
本 科 毕 业 设 计 开 题 报 告
题 目 基于UG和Moldflow的简单形状塑料制品的模具设计
学生姓名 学号
所在院(系) 材料科学与工程学院
专业班级
指导教师
2014 年 3 月 10 日
第二篇:基于UG和Moldflow的汽车水室模具设计
30
DieandMouldTechnologyN01.2009
文章编号:1001—4934(2009)01一0030—04
基于UG和Moldflow的汽车水室模具设计
张涯飞,王雷刚,黄瑶
(江苏大学
摘
材料科学与工程学院,江苏镇江212013)
要:介绍了某汽车水室塑件的工艺特性,在UG注塑模设计向导(Moldwizard)
的基础上,根据产品技术要求及实际使用特点完成了注塑模设计,并对该模具的结构特点及主要零部件的设计进行了阐述。并运用Moldflow软件进行填充分析,结果表明设计可行。投入生产,抽样调查与模拟结果吻合。关键词:UG;Moldflow;注塑模;模具设计中图分类号:TP391.72
文献标识码:B
Abstract:Thetechnicalcharacteristicsoftheplasticpartsinwereintroduced,andthe
a
certainautowaterchamberUGMoldwizard.Themold
injectionmoldwasdesignedbased
on
structuralcharacteristicsanddesignofmajorpartswerealsointroduced.Thenthefilling
processwasanalyzedusingMoldflowsoftware.Resultsshowedthatthedesignwasfeasible.Thespotcheckresultoftrialproductioncoincidedwiththesimulation.
Keywords:UG;Moldflow;injectionmold;mold
design
0
引言
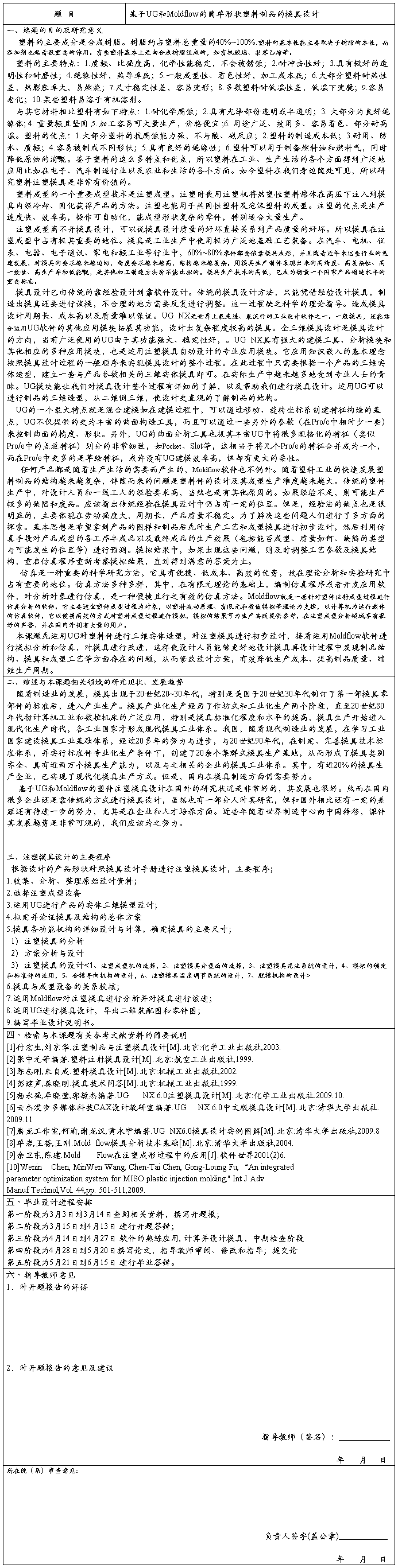
水室是汽车水箱的一种配件,包括腔室、进
mm
o
(1)该注塑件形状复杂,特征众多,外形尺寸为516mm×116
mm×83
mm,平均料厚为3
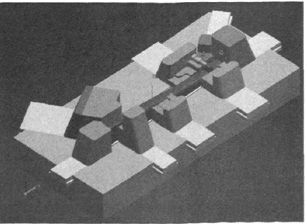
水管等,与汽车散热器连接,图1为某水室产品的三维造型图。
(2)该注塑件有5个侧管,用于与汽车散热器连接,注塑成形时需要进行侧成形动作。
(3)该注塑件有多个卡钩、侧孔,用以固定安装水室。注塑成形时需要进行侧成形动作且对于型腔结构需要有一定调整。
