ǰ��
����װ�������ػ����ĺ���.������Ҫ��������ȷʶ��ͽ������ؼӹ�����,���Խ��ͽ�����и������ݼ�������жϴ���,�Ӷ���ɸ������롢�������.������װ�õ���Ҫ���IJ��־������ؼӹ�����.
���ؼӹ������ǰ������й涨ʹ�õ�ָ����롢����θ�ʽ�ͼӹ������ʽ�����Ƶ�.���,���ر��ָ��ĺ����еĺ���.
Ϊ�˸��õض����ر�̸����ȫ����ʶ,ȫ���������ػ����ij���ı��Ʒ�����������ر��ָ���ڲ�ͬϵͳ�ı�̲���,����������Ӧ������ָ��,���DZ�������ر�̵���ָ������ܽ�.
һ�����ر�̵Ļ����������̹��ܵ��ܽ�
<1>���ر�̵Ļ���
�ٻ�������ϵ�Ľ���
���س������Թ����������г�����Ʊ��뽨����������ϵ,���س����Ļ���ԭ��һ����������ǰ���������,
����ϳ��ÿ��ͨ��֮��,���������������ᶼҪ�����ߵ������������һ������λ�����λ�þ��ǻ���ԭ��,�ǻ�������ʱ�趨�Ĺ̶�λ��,ͨ��������ϳ���ϵĻ���ԭ��ͻ����ο������غϵ�.
�ڹ�������ϵ�Ľ���
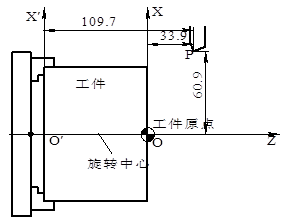
���س����Ĺ���ԭ��һ�����������������빤���������Ҷ���Ľ��㴦,��������������ϵʹ��G50����,ָ����̸�ʽ G50 X�� Z�� ʽ��X��Z��ֵ��������ڼӹ�ԭ���λ��.G50��G92��ʹ�÷����������������س������ʱ������X����ֵ��ʹ��ֱ��ֵ������ͼ��ʾ��
������ͼ���üӹ�����ij�������£�
G50 X 121.8 Z 33.9
����ϳ���Ĺ���ԭ��һ�����ڹ�����������ijһ�����ϻ��Գ����Ĵ�,������ȷ����ϵ������ȡ�ڹ�������. ����ϵ�趨 G92 ָ���ʽ��G92 X_ Z_ X��Z���Ե��㵽��������ϵԭ���������롣G92 ָ��Ϊ��ģָ̬��
Сע: G92��G54��G59֮�����ȱ��
G54��G59���ڼӹ�ǰ�趨�õ�����ϵ����G92���ڳ������趨������ϵ������G54��G59��û�б�Ҫ��ʹ��G92������G54��G59�ᱻ�滻��Ӧ�����⡣
ע��1������һ��ʹ����G92�趨����ϵ����ʹ��G54�� G59�������κ����ã����Ƕϵ���������ϵͳ���������G92�趨�����µĹ�������ϵ��
��2��ʹ��G92�ij��������������û�лص�G92�趨��ԭ�㣬���ٴ������˳�������ǰ����λ�þͳ�Ϊ�µĹ�������ԭ�㣬�����¹ʡ����ԣ�G92Zָ��Ҫ���á�
�ۻ�������ϵָ��
<1>����ֵ��̺�����ֵ���-G90��G91
ָ���ʽ:G90/G91 G00/G01 X_Y_Z_
X��Y��Z---��G90��ʽ��Ϊ�˶��յ������ֵ;��G91��ʽ���˶����յ��ȥ�˶���������ֵ,����һ��ʸ��
<2>ѡ���������ϵָ��---G53
ָ���ʽ:G53<G90> X_Y_Z_
X��Y��Z---��������ϵ�е�����ֵ
<3>ѡ������ϵָ��-G54��G55��G56��G57��G58��G59
ָ���ʽ:G54/G55/G56/G57/G58/G59 G00/G01 X_Y_Z_
