线 性
1.选择一个系列的(如不同直径的圆柱件)5种零件,零件种类数设为g,g=5,g也可以大于5,即g≥5,这些零件测量值覆盖量具的操作范围; 2.用量具A测量每种零件,确定其基准值X;
3.请一名质检员M用量具A随机的抽取并测量每种零件大于等于10次,M测量零件的次数设为m,m≥10,如m=12;
4.计算每次测量的零件偏倚及零件偏倚均值 偏倚=观测均值-基准值
偏倚均值=
?偏倚
i?1
12
m
如

-1
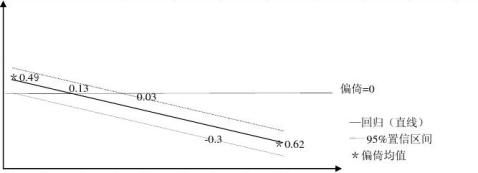
5.在线性图上画出偏倚均值*、点子
6.用以下公式计算并画出最佳拟合线合置信带。 拟合线用公式yi=axi+b 式中yi=偏倚平均值
xi=基准值
?1?xy?xy??gm????? 斜率a=1?x2?gm(?x)2
截距b=y?ax
置信带就在最佳拟合线附近约±3mm处
7.画出偏倚=0线,为使测量系统线性可被接受,偏倚=0线必须完全在拟合线置信带以内
8.斜率a和截距b均为零时,yi=0,MSA线性可接受
9.如果测量系统存在线性问题需要调整,再校准量具(有时包括软件)以达到0偏倚
10.测量应在与顾客合作下进行
11.如果偏倚为0或接近0,可不进行线性分析
第二篇:铝轮毂MSA线性分析指导书
MSA线性分析指导书
(利用MINITAB软件分析)
第一步:选择需要研究的量具,在其量程范围内选择3至5个落在不同量程的产品特性。
第二步:例如选择一把游标卡,其量程为0-150mm,精度为0.01mm,再选择落在其卡尺不同量程范围的产品特性(控制计划中的特性)的5个不同特性的样品。
第三步:利用比游标卡尺精度高一等级的仪器分别测量5个特性的样品各10次,计算结果为5个特性样品的“参考值”。省略计算演示,得到5个参考值为:
① 39.96、② 49.84、③ 69.60、④ 88.84、⑤ 120.24
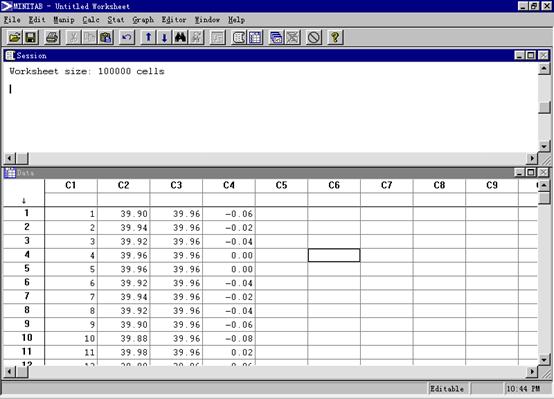
第四步:在利用需要研究的游标卡尺分别对5个样品测量各12次(次数可以是10-15次),得到数据例如:

第五步:打开MINITAB软件,将此结果复制在MINITAB软件的数据表中,例如:
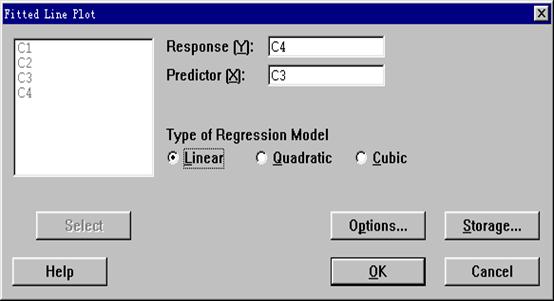
第六步:点击功能条Stat / Regression / Fitted Line Plot…


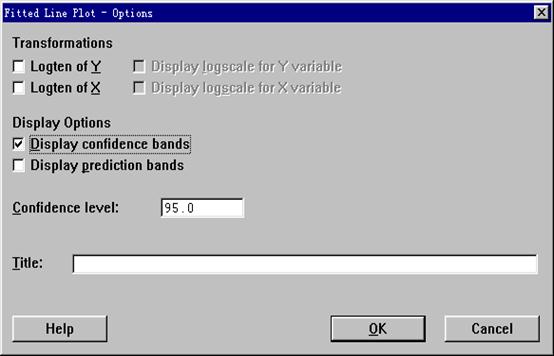
第七步:等自动弹出对话框后,将光标移到“Response[ Y ]”空白处,将光标移到左边的空白框内双击“C4”,再将光标移到“Predictor[ x ]”空白处,将光标移到左边的空白框内双击“C3”,然后再点击“Options”例如:
第八步:将自动弹出对话框,再选择“display options”中的“display confidence bands”的复选框,在点击“OK”,如图所示:
第九步:MINITAB将自动运算和画图,自动显示出:
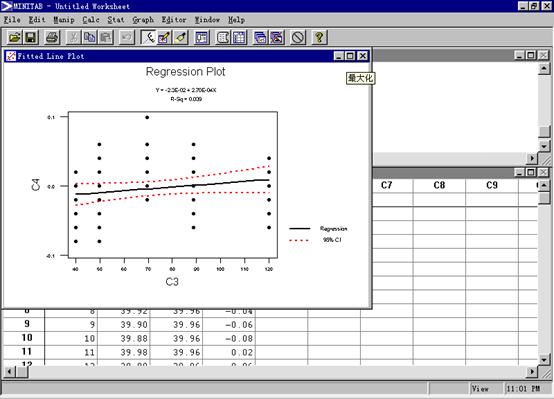
第十步:复制MINITAB中的图形:


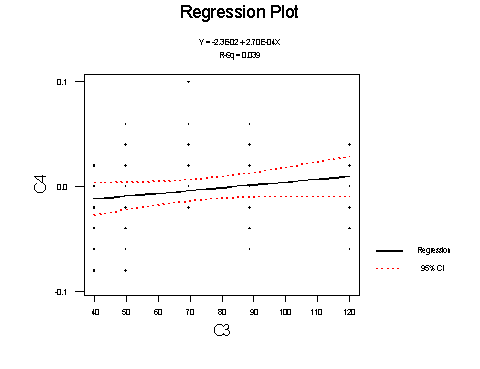
第十一步:判断结论:
如果偏倚=0 的线可以落在95%的线性拟合置信范围内,线性可以接受。
如果偏倚=0 的线可以落在95%的线性拟合置信范围外或相交,那么线性不可以接受。