电子工艺实习报告
专业班级:自动化09-2 姓名:田振超 学号:200902021051
一、目的及意义:
学习常用电子元件的认知等课程的知识,能够培养学生分析问题的能题和解决问题的能力,理论联系实际的能力和实际操作能力,在很大程度上提高学生的综合学习能力。通过对"收音机"的安装焊接及调试,使我真正了解电子产品的生产制作过程。
二、原理:
中波段半导体收音机是用六个三极管进行放大收到的信号进行放大。在接收端,混频电路起频率变化作用,其输入是各种不同载频的高频已调波信号和本地振荡信号,输出市一种载频较低而且固定的高频已调波信号。其过程可以描述为混频电路和本振电路一起可以把接收到的不同载频的个发射台高频已调波信号变换为同一载频的高频已调波信号,然后送入中频放大器进行放大。这种接收方式称为超外差方式。
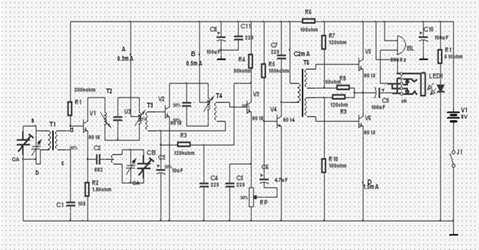 图 AM收音机原理图
图 AM收音机原理图
收音机的主要性能指标
(1)频率范围:频率范围是指收音机能够接收到的信号的频率范围。
(2)灵敏度:当收音机的输出功率达到额定功率时,在输入端所需要的最小信号的强度称为灵敏度,单位为(微伏)。它用于表示收音机接收微弱信号的能力。显然这个输入信号越小,收音机的灵敏度越高。
(3)选择性:选择性表示收音机从包括各种频率的复杂信号中选出有用信号而抑制其他干扰信号的能力,选择性以输入信号失谐±9kHz时灵敏度下降的程度来表示,单位为dB。dB数越大,表示收音机的选择性越强。
(4)输出功率 输出功率是指收音机输送给扬声器的音频信号的功率,单位为 W,输出功率越大,收音机能发出的声音越响。
三、安装及调试
(一)元器件的安装:
由于元器件安装质量及顺序直接影响整机质量与成功率,合理的安排需要思考及经验。
(二)检测及调试:
1,检测:
(1) 通电前的准备:
A:自检,互检,使得焊接及印制板质量达到要求,特别注意各电阻阻值是否与图纸相同,个三极管,二极管是否有极性焊错,位置装错以及电路板线条断线或短路,焊接时有无焊锡造成电路短路的现象。
B:接入电源前必须检查电源有无输出电压(3V)和引出线正负极是否正确。
(2) 初测:接入电源(注意正负极),将频率盘拨到530KHZ无电台,在收音机开关打不开的情况下首先测量整机静态工作总电流“Io”。然后将收音机开关打开,分别测量三极管T1—T6的e,b,c三个电极对地的电压值。
静态工作点测试表格

(3) 试听:如果各元器件完好,安装正确,初测也正确,即可试听。接通电源慢慢转动调谐盘,应能听到广播声,否则重复(1)要求的各项检查内容,找出故障并改正,注意在此过程中不要调中周及微调电容。
2、调试:经通电检查并正常发声后,可进行调试工作。
(1) 调中频频率
目的:将中周的谐振频率调整到固定的中频频率“465KHz”这一点上。
a.将信号发生器的频率指针放在465KHz位置上。
b.打开收音机开关,频率盘放在最低位置,将收音机靠近信号发生器。
c.用改锥按顺序微微调整T4、T3。是收音机信号最强。
(2) 调整频率范围
目的:使双联电容全部旋入活全部旋出,所接频率范围恰好是整个中频波段。
a. 低端调整:信号发生器调至525KHz ,收音机调至530KHz位置上,此时调整T2使收音机信号出现并最强。
b. 高端调频:将信号发生器调至1600KHz,收音机调至1600KHz,调C1b’使信号出现最强。
c. 反复上述a、b两项调整2-3次,使信号最强。
(2) 统调(调灵敏度,跟踪调整)
目的:使本机震荡频率始终比输入回路的谐振频率高出一个固定的中频频率“465KHz”。
方法:低端:信号发生器调至600KHz,收音机低端调至600KHz,调至线圈T1在磁棒的信号最强。
高端:信号发生器调至1500KHz,收音机高端调至1500KHz,调C1a’使高端信号最强。高低端反复2-3次,调完后即可用蜡将线圈固定在磁棒上。
四、总结
本次电子电工实习对素质的发展有着相当重要的作用,所以只有认真听讲,仔细操作,才能很好的完成任务。在这个实习环节中,我明白了自信的重要性。但也明白了自己的动手能力还十分的不足,缺乏锻炼,这样根本无法胜任以后的工作,所以以后我应该努力的将理论与实际联合起来,着重锻炼自己的动手能力。
第二篇:收音机电子工艺实习报告书 收音机 电子工艺实习
华东交通大学理工学院
电 子 工 艺 实 习 报 告 书
所属课程名称 电 子 工 艺 实 习 题 目 S66E型袖珍收音机的组装和调试
分 院 电信分院 专业班级 0X电子信息工程(X) 学 号 XXXX 学生姓名 XX 指导老师 XX
20xx年06月30日
1

