郑州航空工业管理学院
课 程 设 计 报 告
2008 级 工业工程专业 班级
课程名称 基础工业工程课程设计
题 目 纸篮子生产线的工作研究与改进
姓 名 学号
指导教师葛晓梅职称讲师
二О一О年 十二 月 二十九 日
1课程设计简介
1.1选题背景
在学习了工业工程的基本知识及理论方法之后,作为对所学知识的回顾与检验,同时为了增强我们的动手实践能力与团队协作能力,在相关老师的安排之下我们特进行此课程设计,让我们了解工业工程,并将基础工业工程的相关知识运用到现实生活中。
1.2 课程设计的目的
ü 正确运用工业工程原理和有关专业知识,学会由产品入手对生产系统进行分析的方法。
ü 通过课程设计,熟悉工业工程的各种图表,掌握基础工业工程运用的一般过程。
ü 通过课程设计,初步树立正确的设计思想,培养学生运用基础工业工程及相关知识分析和解决企业中实际问题的能力。
ü 培养团队协作精神。
对于这个纸篮子生产线的工作研究与改进的实验,我们基于以下图纸,在此基础上进行加工与改进,以达到我们的实验目的。

(标注:上面的左侧四个图形从下到上记为1、2、3、4,提手部分记为5、6,主体记为7)
1.3 课程设计的内容
ü 1、根据图纸的工艺要求,加工产品——纸篮子;
ü 2、设计纸篮子加工的流水线,工位的分布和工时,运用方法研究、和作业测定、现场管理等工业工程知识,平衡和改善该流水线,写出详细的分析改善过程。 ;
ü 3、设计两套方案:一种是初步的设计方案; 一种是改善后的设计方案,要求进行原方案的现状分析,问题分析,改善方案的设计。
1.4 工作研究理论及方法
(一)流程程序分析的基本原理:
流程程序分析是程序分析中最基本、最重要的分析技术。它以产品或零件的制造全过程为研究对象,把加工工艺划分为加工、检查、搬运、等待和储存等五种状态加以记录。流程分析是对产品和零件整个制造过程的详细分析,特别适用于对搬运、储存、等待等隐藏成本浪费的分析。
(二)双手作业的基本原理:
双手作业分析的主要对象是操作者的双手,通过研究操作者双手动
作及其平衡,左右手分工是否达恰到好处。发现伸手、找寻以及笨拙而无效的动作,发现工具物料、设备等不合理的放置位置,最后做到使动作规范化,达到省时快捷的方案。
(三)秒表测时的基本原理:
秒表测时适用于重复进行的操作寻求标准时间。测时完全是随机的,无任何主观意识的影响,其观测结果具有充分的代表性。
