甲基丙烯酸甲酯本体聚合的工艺过程
生产原理:
本体聚合是指单体仅在少量引发剂存在下进行的聚合反应,或者直接加热,光和辐射作用下进行的聚合反应。本体聚合具有产品纯度高和无需后处理等优点,可直接聚合成各种规格的型材。但是,由于体系粘度大,聚合热难以散去,反应控制困难,导致产品发黄,出现气泡,从而影响产品质量。
本体聚合进行到一定程度,体系粘度大大增加,大分子链的移动困难,而单体分子的扩散收到的影响不大。链引发和链增长反应照常进行,而增长链自由基的终止受到限制,结果使得聚合反应的速度增加,聚合物分子变大,出现所谓的自动加速效应。更高的聚合速率导致更多的热量生成,如果聚合热不能及时散去,会使局部反应雪崩式的加速进行而失去控制,因此,自由基本体聚合中控制聚合速率使聚合反应平稳进行是获得无瑕疵型材的关键。
聚甲基丙烯酸甲酯为无定形聚合物,具有高度的透明性,因此成为有机玻璃。聚甲基丙烯酸甲酯具有较好的耐冲击强度于良好的低温性能,是航空工业和光学仪器制造业的重要材料。有机玻璃表面光滑,在一定的曲率内光线可在其内部传到而不逸出,因此在光导纤维领域得到应用。但是,聚甲基丙烯酸甲酯耐候性差,表面易磨损。可以是甲基丙烯酸甲酯与苯乙烯等单体共聚来改善耐候性。
有机玻璃是通过甲基丙烯酸甲酯的本体聚合制备的。甲基丙烯酸甲酯的密度小于聚合物的密度,再聚合过程中出现较为明显的体积收缩。为了避免体积收缩和有利散热,工业上往往采用二步法制备有机玻璃。在过氧化苯甲酰引发下,甲基丙烯酸甲酯聚合初期平稳反应,当转化率超过20%以后,聚合体粘度增加,聚合速率明显加快,此时应该停止第一阶段反应,将聚合浆液转移到模具中,低温反应较长时间。当转化率打到90%以上后,聚合物业已成型,可以升温使单体完全聚合。引发剂的用量应视制备的制品厚度而定。
聚甲基丙烯酸甲酯(PMMA),俗称有机玻璃,因其优良的光学性能,比重小,以及在低温下仍能保持其独特的性能而被广泛的应用,则它是重要的合成材料之一。
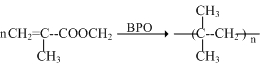
本实验是用过氧化苯甲酰(BPO)为引发剂,甲基丙烯酸甲酯进行自由基聚合。本体聚合的具体过程是:
1、引发剂分解

