G00:快速定位指令(绝对坐标与增量坐标可混用)
G00X_Z_; G00U_W_; G00X_W_; G00U_Z_;
1、与运
动方式G01:直线插补指令,F是合成速度 顺 / 逆时针圆弧插补(是沿垂直于圆弧所在平面的坐标轴的负 G02/G03: 相关的G方向看去,顺时针为G02,逆时针为G03。) 指令 (R不能描述整圆,因为起终点相同的整圆有无数个。 I、J、K始终是圆心相对于起点的坐标。
劣弧R为正,优弧R为负。
G04:暂停功能,非模态
2、坐标系相关的G指令 G50
数控系统控制刀具中心的运动轨迹,而由于刀具半径的存
在,刀心与工件轮廓间存在一个偏移量,这个偏移量为刀补。
G40:解除刀具半径补偿
3、与刀具G41:左偏刀具半径补偿 G42:右偏刀具半径补偿
逆着第三个坐标轴,沿着刀具前进方向观察,刀具偏在
工件的左边(假定工件不动)为左刀补,否则为右刀补。
刀补建立和撤消(G40/G41/G42)只能采用G00或G01进行,
4、与参考点相
关的G指令 :该指令使刀具自动返回机械原点或经过某一中间位置,再回到
机械原点 半径补偿有关的G指令 数 控 车指 令
5、与主轴转速G28 X(U)_Z(W)_T00;
控制相关的G
指令G50(主轴最高转速设定) G97(直接设定主轴转数指令) (r/min) G96(设定主轴线速度恒定指令)(m/min)后面加G50
(每转进给量指令)(mm/r)
G98_F_;(每分钟进给量指令)(mm/min) 6、与进给功能相 关的G指令 G76 IP_F_; (螺纹切削进给速度)(mm/r) G92
切削圆柱面G90X(U)_Z(W)_(F_);
外径、内径切削循环(G90 切削锥面G90X(U)_Z(W)_I_(F_);
切削直端面G94X(U)_Z(W)_(F_); (2)端面切削循环指令(G94X(U)_Z(W)_K_(F_); 单一固定循环指 令
G92X(U)_Z(W)_(F);
(3)螺纹切削循环指令(G92G92X(U)_Z(W)_R_(F); 、固定循环
G指令
(外径、内径粗加工切削循环(G71)
G71U_R_;
复合固定循环指G71P_Q_U_W_(F_S_T_);
令(G70~G73)
2)端面粗加工循环指令(G72)
闭合车削循环指令(G73)
精加工循环指令(G70)
G70P_Q_;
M00:程序指令(程序停止) 1 M01:计划指令(选择停止) M02:程序结束(M30)(掌握)
8、M
(辅助功能指令) 指令 M03:主轴正转
2M04:主轴反转
M05:主轴停转 M19:主轴定向停止
3)M08:冷却液开
M09:冷却液关
【非续效】
第二篇:数控车床编程(个人总结)
数控车床编程入门
第一节
在数控系统中采用了两种系统即机床坐标系XOY和编程坐标系XpOpYp,在手动控制、对刀、回零过程中采用的市机床坐标系。在编程即自动加工时则是编程坐标系。
一、机床坐标系
机床坐标系采用标准坐标系,即右手笛卡尔坐标系
二、编程坐标系
第二节
在数控系统中,每个加工程序的最大容量是8K(即8196个字符),并最多可拥有999个程序段。在输入程序时,必须按照系统所能接受的格式来编程。
一、程序段的格式
