绪论
机械 利用其几何形状实现性能功能的产品
机械的中心问题 几何形状和位置,材料的保证
机械制造 制造机械产品 用机械的方法制造产品
目的 T、Q、C、S、E
第一章 机械制造过程
生产过程 生产需求到得到产品的过程
包括开发过程、产品制造过程、产品销售过程和售后服务
制造过程 原材料和毛坯转换为成品的过程
包括毛坯制造、机械加工工艺、装配、热及表面处理、检验
制造过程的“三流” 能量流、物质流和信息流
机械加工工艺过程 用切削加工的方法,直接改变工件几何形状及表面机械物理性能的过程
工序 一个(或同时加工的一组)工件,在一个工作地,由一个工人所连续完成的工艺过程。
工序的组成 走刀<工步<工位<安装
一次安装可以有多个工位、工步和多次走刀
一个工位可以有多个工步和多次走刀,但一般在一次安装下完成;
一个工步只能在一次安装和一个工位下完成,但可多次走刀。
可以规范工艺、保证质量
工艺规程 工艺过程的书面表达形式,法律效力,可以有多个工艺过程,但只能有一个工艺规程
生产纲领 包括备品率和废品率在内的计划年产量
生产类型 单件生产、批量生产、大量生产
生产自动化 加工成型自动化、物料输送自动化、系统控制自动化
质量 质量是除去性能/功能之外,产品对社会造成的损失的度量
产品质量=装配质量+零件质量(加工质量+材料质量)
加工质量 几何形状、位置实际值与理论值的符合程度(加工精度+表面质量)
加工精度 零件尺寸、位置、形状的实际值与理论值的符合程度
加工误差 零件尺寸、位置、形状的实际值与理论值的差异程度
系统误差和随机误差
九大误差因素 1.原理(理论) 2.机床、夹具和刀具的制造,机床、夹具的磨损 3.调整(对刀)
4.安装 5.切削加工中的力 6.切削加工中的热 7.刀具磨损 8.残余应力变形 9.测量
误差统计 1. 分布曲线法 2.正态分布法3.点图法
第二章 机械加工的成型运动及其实现
加工表面的种类 A)平面 B)外圆柱面 C)内圆柱面 D)回转面 D)曲面 E)功能面
发生线 素线(运动的线段)导线(运动的轨迹)
发生线的形成方法
A)成型法 由刀具的切削刃直接形成素线,刀具的切削和(或)进给运动形成导线。
B)展成法 由刀具的切削刃与工件的纯滚动形成素线,刀具的进给运动形成导线。
C)轨迹法 由刀具的切削刃的切削运动形成素线,刀具的进给运动形成导线。
D)相切法 由刀具的切削刃旋转的切点连线形成素线,刀具的进给运动形成导线。
机床的运动 直线运动、圆周运动、间歇运动(切削运动、进给运动、分度运动)
机床的基本组成 床身系统、主轴系统、进给系统、工作台及分度系统、其它
齿轮加工 范成法加工、成型法加工、仿形法加工
大批大量生产的自动化机床 由机械机构实现各种运动的关联, 用机械方法保证运动的精度,针对某一零件、某一工序,少人或无人操作, 高效,高劳动生产率,高价格。
自动机床、专用机床、组合机床
单件小批生产的自动化机床 由计算机及数字控制实现各种运动的关联,用电气测量的方法保证运动的精度,针对所有零件的某类加工方法,少人或无人操作,应用灵活,高价格。
程控机床、数控及计算机数控机床(NC—CNC)、加工中心
机床对零件加工精度的三种影响因素
加工方法误差(原理误差) 由于使用近似成型运动和近似刀具形状造成的加工误差
机床的制造和磨损误差 机床和工装本身的不精确造成的加工误差
调整误差 机床调整不准确造成的加工误差
