z2 S800 T1 M03
N0020 X15 Y0 M08
N0030 G20 N01 P1.-2 ����һ���ӳ�����Ϊ2�L
N0040 G20 N01 P1.-4 ���ٵ�һ���ӳ�����Ϊ4�L
N0050 G01 Z2 M09
N0060 G00 X0 Y0 Z150
N0070 M02 �����������
N0010 G22 N01 ���ӳ���ʼ
N0020 G01 ZP1 F80
N0030 G03 X15 Y0 I-15 J0
N0040 G01 X20
N0050 G03 X20 YO I-20 J0
N0060 G41 G01 X25 Y15 ����ϳ�Ľǵ�Բ��������
N0070 G03 X15 Y25 I-10 J0
N0080 G01 X-15
N0090 G03 X-25 Y15 I0 J-10
N0100 G01 Y-15
N0110 G03 X-15 Y-25 I10 J0
N0120 G01 X15
N0130 G03 X25 Y-15 I0 J10
N0140 G01 Y0
N0150 G40 G01 X15 Y0 ����ȡ��
N0160 G00 Z100 ���ᵶ
N0170 M05
N0180 M30 �����������
�ġ��˴����ؼӹ���������
�ӹ����ĵ�ϵͳΪ��FANUC series Oi Mate-MC
������ʽϳ���г̣�X-1300~0,Y-640~0,Z-600~0
����̨��1190×400
�˴�����ʵѵ����Ҫ��������һ��110×130×50����ģ�ϼӹ����Լ���Ƶ�ͼ����ͼ�����£�
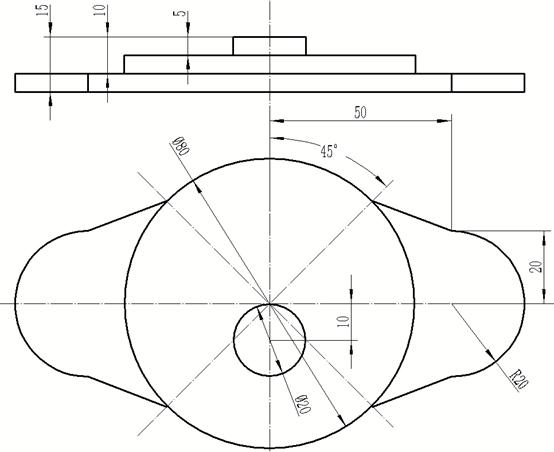
�������ؼӹ�����������ʾ��
%0001
G90G54G40G49G80;
G00Z100;
M03S500;
Z5;
G01G41Y-10F300;
G01Z-5;
G02X0Y-30R10;
G02X0Y-10R10;
G00Z100;
G01G40;
M05;
M30;
%0002
G90G54G40G49G80;
G00Z100;
M03S500;
Y60;
Z-10;
G01G41Y55F300;
G01Y40;
G02X0Y-40R40;
G02X0Y40R40;
G00Z100;
G01G40;
M05;
M30;
%0003
G90G54G40G49G80;
G00Z100;
M03S500;
Y60;
Z-15;
G01G41Y55F300;
G01Y40;
G02X28.284Y28.284R40;
G01X50Y20;
G02X50Y-20R20;
G01X28.284Y28.284;
G02X-28.284Y28.284R40;
G01X-50Y-20;
G02X-50Y20R20;
G01X-28.284Y28.284;
G02X0Y40R40;
G01X50;
G00Z100;
G01G40;
M05;
M30;
�塢���ؼӹ��ķ�չǰ��
Ϊ����������Զ����̶ȣ����̱��ʱ��ͽ������ؼӹ��ɱ����ں��պ��칤ҵ�л���չ��ʹ����һϵ���Ƚ������ؼӹ����������������أ�����С�ͻ��ͼ������������ϵͳ�еĿ����������ô����ڼ�����е�����ִ�м���Ϳ��ƹ��ܣ����������ӵļ��������ϵͳ������ȡ����ʼ̬������ϵͳ��ֱ����������һ̨�����ֱ�ӿ��ƶ�̨���ػ��������ʺ��ڷ�������С��������������������Ŀ���ϵͳ�ǿ������ı�ӹ�����������Ӧ����ϵͳ����Ȼϵͳ�����ܸ��ӣ���۰���������ӹ�Ч�ʺ�������
���صķ�չ����Ӳ�����������ϵͳ�ͻ����ĸ����⣬������һ����Ҫ������������ķ�չ��������������(Ҳ���Զ����)�����ɳ���Ա����������д������������뵽������н��з��룬����ɼ�����Զ�������״���Ŵ����õñȽϹ㷺������������ APT���ԡ��������Ϸ�Ϊ����������ͺ��ô�������ǰ�߶Գ���Ա��д�ij�����Է��룬������߹켣�����߰ѵ��߹켣������ػ���������ӹ��������ؼӹ������ڶԹ������мӹ�ǰ�����ڼ�����ϱ�д�ó����ٽ���Щ�������뵽ʹ�ü����������ƵĻ�������ָ���Լӹ�������ֱ�������ּ����������ƵĻ�����������ϱ�дָ����мӹ����ӹ��Ĺ��̰������ߵ������������٣�����ͣ���ȣ������Զ���ɵġ����ؼӹ����ִ�ģ������ӹ���һ���Ƚ��ֶΡ���Ȼ�����ؼӹ��ֶ�Ҳһ����ֻ����ģ������ӹ����ڽ��ķ�չ�У����ص���;��Խ��Խ�㷺��
�������ؼӹ�ʵѵ�ĵ����
�˴�����ʵѵ���ҵ�����ĸ��ܾ���������ʵ���������ܼ�����������ӡ�
��һ�ų���Ϊ�����æ�20��ϳ���ӹ�����20��̨����ģ���кܴ�һ����û��ϳ������Ҫͨ���Ĵ���ʵ���г���������֮������������ǵ����ﵽһ���ߴ�����80��֮ǰ���õĵ����ռ䲻����������ӹ���ͨ��ʵ�ʣ����������İ취������֮ǰ�ij����ィ�������ľ��뾡���ܵش���ϳ����������IJ���Ϊֹ������ʵ��û�취ʱ��ͨ����ҡ����ȥ�����ϣ���Ϊ�����Ѿ��ӹ����ˣ���
ѧ��ֹ���������ҵĹ���Ҳ���й�ģ�ߵĹ��������ؼӹ���ģ��������������ž������صĵ�λ��ѧ�����ؼӹ�����ı��ƺ��յķ����Խ��ķ�չ���ŷdz����������ã���л��ʦ��ϸ��ָ����
�ڶ�ƪ������ʵѵ�����ʽ2
������ϿѧԺ
�����ۺ�ʵѵ����
�ɼ���________
Ŀ¼
���ԡ���������������������������������������������������������������
��һ�¡�����������������������������������������������������������������
1.1���Ŀ��
1.2 �������
1.3��Ʒ���
�ڶ��¡���������������������������������������������������������������
2.1���ͼ
2.2ͼֽ����
2.3���տ�
�����¡���������������������������������������������������������������
3.1�ӹ�����
�����¡���������������������������������������������������������������
4.1�����ܽ�
��
��
����:���Ա���ʵѵ�Ľ��ܣ�
����ʵѵ�����ػ�����ʵ��ѵ���������������س���������ϳ�����������и�ȡ�
ʵѵ������Ϊʮ����ʮ�յ�ʮ���¶�ʮһ��ʱ���Ϊÿ�յ����磬�ص�������Է�����ؼӹ����ġ�ʵѵ����Ա�ǰ���һ�顣