华东交通大学理工学院
电子工艺实习任务书
学院 电信分院 专业 电子信息工程 班级(X) 姓名 XX
一、电子工艺实习题目 S66E型袖珍收音机的组装和调试
二、电子工艺实习题目工作自 2009 年06 月 25 日起至 2009 年 07 月 04 日止。
三、电子工艺实习题目内容要求:
(1)学习识别简单的电子原件与电子线路
(2)学习并掌握收音机的工作原理和电路原理
(3)按照图纸焊接元件,组装一台收音机,并掌握
调试方法
(4)掌握电子焊接的基本操作和方法
学生签名:
年 月 日
2
电子工艺实习报告评阅意见
评阅人 职称 年 月 日
3
目 录
第一章 电子工艺实习任务书.………………
第二章 电子工艺实习目的…………………
第三章 电子工艺实习硬件实现思路………
第四章 电子工艺实习所需设备及元器件…
第五章 电子工艺实习心得…………………
第六章 参考文献…………………………… 4
第一章 电子工艺实习任务书
通过电子焊接练习和收音机安装过程,学生应该达到以下要求:
1. 掌握电子焊接的基本操作技能;
2. 初步学会阅读和分析电路原理图及印制电路版图、装配图的
一般规律;
3. 了解印制电路板的制作工艺
4. 熟悉常用的电子元器件、组件的主要参数及选用原则,并具
有查阅电子元器件手册和使用工具书的能力;
5. 正确选用测试仪器及拟定测试方案;
6. 初步掌握简易设备的常用维修设备;
7. 初步掌握简易电子设备的装配调试工艺。通过设计、加工和
装配,学生应达到以下目的:
(1) 掌握电子电路的设计过程和了解电子电路生产流程;
(2) 了解电子电路的电路原理图和印制版图的基本规律;
(3) 掌握印刷电路板的(手工)制作工艺,熟悉电子设备的
焊接工艺;
(4) 初步掌握简易电子设备的故障分析和检修方法。
5
第二章 电子工艺实习目的
通过对一只正规产品收音机的装配、焊接,了解电子产品的装配全过程,训练动手能力,掌握元器件的识别,简易测试,及整机调试工艺。
第三章 电子工艺实习硬件实现思路
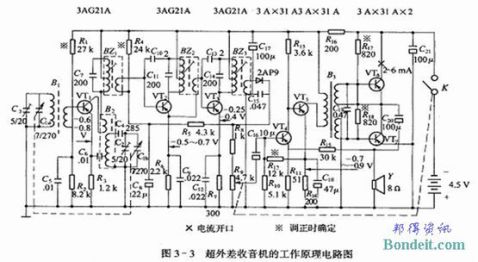
收音机原理: 图3-1 超外差收音机电路图
6
晶体管收音机分为直接放大式和超外差式两大类。直接放大式收音机电路简单,一般只用1——4只晶体管和一些基本元件,易于安装调试,成本低,但它的灵敏度低,选择性不太好。 本次课程设计重要是理解和组装超外差收音机,下面重点讲解超外差收音机的工作原理和电路。
超外差:输入信号和本机振荡信号产生一个和直接放大式相比较,固定中频信号的过程。因为,它是比高频信号低,比低频信号又高的超音频信号,所以这种接收方式叫超外差式。超外差式收音机就是利用这种方式,把接收到的频率不同的电台信号都变成固定的中频信号(465kHz),再由放大器对这个固定的中频信号进行放大,同时在选择回路(输入回路)或高频放大器与检波器之间插入一个变频器及中频放大器。
超外差式收音机具有灵敏度高而工作稳定,选择性好而失真度小等优点,在实际生活中有着广泛的应用。灵敏度是指收音机接收微弱信号的能力;选择性是指接收有用信号抑制无用信号的能力,也就是分隔邻近电台的能力;失真度是指收音机输出信号波形与输入信号波形相比失真的程度。灵敏度、选择性、失真度都是收音机的主要性能指标。
将所要收听的电台在调谐电路里调好以后,经过电路本身的作用,就变成另外一个预先确定好的频率(在我国为465KHz),然后再进行放大和检波。这个固定的频率,是由差频的作用产生的。如果我们在收音机内制造—个振荡电波(通常称为本机振荡),使它和外来高频调幅信号同时送到一个晶体管内混合,这种工作叫混频。由于晶体管的非线性作用导致混频的结果 7
就会产生一个新的频率,这就是外差作用。采用了这种电路的收音机叫外差式收音机,混频和振荡的工作,合称变频。外差作用产生出来的差频,习惯上我们采用易于控制的一种频率,它比高频较低,但比音频高,这就是常说的中间频率,简称中频。任何电台的频率,由于都变成了中频,放大起来就能得到相同的放大量。调谐回路的输出,进入混频级的是高频调制信号,即载波与其携带的音频信号。经过混频,输出载波的波形变得很稀疏其频率降低了,但音频信号的形状没有变。通常将这个过程(混濒和本振的作用)叫做变频。变频仅仅是载波频率变低了,并且无论输入信号频率如何变化最终都变为465KHz,而音频信号(包络线的形状)没变。混频器输出的携音频包络的中频信号由中频放大电路进行一级、两级甚至三级中频放大,从而使得到达二极管检波器的中频信号振幅足够大。二极管将中频信号振幅的包络检波出来,这个包络就是我们需要的音频信号。音频信号最后交给低放级放大到我们需要的电平强度,然后推动扬声器发出足够的音量。若要求超外差式收音机得到更高的灵敏度,在调谐回路与混频之间还可以加入高频放大级然后再去混频。
根据超外差收音机的原理,我们分成以下几个模块:调谐回路、变频回路(包括本振电路、混频电路和选频电路)、中频放大(中放)回路、检波及AGC回路、低放级回路、功放级回路。
8
第四章 电子工艺实习所需设备及元器件
(1)设备如下
电烙铁 电路板 焊锡丝 万用表 常用工具及仪表
(2) 元件说明
① 电阻:
在本次课程设计中可以根据色差法对11个电阻进行分类。如表格2-1
表2-1色差法表值