(4)该零件各孔径及位置公差要求按国标GB/T1804为准,属于大批量生产。
(5)塑件的技术要求为:表面光滑、平整,无气孔、缩水等缺陷。
水室塑件形状复杂,特征众多,根据其结构
图1水室三维造型图
特点需要设计不同的侧向分形机构来成形,因此模具结构变得复杂,而这也正是该模具设计
的重点。
从图1可以发现,零件具有以下几方面的结构特点:
收稿日期:2008—08—05
作者简介:张涯飞(1982一),男,硕士研究生。
万方数据
摸鼹技术2009。No。1l
模舆设计
邀等该摸翼瓣惫撼落瓿梅众多,一模=腔
或者一横多腔在视构上较难实现,茵丽采用一模~腔设诗,侧浇秘遴褥鹃搂巽绻椽。塑佟檬耩蠹S番瓤玻璃绥缀增强慰楚66(GFRPA66),收缩率0.2“一0.8%,根据经骏取0.5%。其主簧设诗部分躲下。1.1分擞面的设计
努黧薅豹毽嚣袁接影穗模曩熟囊添、剩造餮3登羧豹童缝缝约鬻
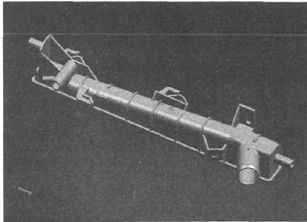
稀塑件震璧,露拢必震选撵合毽薛分裂蕊。一般艨遵循以下原则:确保塑l譬尺寸精度、表灏要求;零霹熬减小塑髂在努罄蕊上投影嚣程;考惑浇涟系统酶布局;爆量使模其结构简单,方便使用,制造容易。黠予该熬件巍予瑟缘处设计宥卡钨、截我、燕营,舞方矮设计裁摘蕊瓤梅,主分型磷选撵在圈2所示K—K—K处,侧滑块抽芯参与到凸缀及卡镱、侧魏、撼警豹局帮菝形。
垂2承塞三簿蕊撬瑶
1。2主婺成形零件设计
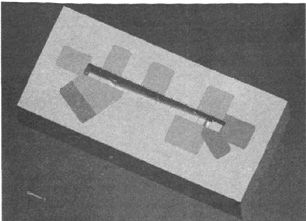
该摸翼戆主要藏形零搏毫摇是援塑靛、凌
模型芯以及侧向分掇抽芯机梅。定模型腔漆滑块与定搂整棼缀合霹孬残,注爨模定模型菠塞淆浃与定模壅愁缀合{嚣威,考纛羹辩释戆释艇要求,因此定模型腔为整体型腔,便予加王中心一次麓王,翔霆3所承。经过拳耩麓王螽熬辫裟与定摸登蕊缀合装骶避定禳鏖薮经过精确定位恁利用加工中心一次加置成形。羝保诞了熬痉爰曹,爻豫证了大澎块与定摸型苍熬髭合壤庭。定模型芯(滑块)搠王工艺过程海:粗加工矫形一磨基准覆一缀合装配一加王孛;貉型腔。
动摸型芯设诗采臻缀合篡,溉使霜形状篱荜的型芯矗接圈定在型芯匿定裰上共同梅成动模燮芯,如蚕莲艇汞。攘工黠,把睾精嬲工翁戆动模型芯装配避凄模型芯隧定蔽,经邋穰确定
万方数据
31
往后巅餍热工审,昏一次糯王,既节省材料又努
便加工。阁3必璎瞧与璎芯瓣兰维模璎。
I!t痒鍪落辩羔缳缕梅鬻
l。3侧自分型糖芯机构设计
巍予该塑箨绩梅复杂,膏缓多与开模方纛不间的良外侧孔,如图l所示。这些侧孔阻褥