���磬 ��G54ָ���趨��ͼ��ʾ�Ĺ�������ϵ��
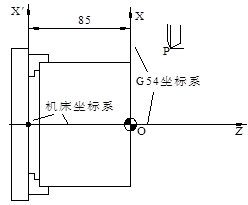
��������G54ԭ��ƫ�üĴ�����
G54 X0 Z85.0��
Ȼ�����ڳ����е��ã�
N010 G54��
˵�� 1��G54��G59��ϵͳԤ�õ���������ϵ���ɸ�����Ҫѡ�á�
2�� G54��G59�����Ĺ�������ԭ��������ڻ���ԭ����Եģ��ڳ�������ǰ���趨�ã��ڳ����������������õġ�
3��G54��G59Ԥ�ý����Ĺ�������ԭ���ڻ�������ϵ�е�����ֵ���� MDI ��ʽ���룬ϵͳ�Զ����䡣
4��ʹ�ø���ָ��ǰ�������Ȼزο��㡣
5��G54��G59Ϊģָ̬����ע����
<2> ��������---F����
�� �趨ÿ���ӽ�����<mm/r> ָ���ʽ:G99 F_,_
F��������ִ�������ÿת������
�� �趨ÿ���ӽ����ٶ�<mm/min> ָ���ʽ;G98 F_
F��������ִ���ÿ���ӽ�����
�� �����ٶȵ�λ���趨 ָ���ʽ�� G94 F_ G95 F_
G94��ÿ���ӽ�����
G95��ÿת������
ע:G94��G95 Ϊģ̬���ܣ����ע����G94 Ϊȱʡֵ��
�� �����ٶ�ָ�� ָ���ʽ��G96 S G97 S
G96�������ٶ���Ч
G97��ȡ�������ٶȹ���
S��G96 �����S ֵΪ�����ĺ㶨���ٶȣ���λΪm/min��
ע��ʹ�ú����ٶȹ��ܣ�����������Զ����١�
<3>���Ṧ��---S����
�� �������ٶȿ��� ָ���ʽ:G96 S_
S�������ֱ�ʾ�㶨���ٶ�m/min
�� ���ת�ٿ��� ָ���ʽ:G50 S_
S��������ֱ�ʾ�������ת��r/min
ע: ���ú����ٶȿ��Ƽӹ����桢���Բ��ʱ,����X����<����ֱ��>�IJ��ϱ仯,���,���������ƽ�������ת����ʱ,�����ת�پͻ�Խ��Խ��,�����ʹ���,�����п��ܴӿ��̷ɳ�.Ϊ�˷�ֹ��ֹ�¹�,���뽫��������ת������һ���̶�ֵ.���ǿ�����G50ָ���������������ת��.
��ֱ��ת�ٿ��� ָ���ʽG97 S_
S��������ֱ�ʾ�����ٶȿ���ȡ���������ת��,��Sδָ��,������G96������ֵ
<4>���߹���---T
ָ���ʽ:T_
T����ѡ��������λ����,ǰ��λ��ʾ�������,����λ�ű�ʾ���ߵIJ�����
<5>��������M
M00 ����ֹͣ M01 ��������ֹͣ
M02 ������� M03 ������ת
M04 ���ᷴת M05 ����ֹͣ
M06 ���߽��� M08 ��ȴ��
M09 ��ȴ�� M18 ���ᶨ����
M19 ���ᶨ��
M30 ������������س���ͷ M98 �����ӳ���
M99 �ӳ���������أ��ظ�ִ��������ͨ��ָ���̣��������ñ������Ƶij���,ͳ�������
�������ر�̵���ָ���Ӧ��
<1>���ٵ㶨λָ��---G00
<2>ֱ�߲岹ָ��---G01
<3>Բ���岹ָ��---G02/G03 (G02, G03)
<4>���߰뾶����ָ��G40��G41
<5>����ָ��
����ӹ�ָ��M21��M22��M23����ֻ��X���Y����о���ʱ������ʱ���ߵ�˳��˳ϳ����ϳ������������Բ���岹ת����ʵ�ʳ����෴��
ע�⣺ʹ�þ���ָ��������M23����ȡ��������Ӱ�����ij�����G90ģʽ�£�ʹ�þ����ȡ��ָ���Ҫ�ص���������ϵԭ�����ʹ�á���������ϵͳ�����������˶��켣����������ߵ�������ʱ����ʵ���ֶ�ԭ�㸴�ز������Խ��������ת�����ž���ָ��仯��
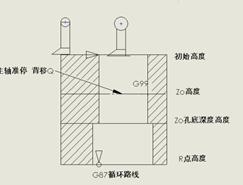
���� <6>����ѭ��
�������鸴��ѭ��ָ�ֻ��ָ�����ӹ�·�ߺʹּӹ��ijԵ�����ϵͳ���Զ�����ּӹ�·�ߺ��ߵ�������
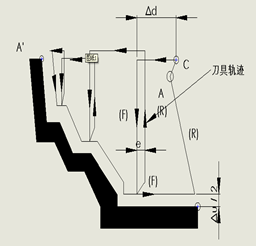
1���ڣ��⣩���ֳ�����ѭ��G71
�ް��ۼӹ�ʱG71 U(�� d) R(r) P(ns) Q(nf) X(�� x) Z(�� z) F(f) S(s) T(t)
��d���������(ÿ��������)��ָ��ʱ���ӷ���
r��ÿ��X���˵�����
ns�����ӹ�·����һ����� nf�����ӹ�·���������
��x��X ���ӹ�����<ֱ����> ��z��Z ���ӹ�������
f��s��t���ּӹ�ʱG71 �б�̵�F��S��T ��Ч�������ӹ�ʱ����ns ��nf �����֮���F��S��T ��Ч��
�а��ۼӹ�ʱG71 U(�� d) R(r) P(ns) Q(nf) E(e) F(f) S(s) T(t)��
�� d���������(ÿ��������)��ָ��ʱ���ӷ��ţ�
r��ÿ���˵�����
ns�����ӹ�·����һ����ε�˳���
nf�����ӹ�·��������ε�˳��ţ�
e�����ӹ���������ΪX ����ĵȸ߾��룻�⾶����ʱΪ�����ھ�����ʱΪ��
f��s��t���ּӹ�ʱG71 �б�̵�F��S��T ��Ч�������ӹ�ʱ����ns ��nf �����֮���F��S��T ��Ч��
ע��
(1) G71 ָ��������P��Q ��ַns��nf�����뾫�ӹ�·����ֹ˳��Ŷ�Ӧ�������ܽ��и�ѭ���ӹ���
(2) ns�ij���α���ΪG00/G01ָ�����A��A'�Ķ���������ֱ��㶨λ�˶���
(3) ��˳���Ϊns ��˳���Ϊnf �ij�����У���Ӧ�����ӳ���

��
��Բ�ֳ�ѭ���ӹ�·�� ����ֳ��ӹ�ѭ��·��
2 ������ֳ�����ѭ��G72
G72 W(�� d) R(r) P(ns) Q(nf) X(�� x) Z(�� z) F(f) S(s) T(t)
��d���������(ÿ��������)��ָ��ʱ���ӷ���
r��ÿ���˵���
ns�����ӹ�·����һ����ε�˳���
nf�����ӹ�·��������ε�˳���
��x��X ���ӹ����� ��z��Z ���ӹ�������
f��s��t���ּӹ�ʱG71 �б�̵�F��S��T ��Ч�������ӹ�����ns ��nf �����֮���F��S��T ��Ч��
ע��(1)G72 ָ��������P��Q ��ַ�������ܽ��и�ѭ���ӹ���
(2)��ns�ij������Ӧ����G00/G01ָ�������A��A'�Ķ������Ҹó�����в�Ӧ����X���ƶ�ָ�
(3) ��˳���Ϊns ��˳���Ϊnf �ij�����У�������G02/G03ָ�����Ӧ�����ӳ���
3 ���ջ���������ѭ��G73
G73 U(�� I) W(�� K) R(r) P(ns) Q(nf) X(�� x) Z(z) F(f) S(s) T(t)
�� I��X �᷽��Ĵּӹ�������
�� k��Z �᷽��Ĵּӹ���������r��������������
ns�����ӹ�·����һ����ε�˳���
nf�����ӹ�·��������ε�˳��ţ�
��x��X ���ӹ����� ��z��Z ���ӹ�������
f��s��t���ּӹ�ʱG71 �� ��̵�F��S��T ��Ч�������ӹ�ʱ����ns ��nf �����֮���F��S��T ��Ч��
ע��
��I�ͦ�K��ʾ�ּӹ� ʱ�ܵ����������ּӹ�����Ϊr����ÿ��X��Z�����������Ϊ��I/r����K/r��
��G73���е�P ��Qָ��ֵ
ʵ��ѭ���ӹ���Ҫע���x
�͡�z����I �͡�K�� ����
�š�
<7> �ۿӹ�����
1 G85ѭ�� G85X_Y_Z_ R_ F_
ִ��G85ѭ��,����������������ʽ�ӹ�����,Ȼ����������������ʽ���ص�Rƽ����ʼƽ��.��˸�ָ��������ڽϾ��ܵ��ۿ���,�������ڽ¿ļӹ�
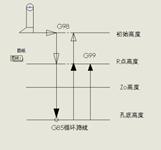
G85ѭ��·�� G89ѭ��·��
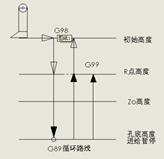
2 G89ѭ��G89X_Y_Z_P_R_ F_
G98������G85������������,��ͬ����G98�����ڿ���������ͣ��ָ����ڽ��ݿļӹ�.
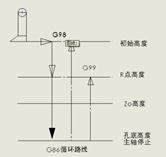
3 G86ѭ��G86X_Y_Z_P_R_F_
ִ��G86ѭ��,����������������ʽ�ӹ�����,Ȼ������ͣת,���߿����˵�R��ƽ����ʼƽ���������ת.���ڵ������˻ع����������ڹ������滮������,���Ը�ָ����ھ��Ȼ�ֲڶȲ��ߵ��ۿӹ�.
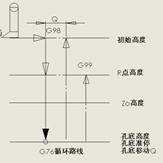
4 G76ѭ��G85X_Y_Z_P_R_Q_F_
G76ָ����Ҫ���ھ����ۿӹ�.ִ��G76ѭ��,����������������ʽ�ӹ�����,ʵ������ͣ,�������෴�����ƶ�Q��ʹ�������빤������,��֤���߲����˹�������,Ȼ������˵���Rƽ����ʼƽ��,������ת.
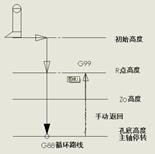
5 G88ѭ�� G85X_Y_Z_P_R_F_
ִ��G 88ѭ��,����������������ʽ�ӹ�����,�����ڿ���ͣ������ͣת,��ʱ��ͨ���ֶ���ʽ�ӿ��а�ȫ�˳�����,����ָ���ת.���ַ�ʽ������Ӧ��߿ļӹ�����,���ӹ�Ч�ʽϵ�.
G86ѭ��·�� G76ѭ��·�� G88ѭ��·��
6 G87ѭ�� G85X_Y_Z_P_R_Q_F_
G87ѭ���Ƚ�����,�Ǵ������·�������,��Ϊ����ѭ��.ִ��G87ѭ��,�ɷ�Ϊ�˸�����;
 �ٵ����ڣأ�ƽ���ڶ�λ������ ͣ
�ٵ����ڣأ�ƽ���ڶ�λ������ ͣ
�ڵ������෴����ƫ�ƣ�
�۵��߿����ƶ����ҵ㣬ע��ҵ��λ�ã�
�ܵ����ⷽ���ƶ���ֵ��
��������ת��������������
������ͣ�����ص����෴����ƫ�ƣ�
�߿����ᵶ����ʼƽ�棬��ѭ �������ãǣ������б��
���ⷽ��ƫ�ƣѷ��ص��أ�ƽ��Ķ�λ�㣬���Ὺʼ��ת��ѭ��������
<8> ��������ָ��
1. ���ݾ���������ָ��
���� ָ�G32(U)_Z(W)_F_;
���� X,ZΪ�����յ�ľ������꣬
���� ���磺 G32 X29.Z-35.F2.
