目的:通过制程检验,验证在制产品是否符合产品规格。
范围:
1、过程检测控制工作范围:
1)适用生产过程产品(下称:在制品)的检验,包括物料由原料仓之后到制作为成品进行QA检验之前的各生产环节之检验;
2)由客户退回需返工/或修理之产品,经过各检验点时均受本程序控制;
3)交付客户前之产品检验状态的识别。
2、IPQC检查工作范围:
1)对新产品的复核(包括物料由出原料仓之后到制作成为成品入仓前的复核;
2)对车间的6S复核;
3)对仓库的防护措施及6S的复核;
4)对各部门提供之持续性措施,各部门的程序文件、工作指南执行情况复核。 责任:
1、品管部负责制定外观检验标准,专案工程部负责制定性能检验标准;
2、产品检测科负责产品负观及性能的检测工作;
3、某产品有BGA元件,且客户要求功能测试,量产数量5000套,ME在制作〈生产流程图〉时应设置ICT检验点(见注),由SMT执行检验工作;
注一:视乎客户要求或产品试产评估确定需作ICT测试,再确定是否设置ICT测试点;
注二:能预计有5000或虽不能预计但总数已达5000,前者在首次制作产标即加入,后者在施工单累计达5000后加入;
4、IPQC科负责对各工序正确使用文件的复核,对产品、6S、防静电及强电控制,制程中产品质量的监控;
5、由产品检测科主任维护及施行。
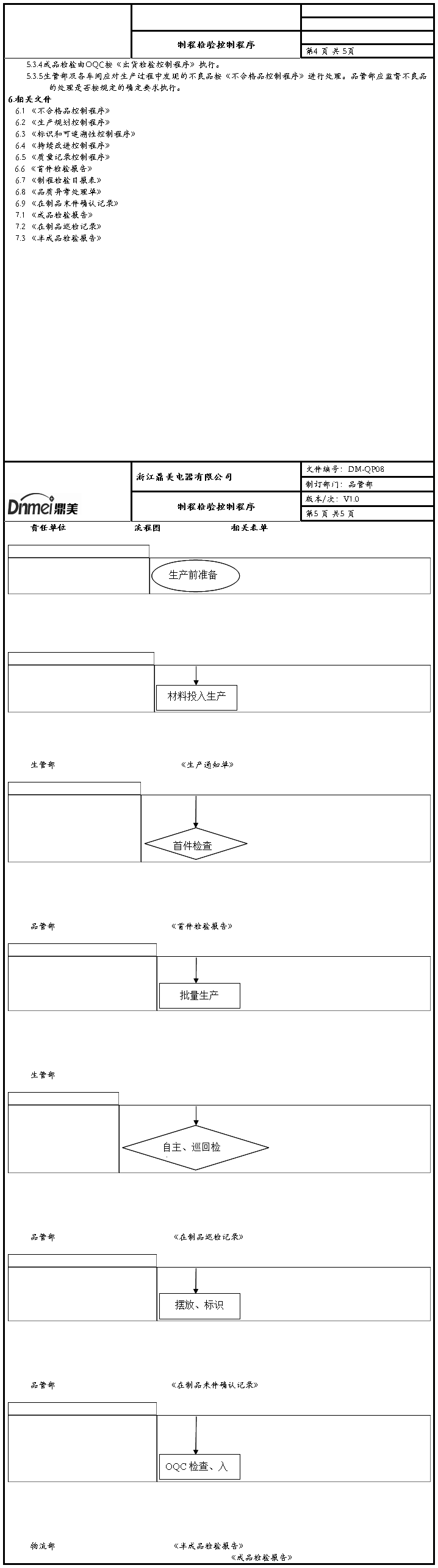
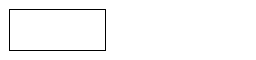
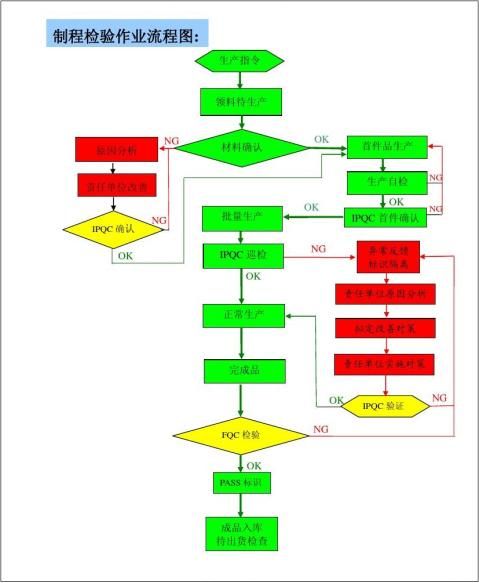
定义:检验:是通过观察和判断,适当时结合测量、试验所进行的符合性评价。 流程:
检测点设置——〉检验合格——〉合格标识——〉品质记录
〈——修理或返工〈——检验不合格
作业内容:
1、制程检验运作:
1)除非在〈产品制造标准书〉或〈施工单〉上有特别注明,各检测点的检测员均应参照〈生产流程图〉索引检验标准进行检验,并填写〈制程检测报告〉
2)各检测点检验样板的制作和方法,参照〈样板制作控制指南〉
3)检测合格的产品,检测员根据该产品的〈产品制造标准书〉之〈检测合格认识图〉的规定作合格标记;
…… …… 余下全文