焊接专业学生技能大赛方案
在制造行业,青年工人焊接的焊接技能大赛,每年都会举行,有国家级的、省级的、行业协会的、工矿企业内部的。在职业教育系统,每年也会举行焊接技能大赛,包括国家级大赛、省级竞赛、市级选拔赛等几个层次,辽宁省锦西工业学校、盘锦北方工业学校等学校在国家级的技能大赛中,都取得过有一对成绩。
现在的国家级焊接技能大赛,重点是在多种操作技能,综合操作能力上;省级竞赛大都按照国家级竞赛的要求进行,市级选拔赛则以基本操作技能为主。因此,焊接专业的学生技能大赛方案,要以国家级、省级竞赛为目标,以提高基本技能操作为方向,制定适合我校学生的技能大赛方案。
一、了解焊接(不低于四课时)
对焊接基础知识的了解,主要是了解焊接的特点和焊接的安全操作规范。具体内容包括:1、焊接的应用及发展;2、焊接的优点;3、焊接的工艺过程包括 ;4、 焊接操作安全要求。
二、初步人员选拔(班主任推荐并进行成绩检验,人数在6~10人,在培训过程中随时检查和淘汰)
人员的选拔以焊接专业的学生为主,要求:1)热爱学习,遵守纪律;2)热爱焊接工作,身体健康,无视力、听力缺陷;机械专业课成绩优秀,特别是机械制图成绩。
三、基础技能培训
基础技能训练是焊接技能的基础,是以焊接中级工、高级工技能鉴定要求为基础制定,人数要求不少于6人。设备要求气割、气焊设备一套,半自动气割设备一套,直流逆变焊接6~10台;材料包括钢板(2.5毫米、8毫米、12毫米)、钢管(直径159毫米、60毫米);焊接材料包括E4303焊条(直径3.2毫米),气焊焊丝H08A(直径2.5毫米);手工电弧焊工具及劳保用品6~10套。
(一)第一学期(200~240课时)
1、钢板表面堆焊,200x100x8钢板,J422焊条。(6课时)
2、钢板气割,手工气割板厚8毫米,100x10x8钢板条。(12课时)
3、拼板焊接,用100x10x8钢板条五个,拼接成100x50x8钢板。(6课时)