所谓程序段的格式,是指程序段书写规则,它包含机床所要求执行的功能和运动所需要的几何数据和工艺数据。
一个零件加工程序由若干以段号大小次序排列的程序段组成,每个程序段由以下几个部分组成:
N 程序段号 001——999
G 准备功能 01——99
X Z 坐标或增量值 ?0.01——?9999.99
F 进给速度 10mm/min——500mm/min
M 辅助功能
S 主轴速度 0——2500转/分
T 刀具号 1——8
数控车床控制系统采用的程序段格式是可变程序段格式,所谓可变程序段格式就是程序段长度随着输入数据和字长的变化而变化。
程序通常由地址字和地址字后的数字和符号组成。一个程序段由一个或多个程序地址字组成。例如:
X——110 F 400
这种程序段格式,以地址功能字为首,后跟一串数字组成。若干个程序地址字组成程序段。例如:
N072 G03 X70 Z——36.5 I0 K——2 F200 (上段程序中N G X Z I K F 均为地址字功能字)
N 程序段号 G 准备功能 X Z I K 坐标地址 F 进给量 除英制螺纹加工段中螺纹节距值以外,其余的加工段中坐标值均为公制(mm)。
直径编程:程序段中X轴的编程采用直径编程,也就是说输入X轴的尺寸值均采用直径量。
第三节
准备功能用字母G后跟两位数字来编程,它总是编在程序段的开始,用来定义几何形态和车床的工作状态。
下面就G功能作详细说明:
① G90 绝对值方式:一旦采用本指令后,后面的程序段的坐标值都按绝对值方式编程,即所有点的表示数值都是在编程坐标系中的点坐标值,直到执行G91为
止。
② G91 增量方式:一旦采用本指令后,后面的程序段的坐标值都应按增量方式来
编程,即所有点的表示数值均以前一个坐标位置作为起点来计算运动终点的位置矢量。直到执行G90指令为止。
G00 快速定位:执行此条指令时将先沿X方向再沿Z方向快速运动至定位点。 G01 直线插补:不运动的坐标可以省略,数值不必写入。
G02 顺时针圆弧插补:用G02指令编时,可以自动过象限,但不得超过1800。 G03 逆时针圆弧插补:用G03指令编时,除圆弧运动方向相反外,其余跟G02指令完全相同。
⑦ G04 暂停指令:指程序在执行到某一段后,需要暂停一段时间,进行某些人为
的调整,这时就可以用G04指令使程序暂停,当暂停时间一到,继续执行下一⑧ 段程序。暂停时间由P后数值说明,单位为秒,范围为0.01——99.99秒。 ③ ④ ⑤ ⑥
第三篇:数控编程课程总结
数控编程与操作课程总结
系别:机械设计制造及其自动化
姓名:方存贤
班级:B130231
学号:B13023104
数控系统是数控机床的核心,影响着数控机床的技术性能和工作范围。而专用CNC系统之间不兼容的弊病,使数控机床不能在不同的厂商的平台上运行,使用开放式机床是未来发展的趋势,眼下国内市场上多数控机床所配备的设备是FANUC-0i和SIEMENS-802系列系统,各种版本的数控技术教科书也都是以上两种为模板编写的,使用选择配用以上两种实训设备也是理所当然的,虽然这两种系统价格相对便宜,但功能比较弱,属于普通型数控系统,是日本FANUC公司和德国西门子配套给国外制造商的。日本FANUC公司和德国西门子现在已经不用上述设备了,而是用FANUC160i/180i/210i、SIEMENS840Di,因为这些系统都是开放式的,属于高端系统,其功能完全,价格昂。