����ʦ��ָ���£�С���Ա֮���Э���Ը������ػ��������˽⣬��ʵ���ӹ������ջ����Ļ������������Լ��ص㡣���������ϻ�����С��������Ƽӹ���Ʒ��������ѧ��֪ʶ�ڹ涨��ʱ������ɲ�Ʒ����ָ����ʦ���գ�����Ϊ����ʵѵ�ijɹ�������Ƕ����ػ����ı��������������ļӹ��ķ��ϻҳ�����������Ի����Ƿ���ת������
��һ�� ���Ҫ��
1.1���Ŀ��
��1������רҵ�Ļ���֪ʶ���������ղ�ʹ�����ر���и���ָ��
��2����Ϥ�������ػ����ļӹ��ص㣬�ڲ������������ջ����IJ�����尴ť�Ĺ���
��3�����ջ�����ѵ��ĶԵ��ͼӹ�������ͨ��ʵ�������ֳߴ�ĵ����ڼӹ��е�Ӧ�ã��Լ����ú��ʵĵ�ƫ�͵�����ɾ�ȷ�ļӹ�
��4��ͨ����ͼֽ�ķ��������������ؼӹ�����Ҫ������ƣ����һ������������շ�����������Ƶ����������ò������ߵ�ʹ��
��5���������ػ������ճ�ά���������Ĺ��ϵ��жϺʹ���
1.2 �������
��1�������س�������Ƽӹ�һ����Բ�������ơ��桢���ۡ����ǵȵĹ������������ѵ��Ľ���������ɹ��յ���ơ�
��2��������ϳ������Ƽӹ�һ������ͨ�ס�б�ǡ�Բ���ȵ������
��3���������и���Ƽӹ���һ������Ρ�
1.3��Ʒ���
������
1ʵ���豸������צ�̪���һ�ŵ���Բ�������ŵ����Ƶ������ŵ��жϵ�������ʽ�α꿨�ߡ�ֱ��40mm��PVC����
�� 2�������� ����Ƽӹ�ͼֽ �ڸ���ͼֽҪ���д���� �۽�G��������ļ����뵽�����Ϫ������ԡ���֤ �ܰ�װ���� �ݶԵ�
���� ����ʽ���������γ���ӹ�ʧ�Ъ����������λ�ߴ��Ƿ����Ҫ�������ӹ� ���ü��α꿨������ʵ�ʳߴ�
ϳ��
1ʵ���豸����������FANUC����ϳ��һ̨�����̡�һ�ŵ�?12��������ϳ����?30����ͷ���α꿨�ߡ����ϳ����幤��
2������ ����Ƽӹ�ͼֽ �ڸ���ͼֽҪ���д���� �۽�G��������ļ����뵽�����Ϫ������ԡ���֤ �ܰ�װ���� �ݶԵ����� �������������������ü��α꿨������ʵ�ʳߴ�
���и�
1ʵ���豸�����������и���������幤�����оߵ�
2����������Ƽӹ�ͼֽ �ڸ���ͼֽҪ��ӹ�
�ڶ��� ���շ���
2.1���ͼ
��1���������ͼ
��2��ϳ�����ͼ
��3�����и����ͼ
2.2ͼֽ����
��1������
a.�����ͼֽ�ɼ���������ӹ���������Բ�����ǣ�Բ�������ƣ��в۵ȡ�
b.��������ϵ�����ԭ��Ϊ�뾶Ϊ13�İ�Բ�Ҷ��㡣 c.�����㣺��Z100��X100����
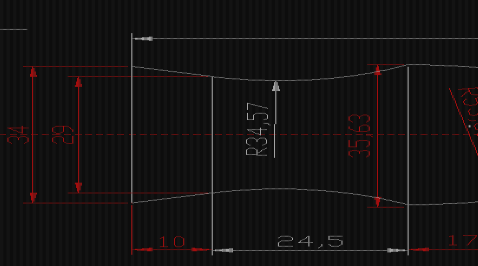
d ������㣺��35.65��-51.5��
d.�����⾶�и�ʱ��Ϊ29,�ֶ���ߵ���ɡ�
��2��ϳ��
a.�����ͼֽ�ɼ������ͼ�����ֳ���Χ̨���棬Բ�����ɣ���ס�
b.���Ŀ���Ҫ���õ��ߣ�һ�ν������.