4、表面堆柱,在拼接好的100x50x8钢板上,堆出两个直径13
毫米,高30毫米的焊柱。(6课时)
5、薄板气割,气割出100x20x2.5的钢板条。(6课时)
6、气焊,用100x20x2.5的钢板条进行拼焊。(12课时)
7、板角接组对,用12毫米的钢板完成。(3课时)
8、角接平焊(横焊),用直径3.2的焊条完成角平焊。(12课时)
9、角接立焊。(18课时)
10、半自动气割。(6课时)
11、钢板对接组对,用12毫米钢板,钢板坡口角度30°(3课时)
12、钢板对接单面焊双面成形立焊之打底焊。(2课时)
13、钢板对接单面焊双面成形立焊之填充焊。(2课时)
14、钢板对接单面焊双面成形立焊之盖面焊。(2课时)
15、钢板对接单面焊双面成形立焊练习(60课时)
16、钢板对接单面焊双面成形平焊之打底焊。(2课时)
17、钢板对接单面焊双面成形平焊之填充焊。(2课时)
18、钢板对接单面焊双面成形平焊之盖面焊。(2课时)
19、钢板对接单面焊双面成形平焊练习(30课时)
20、钢板对接单面焊双面成形横焊之打底焊。(2课时)
21、钢板对接单面焊双面成形横焊之填充焊。(2课时)
22、钢板对接单面焊双面成形横焊之盖面焊。(2课时)
23、钢板对接单面焊双面成形横焊练习(30课时)
(二)第二学期(200~240课时)
1、大直径钢管组对,钢管直径159,壁厚4.5毫米。(2课时)
2、钢管横焊(垂直固定)。(24课时)
3、小直径钢管横焊(垂直固定),直径60毫米。(30课时)
4、钢板对接单面焊双面成形仰焊之打底焊。(2课时)
5、钢板对接单面焊双面成形仰焊之填充焊。(2课时)
6、钢板对接单面焊双面成形仰焊之盖面焊。(2课时)
7、钢板对接单面焊双面成形仰焊练习。(30课时)
8、钢管全位置焊(水平固定)。(30课时)
9、小直径钢管全位置焊(水平固定),直径60毫米。(30课时)
10、市级选拔赛观摩(6课时)
11、市级选拔赛工件练习(30课时)
12、碱性焊条应用(60课时)
四、综合技能培训
第三学期(240~300课时)
1、二氧化碳气体保护焊练习(90课时)
2、氩弧焊练习(90课时)
3、焊接综合知识学习(60课时)
4、综合能力的运用(60课时)
五、大赛准备
第四学期(200~300课时)
1、市级选拔赛的准备(90课时)
2、高级别竞赛的准备(150课时)
六、第三学年安排(第五、第六学期)
1、2+1教学模式班级的学生已经进行顶岗实习的学习,有实力参加选拔赛和竞赛的同学,在竞赛前一个月返校参加培训。
2、2.5+0.5教学模式班级的学生,在第五学期安排综合能力运用的练习,第六学期在完竞赛后,参加顶岗实习。
指导教师:赵云红
第二篇:20xx焊接培养方案1
焊接技术及自动化专业人才培养方案
一、人才培养目标
培养德智体全面发展的,掌握高级焊接技术理论和操作技能,从事焊前准备(铆工),焊接操作及工艺,焊接设备销售与服务,具有创新能力的高级焊接技术工人。
二、人才培养规格
1、掌握焊工、铆工、钳工等工艺理论,了解金属材料与热处理知识,能绘制加工图纸,编制生产工艺流程和规程,熟练使用焊接设备,达到焊接质量国家标准。
2、具有相应的组织管理能力,人际交往能力,自主学习能力。
三、招生对象与修业年限
1、招生对象:普通高中应届毕业生
2、修业:三年
四、职业领域
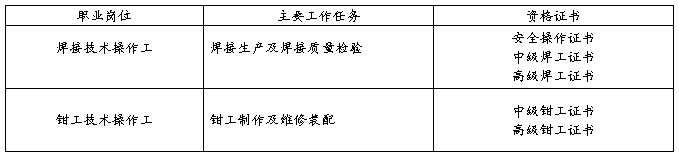
本专业毕业生就业岗位:焊接工艺与操作、铆工工艺与操作、钳工工艺与操作
职业岗位与主要工作任务和职业资格证书
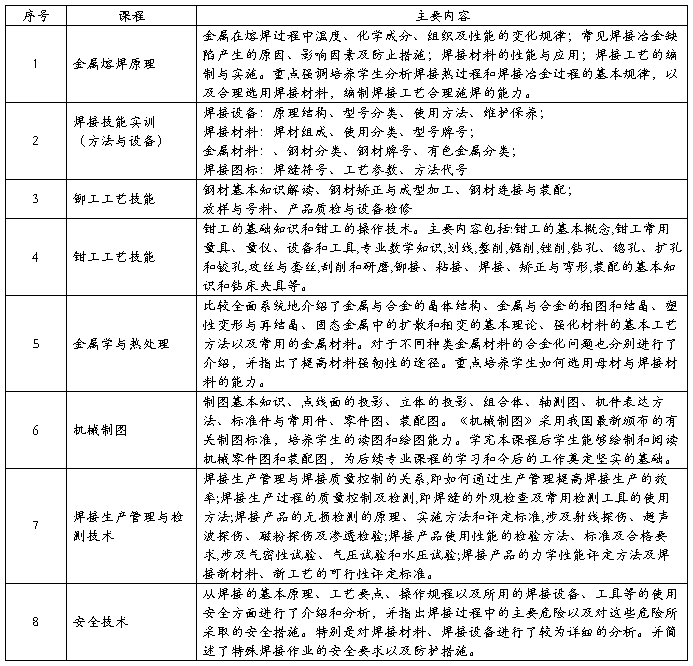
五、课程目录与内容简介
六、核心课程目录及进程安排
1、课程体系