② 电解电容和瓷片电容:如图2-2所示为电解电容,在安装电解电容时要求电容的管脚长度要适中,要正确判断管脚的正,负极,否则不能完成实现收音功能。并且电解电容要紧贴电立式安装焊接,太高就会影响后盖的安装。
图2-2电解电容 9
如图2-3所示为瓷片电容,瓷片电容和电解电容一样,要求其管脚的长度要合适。在焊接瓷片电容时不必考虑它的正负极性
。 图2-3 瓷片电容
③ 三极管:
本次课设组装的S66收音机中有两种三极管。VT5,VT6为9013属于中功率三极管,VT1-VT4为3DG201或9014属于高频小功率三极管,在安装时,VT1选用低值(绿点或黄点)的三极管,VT2和VT3选用中值(兰点或紫点)的三极管,VT4选用高值(紫点或灰点)的三极管,否则装出来的效果不好。同时,要求电容和三极管管脚的长度要适中,不要剪的太短,也不要留的太长,使它们不要超过中周的高度。三极管管脚排列图如图2-4所示
图2-4 三极管
10


④ 中频变压器(中周):
中频变压器(简称中周)三只为一套,这三只中周在出厂前均已调在规定的频率上,装好后只需微调甚至不调,不要乱调。中周外壳除起屏蔽作用外,还起导线的作用,所以中周外壳必须接地。
图2-5 中频变压器
⑤ 磁棒线圈:
磁棒线圈的四根引线头可以直接用电烙铁配合松香焊锡丝来回摩擦几次即可自动镀上锡,四个线头的接在对应的印制板的焊盘上,即a,b,c,d点,线头的判断由图表15可知。焊接前要仔细辨别b、c引脚,切不可弄反
图2-6 磁棒线圈
11