(四)模特法德基本原理:
模特法是预定动作标准化的一种,是作业测定的一种新的技术。运用模特法,无需经过现场测时,只要根据工作物蓝图、工作地布置和操作方法,就能预测计算出完成一项工作所需的正常时间。
(五) “5W1H ”提问技术
工作研究常用的分析技术是:“5W1H”提问技术是指对研究工作以及每项活动从目的、原因、时间、地点、人员、方法上进行提问,为了清楚的发现问题可以进行连续几次提问,根据提问的答案,弄清问题所在,并进一步探讨改进的可能性。并提出改进方案,进行评价。
(六)“ECRS”原则
“ECRS”原则即为对操作、检验、储存、搬运、暂存五方面进行考察,逐项提问后发现问题,并用取消、合并、重排、简化四大原则来建立新的程序。
2纸篮子生产线现状分析及其问题分析
2.1现行方案
经过我们组成员的分析与讨论,第一工序由姚艳利同学操作,剪好图三、四,然后将剪好的图形及余下的部分传至下一工序。第二工序由张少普同学操作,剪好图一、二。然后将剪好的图形及余下的材料传至下一工序。第三工序由程小娟同学操作,剪下主体部分,并折好。然后将四个基本图形放入篮子中及余下的材料传至下一工序。第四工序由董利娟同学操作,剪好提手部分,并将剪好的图形及篮子传至下一工序。第五工序由张少威同学操作,计算提手部分的求和及求积过程,填上数据。然后将篮子及提手部分传至下一工序。第六工序由冯进有同学操作,组装篮子,并检验及储存。

2.2 存在的问题分析
经过我们组员的共同分析与讨论,研究过每道工序的操作过程后发现以下问题:
(1)由于各工序的负荷不均衡,导致装配工序和折篮子工序的操作人员较闲,由下面的图可以清楚的看出问题
(2)产品在第二和第五工序等待时间较长
(3)整个流水线的生产周期过长,效率低
(4)由于生产线过长,人力资源成本过大,成品较少,在制品较多
(5)加工工艺过于落后,每道工序的加工时间长
(6)运用“5W1H”提问技术发现有可以合并或取消的工序
(7)如剪图一图二不符合动作经济原则
(8)下图为改善前各工序的用时图表如图一:
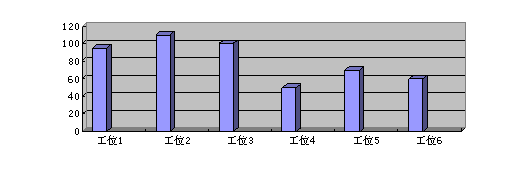
图1 改善前各工序的用时
2.3现行方案的现场布局图如图2和流程程序图如下表1所示
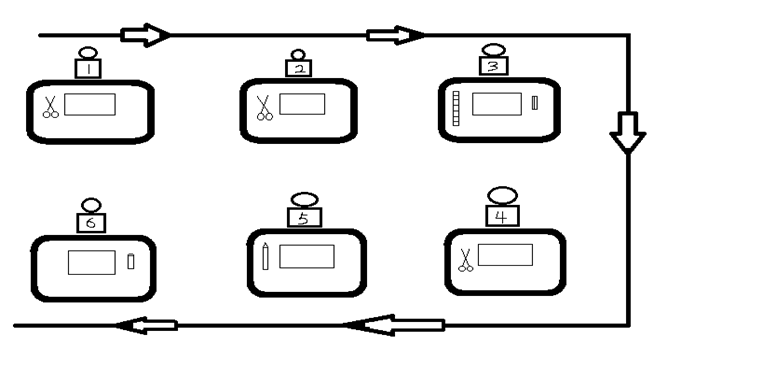
