实习报告
时间一晃而过,转眼间1年的实习期快结束了。在这段时间,我深深地感觉到自己所学知识的肤浅和实际应用中的专业知识的匮乏。有些基本的技能在书本上不理解,但在实习期间,让我大开眼界,学会了不少东西,也让我对自己今后要从事的行业有所思考。1年的实习让我又多了一份人生感悟。 使我深刻体会到读书固然是增长知识开阔眼界的途径,但是多一些实践,畅徉于实践当中接触实际的工作,触摸一下社会的脉搏,给自己定个位,也是一种绝好的提高自身综合素质的选择。
在车间实习的这段时间,通过自己的观察和师傅的帮助,使我对铸造有了
一 个比较系统的了解。
1:熔炼
熔炼可以说是整个铸造的灵魂,是决定铸件合格与否的关键所在,其中主要的工作就是成分控制。浇注不同的产品,都要根据其产品的要求进行成分控制,否则铸造出来的产品都是不合格品。在炉子上呆了一段时间,了解了其流程主要为:
铁水熔炼→调质→测温→脱硫→增炭→测温→检测→浇注 铁水熔化阶段需要加一定量的增碳剂、硅铁。有时还根据铸件的要求,熔炼时需要加一些合金元素。
调质是根据所浇铸件的要求,控制所需成分的含量,有时也要加一些合金元素。
脱硫时的温度在1520℃~1530℃,
浇注时需要加一定的孕育剂。浇注温度根据不同的铸件,确定其浇注温度范围。浇注中有许多需要注意的大体:
(1):浇注开始时,要让金属液细流,防止浇注时铁液飞溅。要浇注完时,也要细流金属液,防止溢出,减小抬箱力。
(2)浇注中的铁水温度要达到所规定的浇注温度,低于浇注温度的,绝不可以进行浇注。
(3)浇注时在砂箱出气孔和冒口处引火燃烧,使砂型中产生的气体易于排出
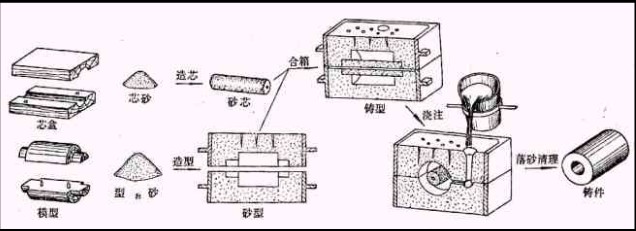
2: 造型
造型的生产流程大概分 为以下几个阶段:
装模→放沙→起模→涂料→合箱→浇注。 在每个操作过程中还需要注意很多小细节。
1:在装模之前,要对模具进行清理,还有要放好浇注系统、冒口、冷铁
…… …… 余下全文