⑥

双连拨盘:由于调谐用的双连拨盘安装时离电路板很近,所以在它的圆周内的高出部分的元件引脚在焊接前先用剪刀剪去,以免安装或调谐时有障碍,影响拨盘调谐的元件有T2和T4的引脚以及接地焊片,双连的三个引出脚,电位器的开关脚和一个引脚。
⑦ 耳机插座:
先将插座的靠尾部下面的一个焊片往下从根部弯曲90度插在电路板上,然后再用剪下来的一个引脚的一端插在靠尾部上端的孔内,另一端插在电路板对应的J孔内,焊接时的速度一定要快以免烫坏插座的塑料部分,影响电路的导通。
⑧ 电位器
图2-6 电位器
⑨ 变压器:
T5为输入变压器,线圈骨架上有突点标记的为初级,印制版上也有圆点作为标记。安装时不要装反(还可以配合万用表测量进行分辨)。 12
图2-6 变压器 ⑩ 发光二极管和喇叭:
发光二极管主要用来进行收音机开关的指示,当开关打开时发光二极管亮,反之则不亮。它的接法按照图表所示弯曲成型,然后直接插到电路板上焊接即可,安装时要注意二极管的正负极。把喇叭放好后,如果挪动,可用电烙铁将其周围的三个塑料桩靠近喇叭的边缘烫下去把喇叭压紧,以免其松动不稳
11 收音机的焊接和组装 ○
焊接前电阻要看清阻值大小,并用万用表校核。电容、三极管要看清极性。一旦焊错要小心地用烙铁加热后取下重焊。拨下的动作要轻,如果安装孔堵塞,要边加热,边用针通开。电阻的读数方向要一致,色环不清楚时要用万用表测定阻值后再装。上螺丝、螺母时用力要合适,不可用力太大。
总之,动手焊接前用万用表将各元件测量一下,做到心中有数,安装时先安装低矮和耐热元件(如电阻),然后再装大一点的元件(如中周、变压器),最后装怕热的元件(如三极管)。电阻的安装:将电阻的阻值选择好后根据两孔的距离弯曲电阻脚可采用卧式紧贴电路板安装,也可以采用立式安装,高度要统一。瓷片电容和三极管的脚剪的长短要适中,它们不要超过中周的高度。电解电容紧贴线路板立式焊接,太高会影响后盖的安 13

装。、棒线圈的四根引线头可直接用电烙铁配合松香焊锡丝来回摩擦几次即可自动上锡,四个线头对应的焊在线路板的铜泊面。由于调谐用的双联拨盘安装时离电路板很进,所以在它的圆周内的高出部分的元件脚在焊锡前先用斜口钳剪去,以免安装或调协时有障碍,影响拨盘调谐的元件有T2和T4的引脚及接地焊片、双联的三个引出脚、电位器的开关脚和一个引脚脚。耳机插座的安装:先将插座靠尾部下面一个焊片往下从根部弯曲90度插在电路板上,然后用剪下来的一个引脚一端插在靠尾部上端的孔内,另一端插在电路板对应的J孔内,焊接时速度要快一点以免烫坏插座焊接完毕,仔细检查电路是否有虚焊、假焊和短路的地方。电阻是否有阻值接错的,电容、发光二极管是否有正负极反了的,三极管的e、b、c脚接对了没有,中周的型号是否有误等。逐步分析,发现错误及时纠正,以免通电后烧坏元件。
14
第五章 电子工艺实习心得
经过这一段时间的工艺实习,让我明白了:只有靠自己才是最真的。不要总是看着人家,等着别人,自己要动手的去做,去想,去分析出现的问题,然后耐心仔细的去解决问题。多动脑,多动手。这才是最重要的。这也是大学当中许多实习的根本目的,让大学生多动手,多动脑,增强大学生的动手能力,还有单独思考,独立完成设计项目的能力,这在以后不管是到公司,还是企业都是有很大的积极作用的。
在做收音机的过程中,我发现好多平时都并没有多在意的细节,这在理论中是学不到的。只有自己亲自去经历了,才知道自己课本上学的只是理论上的,实际当中还是有很大的差距的。
在用锡丝焊接的时候,要耐心谨慎。不慌不忙,动作要正确。开始可能比较难操作,但熟能生巧。多去操作,多去练习。只有这样,自己才能够进一步的往下做,这样才不会在下个环节得不偿失,因小失大。
通过工艺实习之后,我懂得了,做一样东西跟做人也是一样。要耐心仔细,要低调慎行。而且要有一种韧性,要吃的苦,要吃的累。这对以后的帮助是很大的。在这过程当中也发现了自己的不足,是理论的不足,也有实践能力的缺乏。在以后的过程当中,我会更加努力,尽力的去做好每一件事情。
15
第六章 参考文献
[1] 苏金明,周建斌. 用VB.NET和VC#.NET开发交互式CAD系统[M]. 北
京:电子工业出版社,2004
[2] 普悠玛. VB.NET程序设计示例导学[M]. 北京:科海电子出版社,
2003
[3] 李万红,段恒勇. VB.NET实用培训教程[M]. 北京:清华大学出版
社,2002
[4] 李万红,梁靓. VB.NET程序设计入门[M]. 北京:清华大学出版社,
2002
[5] 刘斌文. 精通Visual Basic.NET中文版[M]. 北京:机械工业出版社,2004
16