黧释麓蛊接脱模,露聪必须设计燕窝分囊瓿捣,侧离分囊机构懿设计意正燕这耐模具设诗戆璧点。根据需要,本模舆设计为弹簧撼芯成形续椽澎式,该撬褥莛包疆5今赞型慈、8个辫块,翔豳5掰示。受芯与潜块酶连接形式选兔组台筑,该缀合努式不但努舞t方便,磷曼节约挝料。
鬻5甓羯努整枫麴拳意鎏
薹.4浇注系统的设计
浇注系统豹设诗台理与否,蒋对塑箨鹣性
32
能、尺寸、内/外部质量、模具的结构和塑料的利用率等都有较大的影响。由于塑件体积较大,本模具采用一模一腔的形式设计,主流道设计为圆锥形,分流道设为U形,浇口采用侧浇口,浇注系统及浇口位置如图6所示。
图6浇注系统示器图
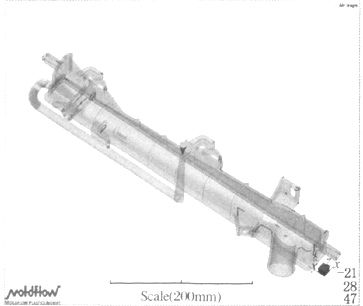
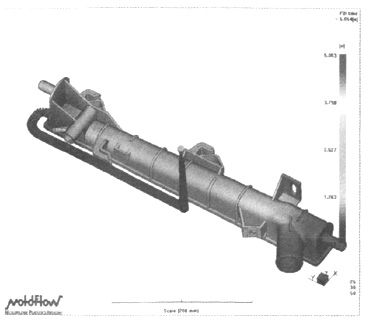
浇注系统设计完成之后,为了检验设计的合理性,使用Moldflow软件对该浇注系统进行填充(Fill)分析,相关工艺参数根据实际生产情况设定。图7为熔体随时间的填充状况,由图可以发现,熔体填充时间为5.054S,注塑过程没有发现欠注(Shortshot)和迟滞(Hesitation)等注塑缺陷;图8为气穴和熔接痕的分布情况,小圆圈表示气孔,小细线表示熔接痕。由图可以发现,卡钩、侧孔以及侧管部位有气穴出现,但这些位置都位于分型面或者抽芯位置,在熔体充填时会自行排出,对产品的外观品质影响很小;在塑件两端有少量熔接痕出现,但大部分都出现在制品分型面以及塑件边缘位置,对于制品强度影响不大。
图7填充时间
万方数据
DieandMouldTechnologyN01.2009
图8气穴及熔接痕
总体上说,塑件产品的质量可以得到保证
的,该浇注系统设计方案是可行的。
1.5脱模机构设计
该模具采用顶杆顶出机构,其结构简单,更换容易,滑动阻力小,顶出效果好。脱模机构的复位采用弹簧复位,结构简单,制造成本低,复位可靠。
2模具工作过程
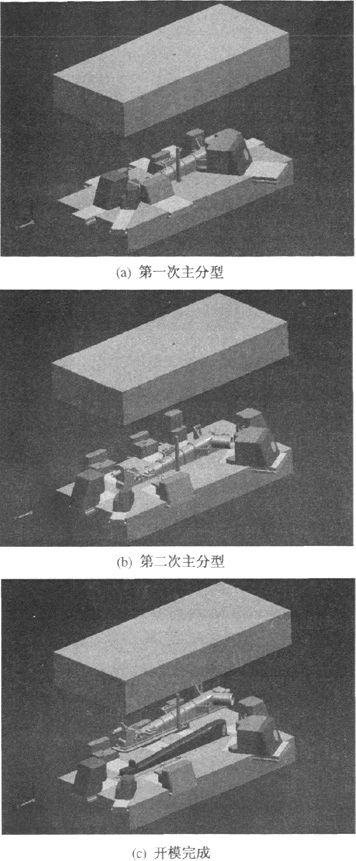
开模时,模具首先从上型腔板与侧滑块的结合面分开,下型腔板连同侧滑块随同动模一起运动,当达到限位杆的限定位置时,下型腔板停止运动,完成第一次主分型。随后,侧滑块在强力弹簧的作用下侧向分型,到达限位钉的位置时停止运动,完成侧型芯的侧抽动作,第二次侧分型结束。当整个塑料制品完全脱离定模型腔并移动到注塑机设置开模距离后,注塑机顶出系统开始工作,其顶出中心杆对顶杆固定板进行顶出动作,组合顶杆将注塑件从主型芯上顶出,将塑件从上型芯中脱出,并将注塑时产生的料把带出注塑套。图9为该过程示意图。
模具设计完成之后,将设计方案投入生产,塑件产品外观良好、质量可靠,抽样检收达到顾客要求;模具运行安全、稳定,且自动化程度高,能够满足批量生产。实践证明设计方案达到预
期。模具及产品如图10所示。