第三章 加工表面的形成及其质量
待加工表面 工件上加工前就有,加工后被切除的表面。在切削过程中不断减少。
已加工表面 工件上加工前没有,加工后形成的表面。在切削过程中不断增加。
过渡表面(切削表面) 由主切削刃在切削过程中直接作用的表面,该表面的素线与主切削刃的形状相一致,一般情况下在待加工表面和已加工表面之间。
切削层 过渡表面到主切削刃部的将被切除的金属层。
主(切削)运动 使工件上被刀具刀刃切入的过渡表面部分变为切屑的刀具相对工件的运动。可以是直线运动,或圆周运动。对于切削过程,则认为是一样的,都只考虑切削点的瞬时速度。
进给运动 配合主运动,形成切削层的运动。进给运动可以是连续的,也可以是间歇的。
合成切削运动 由主运动与进给运动合成的刀具相对于工件的实际运动。
切削速度 Vc=πDn 在考察点,主运动的瞬时速度称为切削速度。
单位为每秒米(m/s) ,在大多数加工中,主运动为旋转运动,切削速度也经常被用转速来描述,单位为转/秒(r/s )或转/分(r/min)。
进给量 Vf=fn=fzzn
以时间为研究对象的进给量——进给速度Vf。表示在单位时间内在进给运动方向上的刀具位移,单位为米/秒(m/s)或毫米/秒(mm/s)
以主轴转动为研究对象的进给量——每转进给量f。表示旋转一周时,刀具在进给运动方向上的位移, 单位为毫米/转(mm/r)
以刀刃为研究对象的进给量——每齿进给量?? 。表示经过一个刀齿时,刀具在进给运动方向上的位移,单位为毫米/齿(mm/z)
背吃刀量(切削深度)?? 已加工表面到待加工表面的距离。
对于车削外圆,背吃刀量: 
对于钻孔,背吃刀量:
刀具材料的要求
高硬度 必须高于被加工材料的硬度5~10HRC,>60HRC。
高耐磨性 刀具的耐磨性越高越好,可延长刀具的使用寿命。
足够的强度和韧性 刀具在切削时受到很大的切削力、冲击和振动,必须有足够的强度和韧性,不能在加工中破损。
高耐热性 在加工时,刀具表面的温度很高,因此刀具必须能在高温下保持硬度和强度。
高耐热冲击性 在加工时,刀具的升温和降温速度都很快,特别是在有冷却的情况下,刀具有很大的温度梯度和温变速度,在这样的条件下,不应因较大的内应力。
好的工艺性和经济性 刀具的结构形状复杂,精度高,因此,是否方便加工(工艺性)是很重要的。同时,刀具的材料价格很高,对刀具的成本也很高。
刀具角度
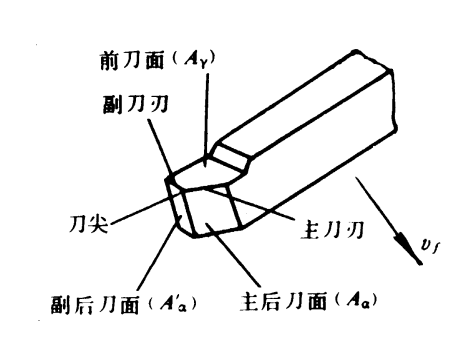
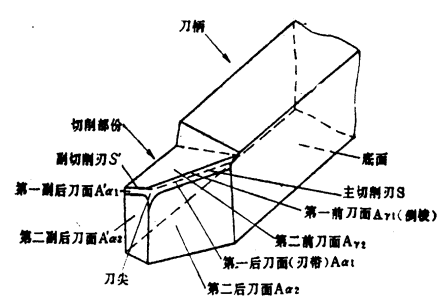

前提 所有的刀具角度的标注都是针对主切削刃上一点的。因此,在建立坐标系时,都与这一点为原点
基面?? 通过切削刃上选定的点,垂直于假定主运动方向的平面
切削平面?? 通过切削刃上选定的点,与切削刃相切,并垂直于基面??
主剖面?? 通过切削刃上选定的点,与基面??和切削平面??都垂直的平面称主剖面??
主剖面参考系 由基面 ?? - 切削平面?? - 主剖面?? 构成的坐标系(平面之间的交线为坐标轴)
前角 ?0 在主剖面 ?0 上,前刀面?? 的投影与基面?? 的夹角,称为前角??
后角?0 在主剖面??上, 主后刀面??的投影与切削面?s的夹角, 称为主后角?0(简称后角)
在主剖面??上, 副后刀面?‘?的投影与切削面?s的夹角,称为副后角?0’
主偏角?? 在基面??上,主切削刃S的投影与进给方向的夹角称为主偏角??