2、链引发

3、链增长

4、链终止
A.偶合终止

B.歧化终止

其中,甲基丙烯酸甲酯在60℃以上时聚合,以歧化终止为主。
本体聚合反应是一个连锁反应,反应速度很快,伴随着聚合物的生成出现自动加速现象,并且甲基丙烯酸甲酯不是聚合物的良溶剂,长脸自由基有一定程度的卷曲,自动加速效应更加明显。因为引发是通过小分析的单分子的分解发生的,而生长只需要单体移动到生长链的末端,所以这两个过程的聚合速率再聚合初期并不特别依赖相应反应物在在介质中扩散的能力。另一方面,双分子终止需要在粘度增加到一定程度后,终止速率将被扩散速率所控制,而引发和生长速率则不受影响。这种在速率上的不连续性突然破坏了连锁反应的稳定状态,终止生长的链段数少于开始生长的链段数,导致反应速率与放热速率随反应进行而增加。这种效应称之为“自动加速效应”。由于粘度增加,散热困难,会发生“爆聚”。
因此,本体聚合要求严格控制不同反应阶段的温度,随时排除反应热是很有必要的。
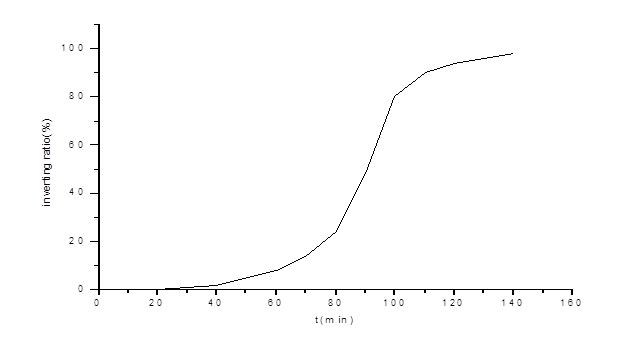
在本体聚合反应开始前,通常有一段诱导期,聚合速度为零,体系无粘度变化。然后反应逐步进行。当转化率超过20%之后,聚合速度显著加快,称为自加速效应,此时若控制不当,体系易发生暴聚而使产品性能变坏。而转化率达80%之后,聚合速率显著减小,最后几乎停止聚合反应,需升高温度才能使之完全聚合。
药品及仪器:
药品:过氧化苯甲酰(BPO)(0.05g)---
甲基丙烯酸甲酯(MMA)(15mL)---
仪器:恒温水浴锅、三口烧瓶、直型冷凝管、磨口锥形瓶、牛角管、温度计、天平、小试管等。
第二篇:甲基丙烯酸甲酯
实验目的:
1.了解本体聚合的原理,掌握本体聚合的实验特点;
2.掌握预聚合的制备方法;
3.掌握PMMA预聚体转化率的测定;
4掌握浇铸成型工艺;
5.熟悉有机玻璃的制备方法;
6.比较光敏引发剂与一般引发剂对聚合产品质量的影响.
实验原理:
本体聚合是指单体在少量引发剂下或者直接在热、光和辐射作用下进行的聚合反应,因此本体聚合具有产品纯度高、无需后处理等特点。 本体聚合常常用于 实验室研究,如聚合动力学的研究和竞聚率的测定等。工业上多用于制造板材和型材,所用设备也比较简单。本体聚合的优点是产品纯净,尤其是可以制得透明样品,其缺点是散热困难,易发生凝胶效应,工业上常采用分段聚合的方式。
有机玻璃板 就是甲基丙烯酸甲酯通过本体聚合方法制成。聚甲基丙烯酸甲酯(PMMA) 具有优良的光学性能、密度小、机械性能、耐候性好。在航空、光学仪器 ,电器工业、日用品方面有着广泛用途。
MMA 是含不饱和双键、结构不对称的分子,易发生聚合反应,其聚合热为56.5kJ/mol 。 MMA 在本体聚合中的突出特点是有 “ 凝胶效应 ” ,即在聚合过程中,当转化率达 10%-20% 时,聚合速率突然加快。物料的粘度骤然上升,以致发生局部过热现象。其原因是由于随着聚合反应的进行,物料的粘度增大,活性增长链移动困难,致使其相互碰撞而产生的链终止 反应速率常数 下降;相反,单体分子扩散作用不受影响,因此活性链与单体分子结合进行链增长的速率不变,总的结果是聚合总速率增加,以致发生爆发性聚合。
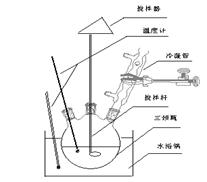 图1 实验装置图
图1 实验装置图
仪器安装:
实验仪器和试剂:
表1 玻璃仪器一览表