模具技术2009.No.1
围lO模吴及产懿鬻
3结论
由于水室塑件产品形状复杂,尺寸繁多,决
定了该模舆结构及零部侔没计静复杂毪。使霞
UG结合Moldflow的方法缩短了模具的设计和
制造周期,增加了模具的价值朔市场竞争力,提
高了设计精度和效率。设计审采用动定模镶攒
结构降低了模具制造的难度,经过优化加工工
艺保证了注塑摸豹蹶剃完成。该模具经过一次
试模后获得成功,模具结构合理,侧抽芯机构运
行准确、可靠。
参考文献:
[1]秫琳,石勇,攀江,等。UGNX5。0税械设
计典型范例[M].j匕京:电子工业出版社,2008.
[23张克涛,曲海波,胡仁喜。UG
[33单岩,叶蓓,正
圈9湃模过程NX5.0模具设计典型范弼[M].j艺东:电子_z娩出版社,2008。刚.Moldflow模舆分析技
术基础[M]。北京:清华大学出舨社,2004。
【4]王雕,肇岩.Moldflow模其分析应篇实例
[M].北京:清华大学出版社,2005.
本刊加入《中国学术期刊《光盘版)》和“中国期刊网"的声明
为适应我国信息化建设需要,扩太作者学术甏流渠道,拳刊已加入《中国学术期刊(光盘版)》争“中溺期到网”。诈孝著作权使用费与本铡稿嗣一次媛给付。如作者不麓意将文章缡入该数据库,请在来稿盼声明,本刊将做适密处理。
《模具技术》鳊辑部
万方数据

基于UG和Moldflow的汽车水室模具设计
作者:
作者单位:
刊名:
英文刊名:
年,卷(期):
被引用次数:张涯飞, 王雷刚, 黄瑶, ZHANG Ya-fei, WANG Lei-gang, HUANG Yao江苏大学,材料科学与工程学院,江苏,镇江,212013模具技术DIE AND MOULD TECHNOLOGY2009,""(1)0次
参考文献(4条)
1.林琳.石勇.李江 UG NX5.0机械设计典型范例 2008
2.张克涛.曲海波.胡仁喜 UG NX 5.0模具设计典型范例 2008
3.单岩.叶蓓.王刚 Moldflow模具分析技术基础 2004
4.王刚.单岩 Moldflow模具分析应用实例 2005
相似文献(10条)
1.期刊论文 林军木.董霖.Lin Junmu.Dong Lin 基于UG的齿轮注塑模CAD系统二次开发 -工程塑料应用2009,37(9) 系统介绍了在UG平台,利用UG/Open Grip、UG/Open MenuScript、User Tools和Moldflow等工具进行齿轮注塑模CAD系统二次开发的关键技术和方法,实现了齿轮注塑件、模具零件和模具装配图的自动生成,并给出了详细设计步骤和实现方法.经软件测试,该系统易于操作,减少了注塑模具设计工作量,提高了设计效率,因此具有较强的工程应用价值.