副偏角?‘r 在基面??上,副切削刃S’的投影与进给方向的夹角称为副偏角?‘r
刃倾角?? 在切削平面 ??上,切削刃S的投影与基面??的夹角称为刃倾角?? 。
刀尖为切削刃的最低点时为负,为最高点时为正。
楔角β0 在主剖面上, 前刀面与后刀面之间的夹角
刀尖角 主刀刃和副刀刃在基面上投影的夹角。
主刀刃和副刀刃在基面上投影的夹角。
刀具涂层
金属切削过程 是指刀具与工件运动并相互作用的过程。 其作用是使切削层与工件母体分离。
机理是刀具切削刃和前刀面对工件的推挤、摩擦,使切削层金属发生剪切滑移变形和摩擦塑性变形而形成切屑。
切削过程中,后刀面与工件挤压而形成加工表面。金属切削过程也可以看成是形成切屑的过程或形成加工表面的过程。
滑移角 最大剪应力方向
切屑的受力
切削用量对摩擦角的影响
背吃刀量:随背吃刀量的增加摩擦角略有下降。
切削速度:随切削速度摩擦系数成驼峰曲线。
进给量:基本无关。
表面质量
表面微观几何精度
–表面粗糙度
–表面波纹度
–刀痕方向
表面粗糙度的成因
残留面积影响 由于主偏角和副偏角的存在。
表面塑性变形影响 第三变形区,由于工件材料弹性恢复与后刀面的摩擦,在已加工表面的塑性变形。产生鱼鳞刺(微裂)。积屑瘤脱落(磨削时为金属涂抹)
加工中的振动 工件和刀尖之间的周期性位置变化。
自由振动 由于偶然原因引起的,不断衰减的振动。
受迫振动 在外界周期力作用下,系统发生的与外界周期力频率相等的振动。
自激振动 没有外界周期力作用,由系统自身提供振动能量维持的振幅不衰减的持续振动。
如果振幅不断扩大,则称“颤振”。
几种磨削加工的特点
研磨 在研磨工具和被研表面之间加入研磨剂,研磨工具相对于被研表面做无规运动。
获得高的尺寸精度、形状精度(小于0.003mm)和表面精度Ra 0.008∽0.1之间,但不能改善位置精度。
珩磨 利用装有磨条(油石)的珩磨头以一定的压力在工件的表面做两个方向的往复运动(运动速度比为3∽4,但最好不要为整数或简单分数),运动速度低(0.1∽0.25m/s)。
获得高的尺寸精度、形状精度(小于0.003∽0.005 mm)和表面精度Ra 0.025∽0.4之间,但不能改善位置精度。
超精研磨 与珩磨一样,只是其中的一个往复运动是高速摆动(振幅2~6 ㎜ ,频率5~40Hz),生产率较高。
获得高的尺寸精度、形状精度(小于0.003~0.005㎜)和表面精度Ra 0.012~0.1之间,但不能改善位置精度。
抛光 利用弹性抛光轮粘上磨料或抛光膏(氧化铝、碳化硅、氧化铬、氧化铁等,加煤油或机油,或是为增加粘性和增加化学作用而加硬脂酸、油酸等)与工件表面高速摩擦。
只能提高表面精度(Ra 0.012~0.8之间),有镜面效果,但不能改善位置精度尺寸精度和形状精度。
切削力
切削力的来源:
塑性变形所需要的能量,以晶格变形的势能变化存储在切屑和工件表面的变形层中;
弹性变形所存储的能量,以振动能的形式散发到周围环境中;
摩擦所消耗的能量,以热能的形式传播到切屑、刀具和工件里。
在这三项能量中,第一项和第二项所占的比例不大,第三项占到95%以上。
通过刀具的作用力和与工件的相对运动,由刀具提供切削能量。因此: 
工艺系统刚度
刚度的定义只是在误差敏感方向的力和位移。总刚度等于各分刚度的并联
误差复映
工艺系统振动模型? ??? ??
减震方法 阻尼、刚度↑、改变频率
自激振动五大学说 摩擦降落理论、刀具前后角变化理论、切削力下降理论、再生振动理论、振型关联理论
工艺系统中的热源
切削热 切削区的摩擦(外摩擦和内摩擦)。
传动热 机床动力源(如电机、液压元件等)和运动付(如主轴箱中的齿轮、轴承,床身导轨等)的摩擦。
派生热源 有其他热源产生,由冷却液、润滑油、切屑等带来的热量。
外部热源 工艺系统以外产生的热量(阳光、空气等)。
温度对加工误差的影响

β 为线膨胀系数,L为两点间的距离(尺度),Δ?为两点间尺度的膨胀量, Δ?为前后度量的温度差。
产生误差的物理原因:温度在空间分布上的差异、温度在时间过程中的变化
刀具磨损对加工精度的影响
磨损量使刀具尺寸的变化直接影响加工尺寸
磨损量使刀具角度变化影响切削力从而间接影响加工精度
刀具破损
磨损量与时间的关系 初始磨损期、正常磨损期、磨损失效期
刀具磨损的原因
硬质点磨损
粘结磨损(冷焊磨损)
扩散磨损
化学磨损
第四章 工艺过程的精度保证
基准的概念 用于标注几何要素位置关系的几何要素。几何要素可以是点、线、面。
基准的分类
设计基准 在设计图中,用于描述设计几何要素的几何要素。由产品设计者确定。
