PFMEA-故障失效模式分析与效应控制
讲师:李近强
课程大纲
课程导入:生活中的四种思考模式
一、 发生什么事
二、 这事为什么发生
三、 我们应采取那一条行动路线
四、 前途如何
五、 企业绩效的衡量:Y=f(x)
六、 质量成本及因应
第一单元、 失效模式与效应分析FMEA_概论
一、 失效模式与效应分析FMEA定义
二、 FMEA过程顺序
理解解析对象系统所需事项
可靠度方块图、制造流程图
故障模式、原因和影响的关系
FTA与FMEA搭配
三、 FMEA应用的范围_应用于产品的整个生命周期
何时开始FMEA
FMEA何时完成
谁管理/完成FMEA
完成FMEA之后,下一步工作是什么?
第二单元、 制程FMEA
一、 PFMEA的输入:
客户要求
流程图
P-Diagram
二、 小组演练:
质量特性与流程矩阵
三、 PFMEA的工作模式
四、 PFMEA的工作模式_步骤一
项目/机能
描述项目/机能
项目/机能工作表
『潜在失效模式』
失效模式分析工作表
潜在失效效应清单
严重度
五、 小组演练:
机能工作表
潜在失效模式工作表
潜在失效效应清单
六、 PFMEA的工作模式_步骤二 潜在失效起因/机构
设计潜在失效原因/机构的假设 预防控制
发生度
七、 小组演练:
识别失效原因/机构
识别现行预防控制
八、 PFMEA的工作模式_步骤三 侦测控制
管制图SPC
难检度
风险顺序(RPN)
建议措施
九、 小组演练:
侦测控制
改善措施
第三单元、 控制计划
一、 控制计划
二、 制程规划与统计制程管制流程
三、 控制计划表
四、 从FMEA到控制计划
五、 小组演练:
制作控制计划
课程总结与讨论
第二篇:生产制造过程失效模式及效应分析表格(PFMEA)
一次性使用抽痰包
制造过程失效模式及效应分析

制造过程失效模式及效应分析
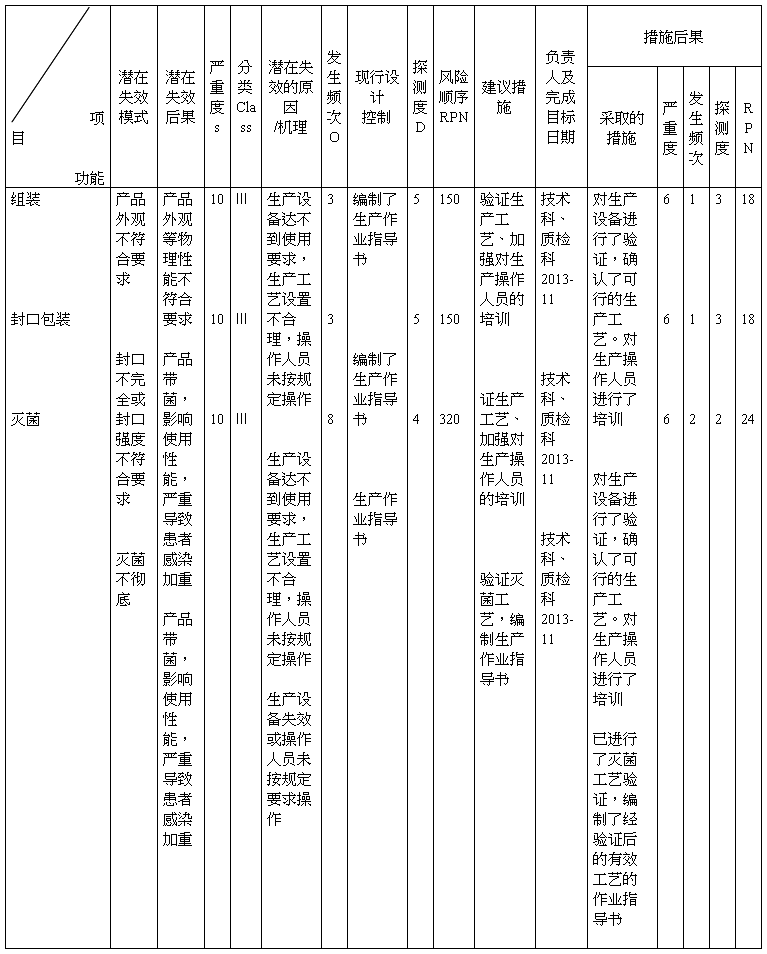
风险顺序数(RPN)是严重度(S),频度(O)和探测度(D)的乘积. RPN=(S)×(O)×(D);在特定的FMEA范围内,此值(1-1000)可用于对所担心的过程中的问题进行排序。
附件:1
PFMEA严重度评价准则

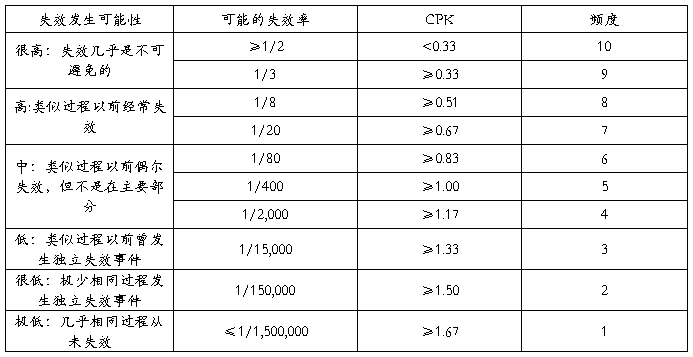
附件2:
PFMEA发生频度评价准则
附件3:
PFMEA探测度评价准则