(1)构建以“技能模块”训练为主体的实践课程体系。
主线:
金属熔焊见习训练——熔焊单项技能训练——熔焊综合技能训练——简单产品设计制作—熔焊技术顶岗实习5个训练单元组成。
辅线一:由识图划线——检测计量——切削装配——设计制作——顶岗实习5个单元组成;
辅线二:由焊接设备常识——设备维护——设备营销——售后服务——顶岗实习5个单元组成。
(2)改革理论课程教学体系,根据企业实际岗位需求,紧密结合职业技能鉴定要求,设置课程并调整课程内容。
①、基础课教学要以应用为目的,以必需、够用为尺度,以讲清概念、强化应用为教学重点,把真正属于基础性的东西精选了出来,丰富了学生的知识领域;
②、专业课教学要加强针对性和实用性,要把专业有关的现代高新技术知识及时充实进去,充分考虑把最必需的知识教给学生,我们根据《国家焊工职业标准》和《焊工职业资格考试大纲》为依据,将《金属熔焊原理》、《焊接方法与设备》、《焊接结构生产》、《焊接工艺》、《焊接技能实训》等高职高专规划教材中整合出技术概论、焊接设备、焊接材料、焊接工艺、焊接应力与变形、质量检测等12项理论学习领域。
③、将职业能力考试的知识充实到课堂教学之中,使之与焊工职业资格考试内容相统一。
2、课程设置
附表1:
中高级焊工技能教学
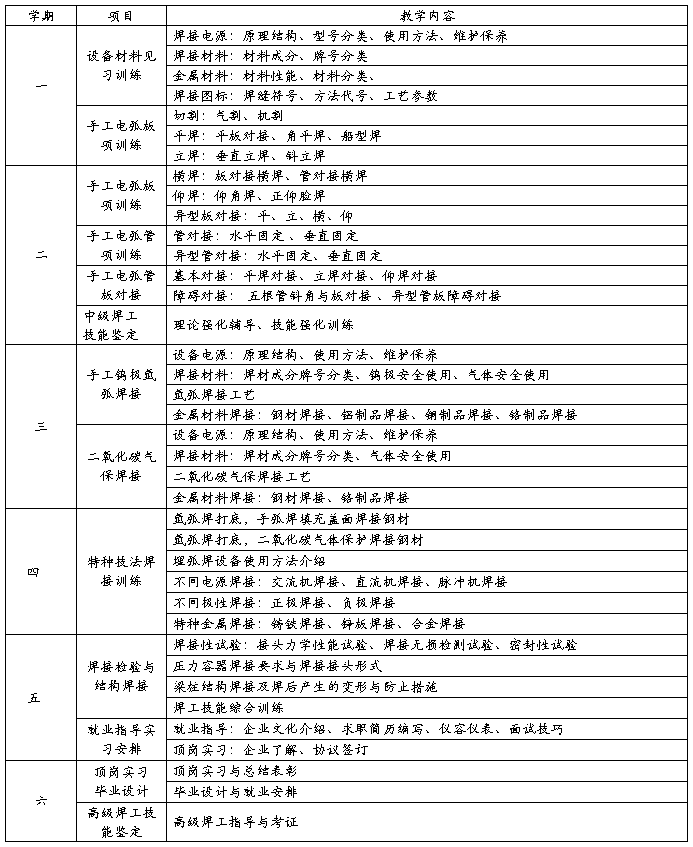
附表2:
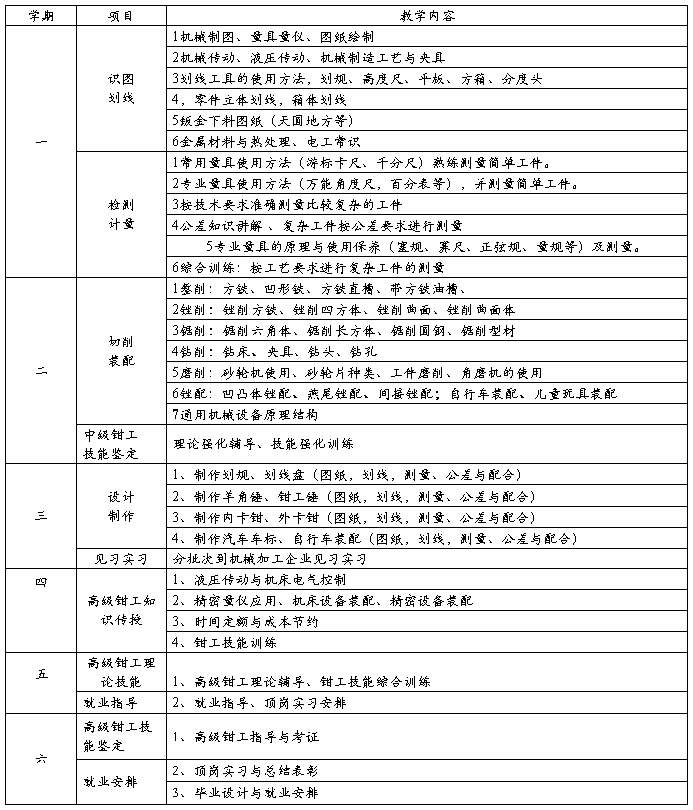
中高级钳工技能教学
附表3:
教学进程表
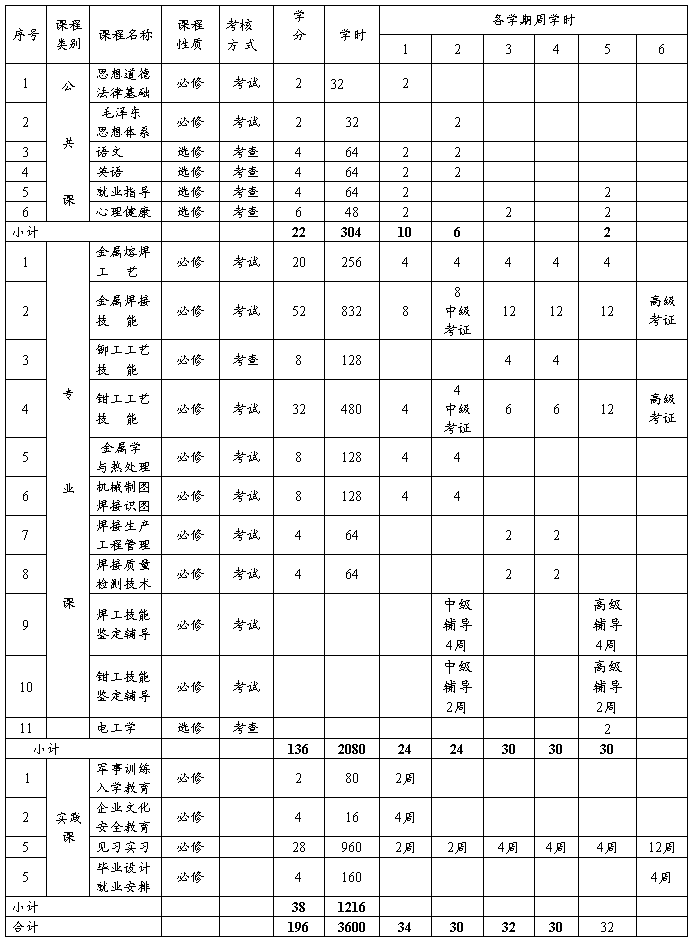
七、毕业条件
1、本专业总学分196分,毕业生修满120分;
2、参加全国劳动和社会保障部门的技术等级考试合格;
3、参加国家安全生产监督部门的安全生产培训考试合格;
4、教学实习与顶岗实习成绩合格;
5、同时满足以上四项要求者,准予毕业。