c.����������ϵ�����½�Ϊ����ԭ�㡣
d.������Ϊ
(3)���и�
a.���ͼֽ�Ƚϼ�,һ���ߵ��������
2.3���տ�
����
ϳ��
���и�
����ͼ����������
������ �������
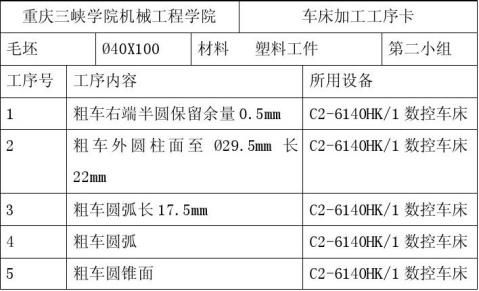
3.1�ӹ���������Լ��Ĺ��շ�����
����
O0012;
M03S600T0101;
G99G00X50Z2;
G73U8W7R5;
G73P0100Q0200U0.5W0.5F0.3S600; N0100G42G00X0Z0F0.15S800; G03X26Z-15;
G01X29W-1;
W-21;
G03X35.63W-17.5R53.81; G02X29W-24.5R34.57;
G01X43W-10;
N0200X50;
G70P0100Q0200;
G40G00X100Z100;
T0202M03S500F0.15;
G00X50Z-35;
G01X24;
G04P4000;
G00X100;
Z100;
T0303M03S400;
G00X50Z-13;
G92X28.701W-20F2;
X27.801;
X27.201;
X26.601;
X26.601;
G00X100;
Z100;
T0202M03S400;
G00X91F0.15;
G01X-1;
G00X100;
Z100;
M05;
M30;
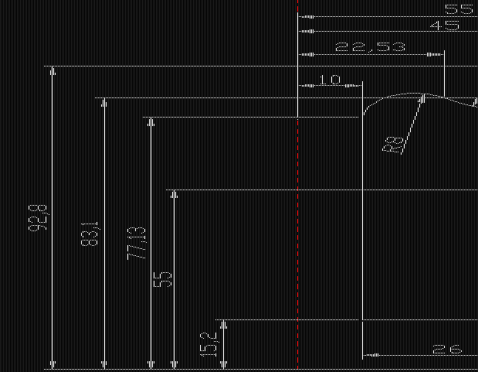
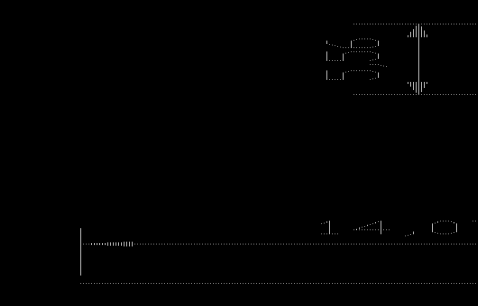
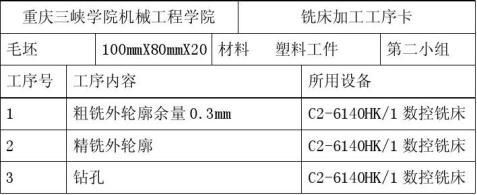
ϳ��
��?12��������ϳ����ϳ��Χ���� O0001;
G54G17G40G90G49G94;
M03S300;
G43G00Z100H01F150;
G00X0Y12;
Z-5;
G01Y36;
X71Y34.9;
Y76.5;
G03X55.85Y86.1R14; G02X22.53Y86.1R30; G03X7Y76.5R14; G01YO;
G00X0Y0;
M03S500F100; G00Y15.2;
G01X36;
X69Y34.9;
Y76.5;
G03X55.85Y83.1R8; G02X22.53Y83.1R30; G03X10Y76.5R8; G01Y5;
M05;
G43G90G00Z20H01; M03S800; ��ϳ��Χ����
G99G81X71Y21.5R5Z-20F80;
X45Y55;
X45Y92.8;
G80;
G00Z100;
X45Y55;
M05;
M30;
�ֶ���?30����ͷ,�ֶ���ס�
���и����ɳ���
B14074B0B14074GXL1;
B16296B0B16296GXL1;
B0B13704B13704GYL2;
B8518B6666B8518GXL2;
B7778B5555B7778GXL3;
B0B14815B14815GYL4;
B14074B0B14074GXL3;
DD
������ ʵѵ�ܽ�
Ϊ���������ڵ����ؼӹ�ʵѵ�����ˣ�����̸һ��������ؼӹ�ʵѵ���ջ�ɡ��ڴ�֮ǰ�Ŀγ̶����鱾�ϵı�̺�ϵͳ����������֪ʶ����ȻҲ
��һЩʵ�ʵļӹ��������������ڰ�֪���Ļ�������ɵġ����ʵѵǡ�ø���һ�λ���ʹ���ǽ�֪ʶ��������������Լ����ʵ�ʵĿ��ƹ����е����⡣
��Ȼ��ÿһ�����ػ�������������Dz�Ҫ�ѳ�����������ʵ��ͼ��ʱ�ߴ����������û�ͼ�������Խ���������ڵ��ߵ�ѡ��Ҫע�⣬��ΪһЩ����ijԵ�����Ƚϴ��ڵ������ߵ�ʱ��������Ѿ��ӹ��ı������������ƻ