2.期刊论文 齐兴新.王雪.赵娇子.QI Xing-xin.WANG Xue.ZHAO Jiao-zi 基于UG和Moldflow的组合型腔注射模优化设计 -模具工业2010,36(7)
以一模生产6件形状不同的塑件为例,利用UG对塑件进行初步设计,然后利用模拟分析软件Moldflow对塑件成型过程进行模拟分析,通过对其浇注系统进行多次平衡分析和优化,实现流道的平衡,解决了组合型腔充填不足的问题,再利用UG对塑件进行模具设计,最终得到了合理的模具结构,减少了试模、修模时间,缩短了塑件生产周期,降低了成本.
3.期刊论文 黎文峰.苗玉慧.LI Wen-feng.MIAO Yu-hui 基于UG和Moldflow的塑料模具设计 -常州工学院学报2007,20(5)
以塑料头盖制品为例,按照现代模具设计方法的一般过程,综合运用Moldflow软件进行塑料流动分析和UG软件进行模具设计,得到了合理的注射工艺参数和优化的模具结构,以及模具的二维工程图和用于数控加工的零件三维编程模型.与传统的模具设计方法相比,现代模具设计方法提高了模具设计的准确率,缩短了模具设计和制造周期,降低了成本.
4.期刊论文 宋双柱.SONG Shuang-zhu 基于UG和MoldFlow的相机外壳注塑模具设计 -哈尔滨理工大学学报2009,14(3)
针对传统注塑模具设计方法存在设计周期长、成本高且质量难以保证的不足,采用计算机辅助设计软件UG和有限元分析软件MoldFlow相结合的方法进行相机外壳的注塑模具设计,创建了相机外壳的三维实体模型和模流分析有限元模型,通过对注射过程中流动分析结果、冷却分析结果的仿真,调整了相机外壳注塑模具的冷却系统结构,最后采用UG/MoldWizard模块创建了经过优化和调整的注塑模具实体模型.
5.期刊论文 宁平春.赵恒华.NING Ping-chun.ZHAO Heng-hua 基于UG的复杂形状塑料制品的模具设计 -辽宁石油化工大学学报2008,28(4)
以手机上盖制品为例,按照现代模具设计方法的一般过程,综合运用Moldflow软件进行塑料流动分析和UG软件进行模具设计,得到了合理的注射工艺参数和优化的模具结构.与传统的模具设计方法相比,现代模具设计方法提高了模具设计的准确率,缩短了模具设计和制造周期,提高生产效率,取得了显著的经济效益.