现在大学针对数控车床、数控铣床、加工中心和计算机辅助编程加工技术而全面展开阐述。对数控机床、数控加工工艺中心等编程相关基础知识熟练掌握,以当前典型的华中数控机床为主线,使理论和实践相结合,结合相关电子软件进行仿真模拟,能更好的理解和掌握这门课程。
第一章机床数控技术概论,数控是采用数字化信息对机床的运动及其加工过程进行控制的方法。数控控制技术是利用数字化的信息对某一对象进行控制的技术,控制对象可以是为位移、角度、速度等机械量也可是温度、压力、流量、颜色等物理量。数控机床用数字代码的信息,控制刀具按给定的工作程序、运动速度和轨迹进行自动加工的机床。按驱动伺服系统类型分类:1)开环式控制系统的数控机床结构简单,成本较低。但是,系统对移动部件的实际位移量不进行监测,也不进行误差校正;;2)闭环控制数控机床是机床移动部件上直接安装位移直线检测装置,直接对工作台的实际位移进行检测,将测量的实际位移值反馈到数控装置中,与输出的指令位移值进行比较,用差值对机床进行控制,使移动部件按照实际需要的位移量运动,最终实现移动部件的精确运动和定位;3)半闭环控制数控机床是在伺服电动机的轴或数控机床的传动丝杠装有角位移电流检测装置,通过检测丝杠的转角间接地检测移动部件的实际位移、然后反馈到数控到数控装置中去,并对误差进行修正。数控机床的特点:1)有适合与复杂异形零件的加工;2)加工精度高且质量稳定;3)高柔性;4)生产效率高;5)劳动条件好;6)有利于现代化管理;7)投资大且使用费用高;8)生产准备工作复杂;9)维修困难。适用范围:1)批量小而又多次重复生产的零件;2)几何形状复杂的零件;3)贵重零件;4)需要全部检验的零件;5)试制件。
第二章数控编程加工基础,数控编程的主要内容包括零件几何尺寸及加工要求分析、数学处理、编制程序,程序输入与程序的检验和试切。数控编程可按以下步骤进行:(1)图样工艺分析 根据零件图样和工艺分析,主要完成下述任务。1)确定加工机床、刀具与夹具;2)确定零件加工的工艺路线、工序顺序;3)确定切削用量;4)确定辅助功能。(2)数学处理 根据图样尺寸,确定合格的工件坐标系,并以此坐标系为基准,完成以下任务。1)计算直线和圆弧轮廓的终点坐标值,以及圆弧轮廓的圆心、半径等;2)计算非圆弧曲线轮廓的离散逼近点坐标值;3)将计算的坐标值按数控系统规定的编程单位换算为相应的编程值。数控编程方法主要有手工编程和自动编程。数控加工工艺分析与设计中数控加工零件的工艺分析(1)图样分析 1)尺寸标注应符合数控加工的特点;2)几何要素应完整、准确;3)定位基准可靠;4)零件技术要求分析;5)零件材料分析。(2)零件的结构工艺性分析是指所设计的零件在满足使用要求的前提下制造的可行性。良好的加工工艺性,可以使零件加工容易,节省工时和材料。零件加工顺序安排一般应遵循以下原则:1)上道工序的加工不能影响下道工序的定位和夹紧,中间穿插有通用机床加工工序的也要综合考虑;2)先进行内形,内腔加工工序,后进行外形加工工序;3)以相同定位、夹紧方式或同一把刀具加工的工序,最好连续进行,以减少由二次装夹所产生的定位误差和换刀次数。4)在同一装夹中需进行多道工序加工时,应安排对工件刚性破坏小的工序先加工。