图2 现行方案的现场布局图
3 纸篮子生产线的改善方案
3.1 改善后的方案
经过我们组成员的研究与讨论,将现行方案进行改善。第一工序由程小娟操作,用直尺和刀划下提手和四个图形,并折好篮子主体。将折好的篮子和剩余材料传至下一工序。第二工序由冯进有操作,首先剪好图1 ,计算求和提手部分,将剪好的图形及提手部分传至下一工序。第三工序由姚艳利操作,剪好余下的三个图形,并将余下材料传至下一工序。第四工序由董利娟操作,计算求积部分并组装,检验储存。
3.2 改善后的现行现场布局图如图3所示
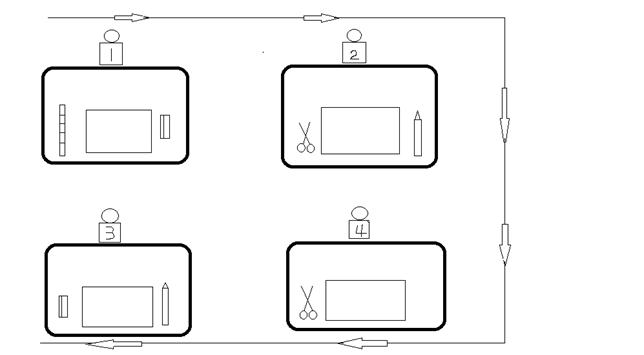
图3 改善后方案的现场布局图
3.3 运用图表资料进行分析
(一)改善后的流程程序图如表2及改善前后的双手作业图如下
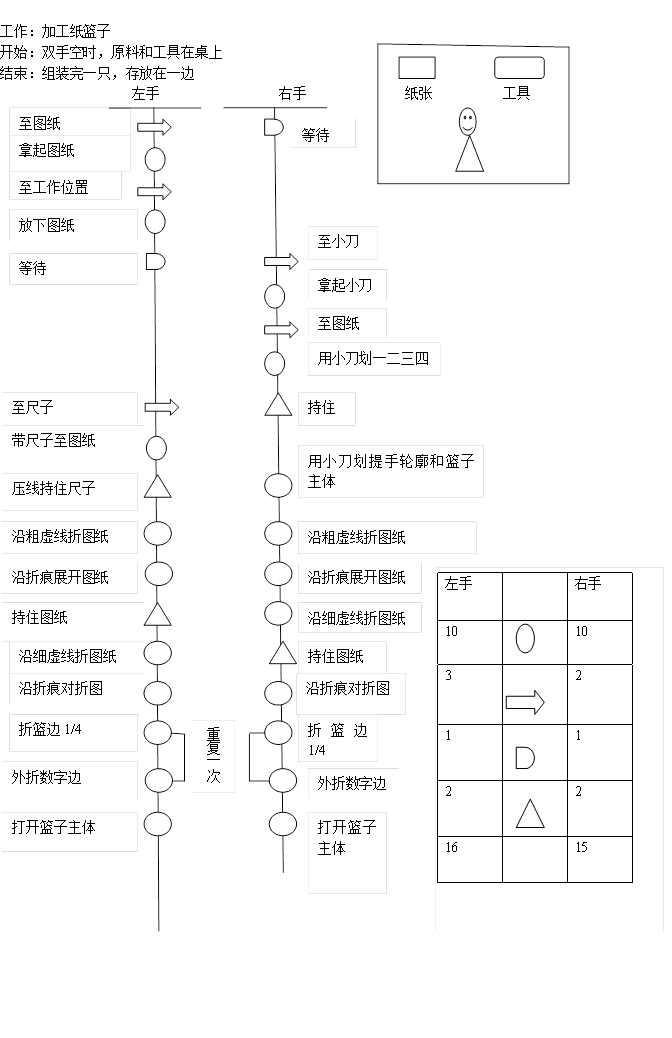
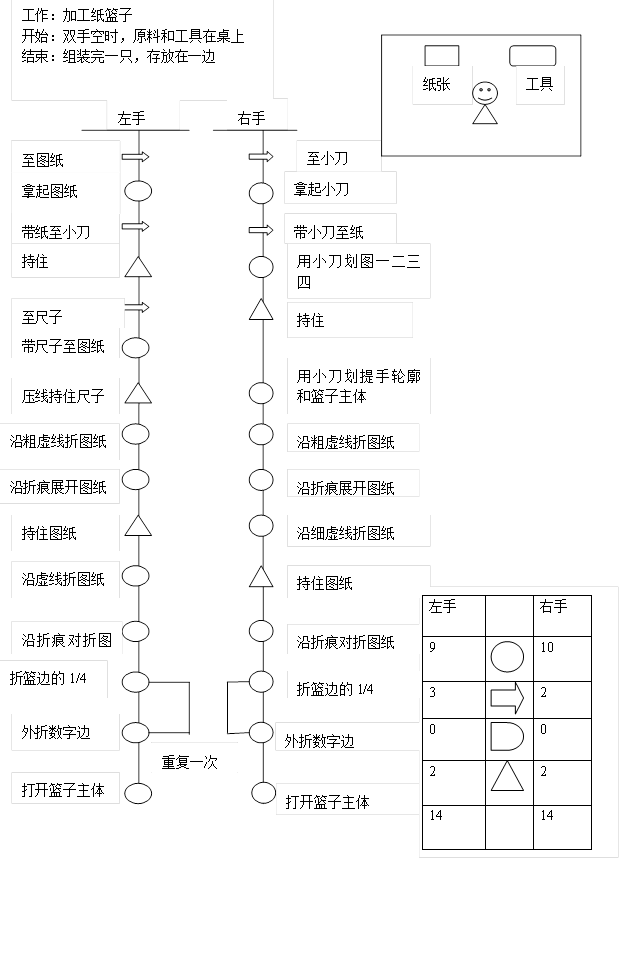 表3流程程序改善前后效果对比
表3流程程序改善前后效果对比
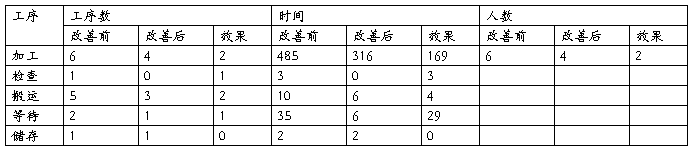
效果评价:改善后操作人员负荷均衡,等待时间减少,人员减少效率提高。
表4 第一工位双手作业改善前后分析对比

效果评价:改善后双手等待的次数减少,动作均衡,提高了效率。
(三)秒表时间分析
表5 第一工序秒表时间分析
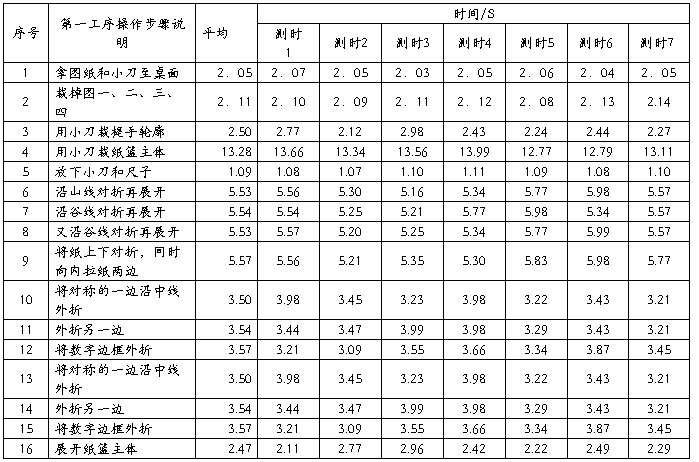
标准时间=75.26*(1+15%)=86.55s
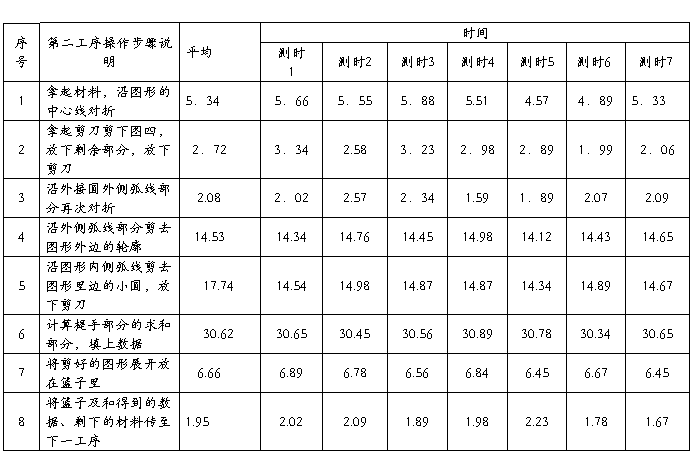
表6 第二工序的秒表时间分析
标准时间=81.64*(1+15%)=93.89s
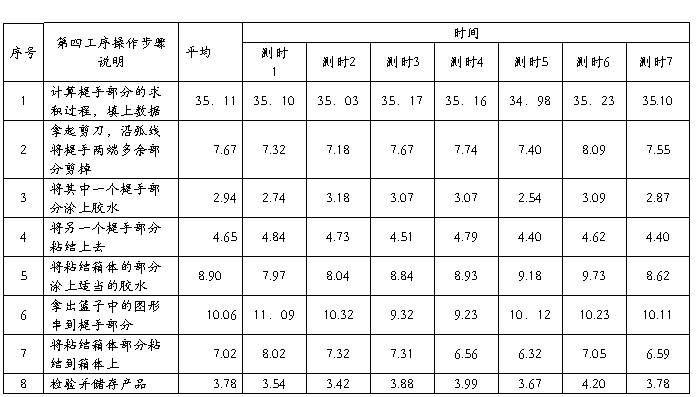
表7 第四工序的秒表时间分析
标准时间=80.57*(1+15%)=92.66s

表8 第三工序秒表时间分析
标准时间=80.13*(1+15%)=92.15s
(四)模特法分析
第一工序标准时间=615*0.129*(1+15%)=91.24s
第二工序标准时间=451*0.129*(1+15%)=61.57s
第三工序标准时间=345*0.129*(1+15%)=51.18s
第四工序标准时间=403*0.129*(1+15%)=59.79s
表9 第一工位MOD法分析表

3.4效果评价
(1) 改善后的纸篮子生产线工艺流程更加科学合理,通过改进减少了两个工位,减少了等待工序和等待时间,生产过程具有很强的连续性和节奏性,生产效率大大提高
(2)减少了操作人员,由原来的六名减至四名。各工序的工作负荷和操作时间相对均衡,节拍一致,缩短了生产线的长度,是生产过程的在制品大大减少。
(3)缩短了生产周期,生产周期于改善前明显缩短 ,改进了生产工具,如剪裁提手等工序,由原来的剪刀剪裁变为用小刀和直尺划,降低了劳动强度,提高了效率。
(4)改进后的生产过程结构紧凑,搬运次数明显减少,由于各工序负荷均衡,节拍一致,因此等待过程明显减少。
(5)改善后的过程降低了劳动资本的投入,增加了产出,生产效率显著提高,达到均衡生产的目的。
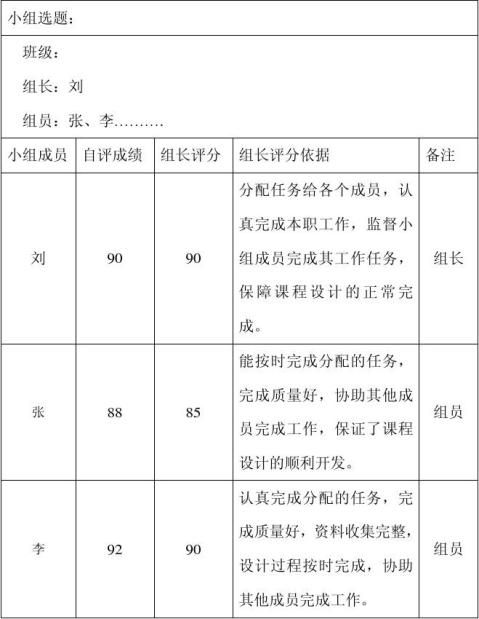
4 个人工作描述及总结
参 考 文 献
[1]易树平,郭伏主编《基础工业工程》(机械工业出版社),2008.5
[2]徐瑞园主编《基础工业工程》(北京理工大学出版社),2010
课程设计 答辩评语
附:答辩小组成员名单:
第二篇:工业工程课程设计任务书
工业工程专业
综合课程设计任务书 专业 年级 班
一、课程设计的目的
通过本课程设计,加深理解本专业所学的所有专业课程的理论知识,运用基础IE、质量管理、设施规划(LSP)、物料搬运分析、生产管理、人因工程等基本理论和方法,针对企业管理中的实际问题,进行专业分析与设计,训练解决企业实际问题的能力。
二、课程设计的任务
每组选择一个设计题目或自拟题目(经指导老师同意)进行课程设计的全过程模拟(具体选题可参照《工业工程专业课程设计指导》,蒋祖华、苗瑞、陈友玲 编)。具体完成如下任务:
1.通过实际调查并查阅有关资料及专业书籍,弄清拟设计的生产(服务)流程,并用专业的文字、图表加以描述;
2.绘制生产(服务)的各种流程图,并编写原始数据的表格;
3.选择有代表性的主要生产(服务)对象,进行相应的选题设计;
4.针对上面选定的生产(服务)对象,进行课程设计及改善方案设计;
5.结合上述工作内容,写出课程设计说明书。
6.课程设计的答辩
三、课程设计要求
1.分组进行设计,每3人为一组,拟定或选择一个题目来完成;
2.所有课程设计的任务由小组成员共同讨论完成,小组内也可进行适当的分工;
3.课程设计推荐使用本专业所学的各种软件完成,例如CAD、VISIO、仿真软件等;
4.课程设计报告以以小组为单位提交电子版(Word文档形式)和打印版(具体格式参照附件),并附上课程设计过程的各种收集资料。
5.课程设计验收以小组为单位进行答辩。
1
四、 进度安排
(一) 现场调研 4天
(二) 问题分析 2天
(三)改进方案设计 4天
(四)评估 1天
(五)编写设计说明书 3.5天
(六)答辩 0.5天
五、课程设计的成绩
课程设计的成绩由小组组员自评、小组组长评分、指导老师评分和答辩成绩共同构成。
六、课程设计时间安排
课程设计从第17周开始,第19周结束。19周周三以前,完成课程设计报告,同时做好课程设计验收的PowerPoint幻灯片演示文稿;
指导教师
日期 年 月 日
附1:课程设计小组评分表
附2:课程设计格式要求
附3:封面、正文模板
2
附1:课程设计小组评分表
工业工程专业课程设计小组评分表
。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。。
3
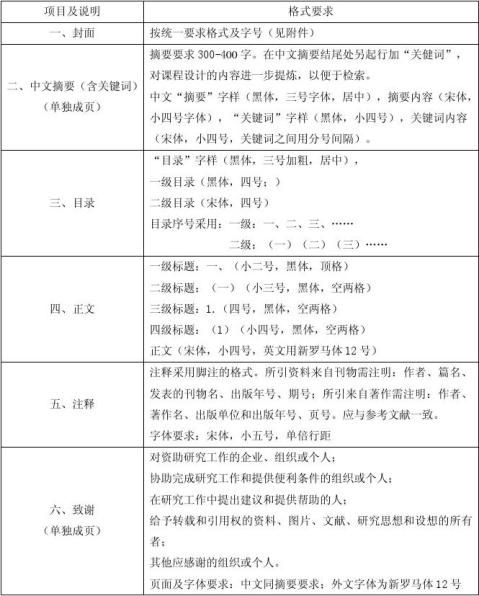
附2:课程设计格式要求
工业工程专业课程设计组成、格式及要求
4
5
附3:封面、正文模板
(封面)


管理系工业工程
专业综合课程设计说明书
设计题目 (宋体,小三,加粗)
组 长:
组 员:
系 别 管理系
班 别
指导教师 (宋体,四号,加粗)
完成日期 (各页均取消页眉)
6
摘 要(黑体,三号,居中)
Flexsim 软件能够进行离散时间系统建模,是生产线仿真和物流系统规划的理想选择。本设计通过对建模与仿真软件Flexsim的学习和应用,认识生产系统的建模与仿真的重要性,以及了解生产系统建模与仿真的基本步骤,提高生产系统建模能力与仿真的分析能力。设计以冷凝器装配生产线为例,对仿真的总体流程和各个步骤进行了研究,分析了Flexsim 在生产线作业中的仿真过程及方法,阐述了用Flexsim 进行仿真的基本步骤和关键技术,体现了它在生产线仿真中的优越性。
(摘要正文,宋体,小四号)
关键词(黑体,小四号):Flexsim;生产线;建模;仿真(宋体,小四号,关键词之间用分号隔开)