工艺基准 在工艺过程中所用到的基准。由工艺设计人员确定。
工序基准 在工序图中所用的基准(在工序设计时,用于标注工序尺寸的基准)。
定位基准 在工序加工中,用于确定工件相对于机床或刀具位置的工件上的几何要素。
测量基准 在工序加工中,为使加工者了解实际加工尺寸是否满足工序尺寸要求而进行测量时所用的基准(对应的尺寸要求称为测量尺寸,在工序图中,用括号的形式标注)。
装配基准 在装配过程中,为确定零件相互位置关系所用的基准。
基准不重合带来的问题
工序基准与设计基准不重合带来工序尺寸的换算——减少了工序允许的加工误差(工序尺寸公差)。
定位基准与工序基准不重合带来加工精度计算问题——定位误差问题。
测量基准与工序基准不重合带来测量尺寸的计算—— 出现假废品问题。
选择原则
工序基准尽可能与设计基准重合
工序基准尽可能与定位基准重合
工序基准尽可能与测量基准重合
定位基准和测量基准要求是实际点、线、面
定位基准应方便安装
定位基准应使工件稳定
测量基准应使测量简单
定位误差的概念
定位误差是安装误差的一个方面
定位误差是工件安装在夹具或机床上时,由于工件自身误差和夹具(或机床工作台)误差而产生的加工误差
定位误差由三部分组成
–基准不重合误差——由于工序基准与定位基准不重合而造成的误差,简称不重合误差、定基误差
–基准误差——由于定位基准本身的误差产生的定位误差
–夹具误差——由于夹具制造误差所产生的定位误差
获得位置的方法
一次装夹加工 有相互位置精度要求的表面在一道工序中,通过一次装夹,分多个工步分别加工这一组表面。由于是在一次装夹中完成,因此没有定位误差。
互为基准加工 两个有相互位置精度要求的加工表面,在加工其中一个表面时以另一个表面作为定位基准。由于基准重合,因此没有不重合误差。
同一基准加工 一组有相互位置精度要求的表面在不同的工序中加工,这些工序都使用相同的基准。
方便夹具设计
找正定位加工 使用划线或试切找正定位的方法保证加工表面与机床刀具的位置。精度与操作者技术相关。
尺寸链
尺寸链的定义 一组首尾相接形成一个封闭圈的尺寸称为尺寸链。
?在尺寸链中,每一个尺寸都被称为此尺寸链的环。
?其中,由其他尺寸所决定的环称之为封闭环(间接保证的尺寸、希望得到而又不能直接得到的尺寸),其他尺寸称之为组成环。
?在组成环中,若该环增加使得封闭环增加,则被称为增环,反之,若该环增加使得封闭环减少,则被称为减环。
生产率和经济性的概念
生产率的概念
–企业生产率——企业单位时间内生产的产品数量或企业生产单位产品的时间。
–劳动产生率——单位劳动时间内生产的产品数量或单位产品所凝结的劳动时间。
经济性的该念
–经济性——单位产品的成本。
–产品的成本构成:材料成本、制造成本、管理成本、营销成本。其中,制造成本包含了设备成本和劳动成本。
生产时间
生产节拍时间 在流水生产中,每生产一个产品的时间,即在生产线的末端,每得到一个产品得时间,对应生产纲领。
生产劳动时间 生产一个产品所需要的劳动时间,即一个产品中所凝结的劳动量,对应剩余价值。
生产流程时间 产品从投料到最终产出的时间,即一个产品在企业的停留时间。
工序时间 对于一个零件,完成某一道工序所消耗的时间称为工序时间。工艺时间是生产时间的基础。
工序时间定额(简称工时定额) 完成某一道工序所需时间的规定值称为工序时间定额。工序时间定额是企业劳动管理、生产计划制定的依据,是企业的重要数据。
工序时间的组成
基本时间(或机动时间)?? 在一道工序中,直接改变工件的形状、尺寸、表面质量等所消耗的时间。
辅助时间?? 在一道工序中,为保证基本工作所做动作需要的时间。
工作地服务时间?? 在工序之外,用于保证加工过程的顺利进行所作工作消耗时间在每个工件上的分摊。如换刀、机床调整等的时间。
生理需要时间(休息时间或自然时间)?? 工作中,工人自然需要花费的时间在每一个工件上的分摊。
准备终结时间(只在批量生产中存在) ?? 对于只生产一批零件的情况,在加工之前要进行工艺准备(如领料、熟悉工艺、安装调整工装等),加工之后的工作地整理,这些工作消耗的时间就是准备终结时间。在考虑准备终结时间时,工序时间又称为单件核算时间。
工序时间??的表达
从减少工序时间的角度 提高产品生产率和劳动生产率
: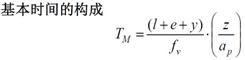
l —— 刀具实际切削长度;
e—— 刀具走刀时超出的余程;
y——刀具切入前需留的余程;
z——单边加工余量;
??——切削深度;
f——进给量(单位时间进给量)