第三章数控车床编程与操作,数控车床的编程特点:1)在一程序段中,绝对值编程或增量值编程用不同的字母,可以混合使用;2)采用直径尺寸编程更方便;3)进刀和退刀方式。对于车削加工,进退刀时采用快速走刀,以减少走刀时间,提高加工效率。车削起点的确定与工件毛坯余量大小有关,同时考虑刀具半径补偿的建立路线。应以刀具快速走到该点时刀尖不与工件发生碰撞为原则。4)车刀的刀位点在刀尖上,编程时认为它是一个点。5)当毛坯余量较大时,用车床系统的固定循环指令可简化编程。数控刀具选择合理不仅影响机床的加工效率,而且还直接影响加工质量。选择刀具通常要考虑机床的能力、工序内容、工件材料等因素。数控机床不仅要求精度高、刚性好、耐用性强,而且要求尺寸稳定、安装调整方便。数控车床的刀具半径补偿功能就是通过刀具刀尖圆弧半径补偿来消除刀尖圆弧半径对零件精度的影响。
表2 M指令功能:
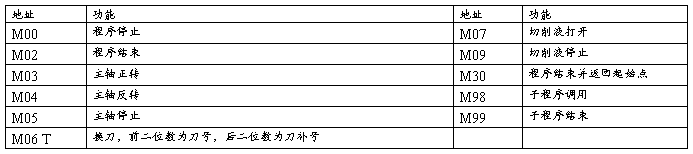
表1 华中数控车床数控系统装置G功能指令:
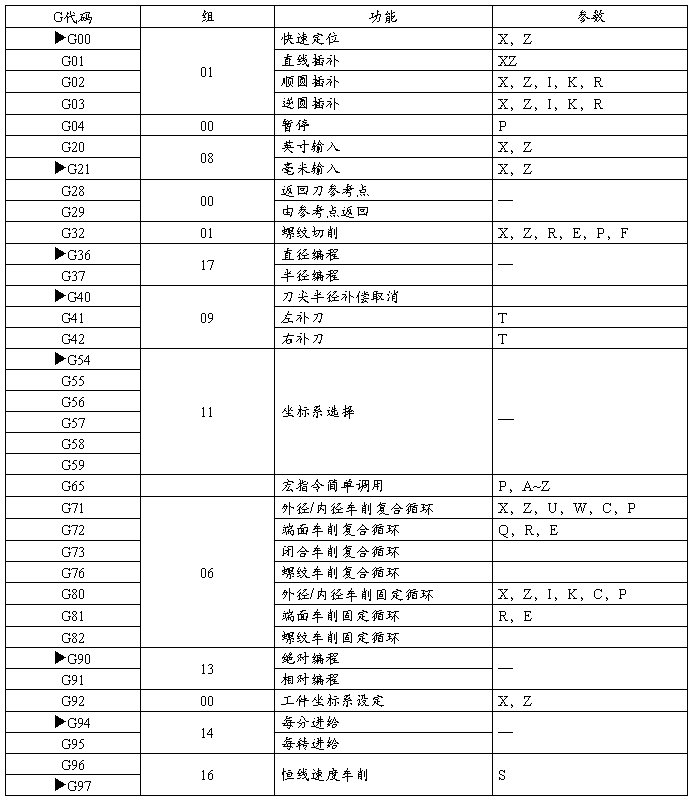
注:①00组中的G代码是非模态的,其他组的G代码是模态的;
②黑三角标注者为默认值。
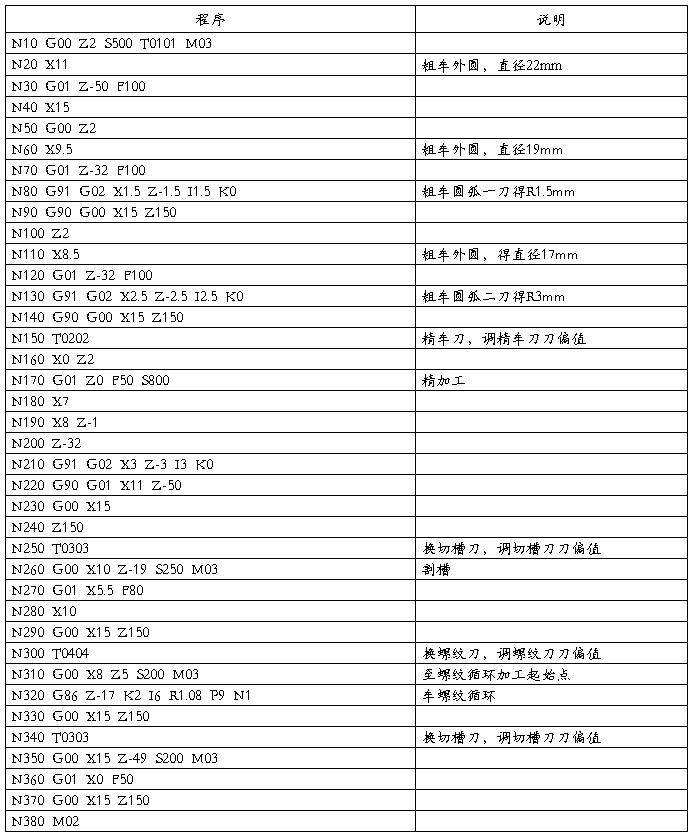
典型实例1采用华中HNC-21T和FANUC系统编制如图所示零件的加工程序:
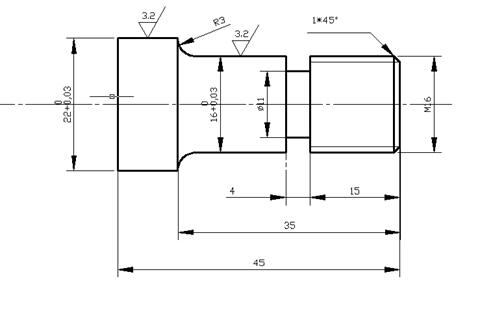
一、根据零件图样要求、毛坯情况,确定工艺方案及加工路线
1、对短轴类零件,轴心线为工艺基准,用三爪自定心卡盘夹持直径25外圆,一次装夹完成粗精加工。
2、工步顺序
(1)粗车外圆。基本采用阶梯切削路线,为编程时数值计算方便,圆弧部分可用同心圆车圆弧法,分三刀切完
(2)自右向左精车右端面及各外圆面:车右端面→倒角→切削螺纹外圆→车直径16外圆→车R3圆弧→车直径22外圆。
(3)切槽
(4)车螺纹
(5)切断
二、编程如下:
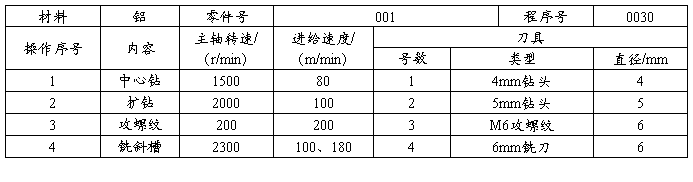
 典型事例2华中HNC-21M编程实例,如图的槽形零件,其毛坯为四周已加工的铝锭 (厚为20mm)。编写槽形零件加工程序。
典型事例2华中HNC-21M编程实例,如图的槽形零件,其毛坯为四周已加工的铝锭 (厚为20mm)。编写槽形零件加工程序。
(1)工艺和操作清单
该槽形零件除了槽的加工外,还有螺纹孔的加工。其工艺安排为“钻孔→扩孔→攻螺纹→铣槽”,其工艺和操作清单如表3所示。
表3 槽形零件的工艺清单
(2)程序清单及说明
该工件在数控铣钻床ZJK7532A-4上进行加工,程序如表4所示。
表4 槽形零件的加工顺序

通过对这门课的学习使我对数控有了全面的了解, 在学习中应与理论与实践相结合, 更好的掌握基础,我相信在未来的工作我将把我所学的理论知识和实践经验不断应用到实际工作来,充分展示自我价值和人生价值,为实现自我的理想而努力奋斗。