7
(目录)
目 录(黑体、三号、加粗、居中)
一、(黑体,四号) .........................
(一)(宋体,四号) ............................(页码)
例:
目 录
摘要 ........................................................ Ⅰ
一、课程设计的目的和要求 ..................................... 1
(一)课程设计的目的 ......................................... 1
二、课程设计的内容与步骤 ..................................... 3
(一)课程设计的内容 ......................................... 3
致谢 ........................................................ 13
参考文献 .................................................... 14 附录
注意:以上页码用罗马数字,正文页码使用阿拉伯数字重新编排。
8
(正文)
一、小二号,黑体字,顶格
(一)小三号,黑体字,空两格
1.四号,黑体字,空两格
(1)小四号,黑体字,空两格
正文用宋体小四号(英文用新罗马体12号)
用A4规格复印纸输出,边距为:左边距2.5 cm 、右边距及上下边距为2 cm ,行距1.25倍。
9
致 谢
本课程设计的工作能够得到顺利的完成,首先要感谢
10
参考文献
[1] Anthony Atkinson. Strategic Performance Measurement and Incentive
Compensation. European Management Journal, 1998.16 (5):552–561
[2] 刘力 宋志毅.衡量企业经营业绩的新方法.会计研究,1999(1):30-36
[3] 荆新 刘美云.财务分析学[M]. 北京:经济科学出版社,2000
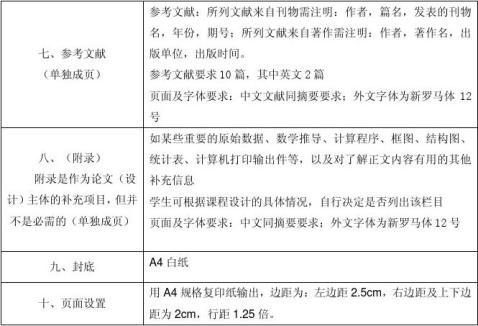
参考文献要求10篇,其中英文2篇
11
12