G00 X40
Z5
X28.2
G32Z-35.F0.2
G00X40
Z5
X28.2;
2. ���������̶�ѭ��ָ��
ָ�G92X(U)_Z(W)_R_F_����R=0ʱ����Բ������
���磺G92X29.Z-35.F0.2
X28.2
X27.6
X27.4
3. ������������ָ��
ָ�X(U)_Z(W)_F_P_F���᷽��ĵ��� P������������ʼ�ǡ����� ���磺 G33X34.Z-26.F6.P2=0;
���� G01X28.F0.2;
���� G00Z8.;
�� �� G01X34.F0.2;
���� G33Z-26.F6.P2=18000;
�� �� G01X28.F0.2;
���� G00Z8.;
���� 4. G76ָ���ʽ ������������ѭ��
���� ָ� G76GmraQ_R_;
���� G76X(U)_Z(W)_R_P_Q_F_;
���� m���ӹ��ظ�������r������ a���Ƶ���Ƕȣ�
���� Q��С���Ե������뾶ֵ������λΪ�ס�
���� R���ӹ��������뾶ֵ������λΪ���ס�
�� �� G76X(U)_Z(W)_R_P_Q_F_;
���� R���ư뾶ֵ���뾶ֵ��P��������뾶ֵ��
Q��һ��������ȣ��뾶ֵ������λΪ�ס�
���� F���Ƶ��̡���λΪ���ס�
�� 5. �䵼�����Ƽӹ���G34��
���� ָ�G34 X(U)_Z(W)_F_K_;
���� F���᷽�̣���λΪ����
���� K����ÿת���̵��������������λΪ����ÿת
��9�������ӳ���
O-
��
M98 P_
��
M02/M30
O-���4λ���ֱ�ʾ����ź��ӳ���
M99-�ӳ������ָ�������ص�����һ�������
M98-�ӳ������ָ��
P-���7λ����ǰ��λ��ʾ���ô�����ʡ��ֻ��ʾ����һ�Σ�����λ��ʾ�ӳ����
 �������ر�̵���ָ���ڳ����е�����
�������ر�̵���ָ���ڳ����е�����
�ӹ���Բ���в۳���
%7101
G92 X100 Z100
M03 S500
M06 T0101
G90 G00 X50 Z2
G80 X42.5 Z-40.5 F200
G80 X34.5 Z-34 F200
G01 X31 Z1 F200
X35 Z-1
X42
Z-34
Z-40.5
X45
G00 X100 Z100
T0100
M06 T0202
G00 X45 Z-34
G01 X33 F50
X48
G00 Z-42.5
G01 X0 F50
G00 X100 Z100
T0200
M05
M02
�ӹ��ڿ׳���
%7102
G92 X100 Z100
M03 S500
M06 T0101
G90 G00 X44 Z0
G01 X20 F50
G00 Z50
X100
T0100
M06 T0202
G00 X18 Z2
G00 X21.6 Z-41 F200
G01 X26 Z1 F50
X22 Z-1
Z-40.5
G01 X18
Z100
X100
T0100
M06 T0303
G00 X18 Z2
Z-16.5
G01 X23.5 F50
X20
G81 X23.5 Z20.5F50
G81 X23.5 Z-24.5F50
G81 X23.5 Z-28F50
G01 Z-28
X24
Z-16
X20
G00 Z100
T0000
M05
M02
������Բ����
%7103
G92 X100 Z100
M03 S1000
M06 T0101
G00 Z2
X36
G01 X30 Z1 F50
X34 Z-1
Z-34
G01 X45
G00 X100 Z100
T0000
M05
M02