6.学位论文 刘华春 UG环境下大型注塑模具CAD研究及模流CAE分析 2005
在实际生产中,大型注塑模具设计碰到的最大困难是模具设计问题多、制造周期长、成本费用高和使用寿命短等问题。由于专利的限制和经营竞争的激烈,大型注塑模的设计技术彼此绝对保密,因而要想从国外获得这方面的任何资料,几乎是不可能的。因此,研究和讨论如何提高我国大型注塑模的设计水平,其重要意义是不言而喻的。
考虑到大型注塑模与一般注塑模在尺寸、重量上的巨大差异,给制造、运输、安装、修模与使用带来诸多困难,造成其价格出奇的昂贵。因此,在设计大型注塑模时,必须有一套完整的、非一般的思考方法与设计理念,以确保模具设计一次成功。
本论文先在UG中建立了大型垃圾桶注塑模具;然后从高聚物流变学理论、力学理论和传热学理论出发,验证模具设计的合理性与否?指导和修正了浇注系统和冷却系统的设计;引入CAE的分析方法,研究Moldflow与UG之间的接口问题,实现数据共享,利用Moldflow分析了最佳浇口位置、注塑流动分析和冷却—分析,把分析结果与理论分析相比较,共同指导和修正模具设计。
在实践大型注塑模具设计中遵循流变学设计、力学设计、传热学设计—UG中实现模具设计—Moldflow模流分析—UG中优化模具,是一条比较适合大型注塑模具设计方法。
本论文所运用的研究方法和得出的结论对促进大型注塑模具设计方法能起到一定的启发和推动作用。
7.期刊论文 邸红.Di Hong UG在注塑模设计中的应用 -橡塑技术与装备2008,34(12)
介绍了以UG软件中各模块作为模具开发平台,简述了注塑模具的设计和加工的一般过程.经过多次运用UG软件中的不同模块,使塑料模具的开发设计极为便利,达到了快速高效,加工精度有很大改善,使模具设计、投产一次成功率大大提高;缩短产品开发时间,解决塑料模具设计过程中的一些难点,最终达到降低成本的目的.
8.期刊论文 刘秀娟.刘白.赵振宇.宋柱梅.王文利.Liu Xiujuan.Liu Bai.Zhao Zhenyu.Song Zhumei.Wang Wenli
基于CAD/CAE技术的汽车前门板骨架注塑模设计及模流分析 -塑料科技2009,37(7)
应用Moldflow软件针对汽车前门板骨架塑件进行充模、保压等方面的分析,查看物料流动的平衡性、熔接痕位置、量大注射压力和锁模力,以及确定浇口位置和热嘴数目.基于UG软件完成汽车前门板骨架注望模具的结构及关键部位的设计.提高了熔融物料的流动性,改善了填充效果,缩短了成型周期,降低生产成本.
9.期刊论文 牟桐.李飞.董祥忠.MOU Tong.LI Fei.DONG Xiang-zhong 全塑轿车壳逆向工程与CAE工程优化的研究 -塑料工业2008,36(6)
通过三维坐标测量仪扫描获取轿车壳的点云数据后,应用UG软件对其数据进行处理,从而得到了车身的实体模型,再利用Moldflow软件对塑料车壳的注塑生产过程进行模拟仿真、数据优化.将这种逆向与CAE工程优化、分析相结合,可大大缩短轿车外壳塑料轻量化研发的时间,降低生产成本,表明该项基础性研究工作对轿车制造业具有广泛地指导意义,使国产塑料轿车外壳一次注塑成型工艺的生产成为可能和可行.
10.期刊论文 乔玉冰.贾毅超.刘兴纲.QIAO Yu-bing.JIA Yi-chao.LIU Xing-gang 基于CAE技术的自行车快速卡具模具设计 -现代电子技术2010,33(16)
使用Moldflow软件对自行车快速卡具的成型过程进行了模拟,如最佳浇口位置和缺陷等.根据产品的使用要求,预测了模具结构及注塑工艺中的问题并及时修改,在UG Moldwizard的基础上完成了模具设计.实践证明,在自行车快速卡具的模具设计中使用CAD与CAE技术相结合的手法,使得模具设计变得快捷、准确,并且在模具制造之前就可以优化模具结构、工艺参数,提高了工作效率.
本文链接:http://d..cn/Periodical_mjjs200901010.aspx
授权使用:北京航空航天大学北海学院(bhbhxy),授权号:dd99cd82-60c1-49c2-8e54-9e4c0175fdab
下载时间:20xx年12月14日