表2 MMA预聚合配方

表3 光敏引发剂聚合配方

表4 浇铸聚合配方

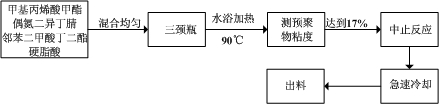
实验流程
图2 实验操作流程图

实验记录:
表5 预聚合实验记录
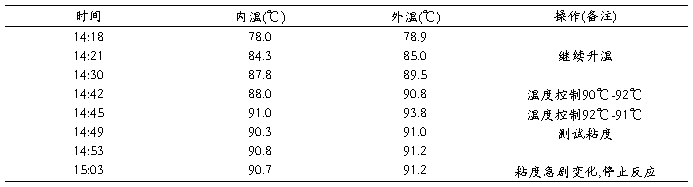
表6 自然光聚合实验记录
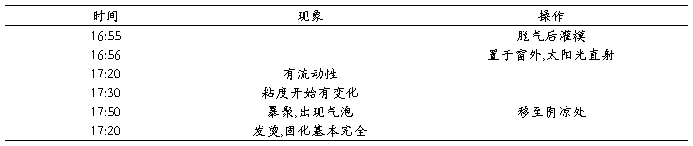
表7 浇铸聚合(热引发)实验记录

表8 紫外光(uv)聚合实验记录

测试:
1.转化率
空瓶质量M=17.36g
烘干前总质量M1=20.37g
烘干后总质量M2=18.10g
M2-M 18.10-17.36
转化率= ×100%= ×100%=24.45%
M1-M 20.38-17.36
分析与讨论:
1.预聚合转化率测试结果为24.46%,为较好的预转化率,有效控制了体系粘度,使最后浇铸聚合时体积收缩较小.
2.本实验中MMA采用预聚后浇铸聚合的原因是为了防止严重的体积收缩,同时预聚体具有一定的粘度,在采用夹板式模具时不会产生漏液现象.
PMMA预聚体的粘度与转化率的关系是成正比的,表示预聚体的反应程度.粘度或转化率过高,浇铸操作中脱气困难,灌模困难,还会给产品带来一定缺陷;粘度或转化率过低,产品收缩大,也会给产品带来缺陷.
24.46%是一个较好的转化率,可以保证最后成品的质量.
3.自然光引发聚合中成品与空气对照下的透光率为83%,是比较好的,但由于成品中出现气泡导致透光率的降低.
气泡是由于实验中出现了暴聚现象,是在较强的自然光下照射时间过长从而导致聚合速度加快而散热不均引起的.也有可能是由于单体受热直接由液态变成气态而在体系中而产生.
4.浇铸聚合前脱气的原因是因为空气中的氧在低温下对体系有一定的阻聚作用,在高温下又有一定的加快反应速度的效应,若不脱气将对产品质量产生影响,严重时可能导致产品破坏.
5.浇铸聚合的产品中的下端会出现较明显的体积收缩现象.出现体积收缩的原因主要是比重的变化,单体的比重是0.94,而制得的有机玻璃成品比重为1.17-1.19,如将单体直接在模具中聚合成板材,将有19%-22%的体积收缩.
如此大的收缩率将对制模,脱模以及聚合生产过程带来困难.制成浆液后,比重在0.96-0.98左右,适当将少了聚合时的体积收缩,但是这也不能完全清除体积收缩.
由于受热不均,引发剂浓度分布等影响,还是会出现一定的体积收缩.
6.AIBN和BPO是该实验中可以使用的两种引发剂.其中AIBN可能会分解产生N2生成气泡,而且AIBN有颜色,对体系有一定的干扰.而BPO可以克服这两方面的缺点.
思考题解答:
1.10mmPMMA板
表9 配方:

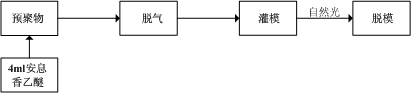
图3 预聚体工艺流程图
反应条件:水浴加热,外温90℃
中止条件:预聚物粘度达到17%
图4 浇铸聚合工艺:
2.25mm有机玻板
表10 配方:

图5 预聚体工艺:
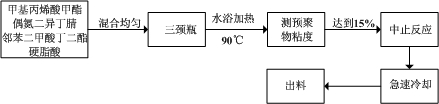
反应条件:水浴加热,外温90℃
中止条件:预聚物粘度达到15%
图6 浇铸聚合工艺: