现场管理改善(IE)的七大手法
高尚泽
前 言
现场生产管理的重点在于持续不断的改善,通过改善现场的不良状况以使工作变得“轻松、良好、迅速、低廉、安全”,可是在我们的实际工作中有相当一部分现场管理干部和员工不知道何为改善、为什么要改善、怎么样改善,或者说没有良好的改善理念和改善意识,怎么样才能发挥员工的主观能动性呢? 基于此,本人籍由工作经验及相关参考总结出了一些改善的思维和方法,借以抛砖引玉。
1. 什么是改善?
改而使之善: 使原来的状况变得更好.
2. 改善是谁的责任? 什么样的人才可以从事改善?
改善是每个人份内之事.
工作改善其中九成,只要有常识就可以做到-------(国际劳工组织改善课课长说)
3. 改善的目的是什么?
改善的目的------使工作更“轻松、良好、迅速、低廉、安全”.
轻松------熟练的作业,疲劳的减轻; 良好------品质的维护提升;
迅速------时间的缩短 低廉------成本的降低;
安全------伤害的防止
4. 正确的改善思想
a) 现状必定有值得改善的地方;
b) 只要目前的工作稍有改善,就有所获得;
c) 绝对要拚弃“小小的改善又有什么用”的观念----向前看,积少成多,积沙成塔;
d) 本身的工作,自己是一等一的专家(工作中学习,学习后工作);
5. 改善从哪里开始?
改善开始于“这样做妥当吗?”的问题意识----心不在焉,视而不见,食而不知其味;
小小的巧思, 可能就是改善的开始------信其当然, 顺其自然, 不惑偶然;
对日常工作关心, 时时想改善, 才会触发改善的灵感;
6. 改善从何处入手?
容易疲劳 危险而容易受伤 作业环境不良 布置不善 错误失败多
费时费力 工夹检具不良 耗料较多
改善(IE)七大手法简述
1. 防呆法(防错法): 如何避免做错事, 使工作第一次就做好的精神能够具体实现.
2. 动改法(动作改善法&动作经济原则): 改善人体的动作方法,减少疲劳使工作更为舒适,更有效率,不要蛮干.
3. 流程法(流程程序法): 研究探讨牵涉到几个不同的工站(序)或地点的流动关系, 藉以发掘可供改善的地方;
4. 五五法(5*5W1H): 凭借问的技巧来发觉改善的构想;
5. 人机法(人机配合法&多动作法): 研究探讨操作人员与机械工作的过程, 藉以发觉可以改善的地方;
6. 双手法(左.右手法): 研究人体在工作时的过程, 藉以发掘可以改善的地方;
7. 抽查法(工作抽查法): 藉着由抽样观察察的方法迅速有效的了解问题的真象;

 综合运用:
综合运用:

 抽查法双手法. 人机法. 流程法
抽查法双手法. 人机法. 流程法

 五五法. 防错法. 动改法 实现改善目标
五五法. 防错法. 动改法 实现改善目标
与QC七大手法的区别:
QC七大手法: 注重在问题的分析,抓重点;
改善七大手法: 注重在了解问题,应用改善方法解决问题;
一 防呆法(防错法)
1. 防错法的意义: 如何去防止错误发生的方法. 將发生的可能性降至最低/杜绝其发生;
2. 目的:
2.1 具有即使人为疏忽也不会发生错误的构造-----不需要注意力;
2.2 具有外行人来做也不会发生错误的构造-----不需要经验与直觉;
2.3 具有不管是谁或何时工作都不会出错的构造-----不需要高度的技能或专门的知识;
3. 功用:
积极----绝不会在发生;
消极----发生率降至最低;
4. 进行步骤:
调查发现人为疏忽----> 设定目标,制定实际计划----->调查人为疏忽的原因----->提出防错的改善方案-----> 实施改善方案-----> check 实施效果-----> 维持管制状态
*技巧* 排除法: 剔除会造成问题的原因;
替代法: 利用更切实的方法替代;
容易化: 使作业变得更容易,更合适,集中化,使其更具共性以减低失败;
异常检出: 前站虽有不良, 后站可以挑出,以降低其危害性;
缓和影响: 作业失败的影响在其波及过程中, 用正确的方法使其缓和或吸收;
*观念* 要求捕捉更多的鱼, 首先必须讲究捕鱼技术的传授与使用;
(授之以鱼不如授之以渔: 给某人几条鱼不如教给他捕鱼的方法)
*引申* 以不教而战, 谓杀之. 不教其方法, 做错是主管之错
*防呆法的应用*
² 断根原理: 将原因从根本上排除, 使之不会发生错误;
如: 下水道盖板/防护栏加高
² 保险原理: 籍由2个以上的动作或依序才能完成工作;
如: 冲床双按钮/保险丝使用
² 相符原理: 籍用检核是否相符的动作,来防止错误的发生;
如: 角度检测器/自动机转向机构
² 隔离原理: 分割不同的方式,保护某些地区使其不造成危险或错误发生;
如: 不良品盒的使用/材料区的划分
² 曾别原理: 线条粗细,不同的颜色
如: 工艺颜色/特别管制线(斑马线)
二 动改法
 省力动作原则
省力动作原则
 省时动作原则
省时动作原则
 动作舒适原则
动作舒适原则
动作简化原则
A. 有关人体运用的原则
原则一: 两手同时开始及完成动作(试想独臂作业?)
原则二: 除休息时间外,两手不能同时空闲;
原则三: 双臂的动作应尽量同时平衡对称;
同时动作能使心理和生理上产生平衡的感觉,减少应用身体的应力机会,工作起
来较轻松愉快.
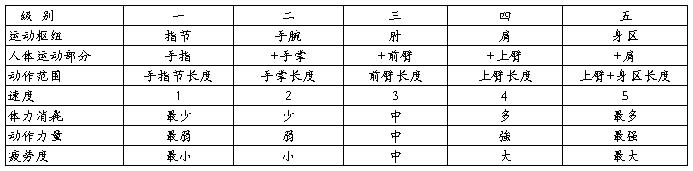
原则四: 尽可能以最低等级动作工作(动作等级分类:如下表)
人体动作共分五级,愈低等级的动作所耗时间愈短,愈不容易疲劳
原则五: 物体的动量尽可能运用之(比如搬动大模板尽量滑动或滚动)
所谓动量=质量X速度(亦可理解为冲量)
原则六: 运动方向应连续有规律,不宜突变.
研究表明: 方向突变不但浪费时间,而且容易疲劳.
原则七: 动作宜轻松有节奏.
韵律节奏指: 有定期性的重复动作发生;
原则八: 弹道式运动较轻快
总结省力的动作及姿势,形成习惯;
B. 有关工作场所布置与环境之原则
原则一: 工具物料置于固定处所
整理整顿的重要性: 减少寻找时间
物料摆放五定: 定点、定位、定品、定型、定量
原则二: 工作物料装置应依工作顺序排列并置于近处(就近原则,便于取放),使工作物料
在使用过程中活动范围减至最小。
例如:现场物料摆放移工序/物品摆放依工作顺序(先进先出)。
原则三: 适当之照明
适当之照明指: 1. 适合工作的充足光照度.
2. 光线颜色必须适当,没有反光.
3. 正确的投射方向.
同时考虑物体的“可见度”,可见度由下列因素决定:
1. 物体本身的照明度.
2. 物体与背景物的对比度.
3. 物体本身的尺寸大小.
4. 物体与眼睛的距离.
5. 其它因素如: 注意力分散、疲劳、反应时间及反光等.
原则四: 工作台椅应适当舒适
肘部能放在工作台上为佳,高椅时必须有垫脚设计.
试想: 若椅子太高或太低会怎么样呢?
一般一个良好的座椅设计应具备以下特征:
1. 高低可以调节;
2. 坚固耐用,不会摇摆;
3. 坐垫应考虑人体工效学的形状来成形;
4. 必须有靠背来支持人体脊椎骨;
C. 有关手工具设备的原则
原则一: 尽量以足踏/夹具替代手的工作
例如: 油压板车升降踏板/装配用治工具
足踏设计考虑: 1. 踏板面积大小;
2. 踩踏时身体负荷大小比例;
3. 不要使操作者在操作时出现重心不稳的现象;
原则二: 尽可能将两种工具合并(节省时间)
原则三: 工具物料预放在工作位置(例如: 目视工具定位板)
预放工具: 将工具预先放置在适当的位置上, 方便抓取,节省时间;
(悬挂的工具比放在一边的工具容易抓取,手活动方便)
原则四: 以手指负荷能力分配工作

原则五: 手柄接触面积尽可能的大(满足使用要求的情况下)
例如: 活动搬手;
原则六: 操作杆尽可能减少变更姿势
例如: 车床紧急刹车手柄
动作改善的基本方向?

动作改善的重点
要作动作改善必须要从排除以下工作着手:
1. 需用力气的工作: 必须使手,脚或全身用力方能完成的工作,或向膝下方伸手或需蹲下才能拿起物品的动作,因为这些动作会引起肌肉的疲劳;
2. 不自然的姿势: 例如蹲下做事,弯腰做事等;
3. 需要注意力的工作: 如必须仔细核对的工作或必须谨慎挑选的工作都会引起精神上的疲劳;
4. 厌恶的工作环境: 如噪音大,空气污染,机器故障多等;
改善原则: 剔除、合并、重组、简化
动作改善的技巧与要点:
一、剔除
a. 剔除所可能的余的作业步骤或动作(包括身体,足,手臂或眼);
b. 剔除工作中的不规律性,使动作成为自发性,并使各种物品置放于固定地点;.
c. 剔除以手作为持物工具的工作;
d. 剔除不方便或不自然的动作;
e. 剔除必须使用肌力才能维持的姿势;
f. 剔除必须使用肌力的工作,而以动力工具取代之;
g. 剔除必克服”动量”的工作;
h. 剔除危险的工作;
i. 剔除所有不必要的闲置时间;
二、合并
a. 把必须突然改变方向的各个小动作结合成一个连续的曲线动作;
b. 合并各种工具使之成为用途;
c. 合并可能的作业;
d. 合并可能同时进行的动作;
三、重组
a. 使工作平均于两手,两手之同时动作最好呈对称性;
b. 小组作业时, 应把工作平均分配给各成员;
c. 把工作安排成清楚的直线顺序;
四、简化
a. 使用最低等级的肌肉工作
b. 减少视觉动作并降低必须注视的次数;
c. 保持在正常动作范围內工作;
d. 缩短动作距离;
e. 使手柄,操作杆,脚踏板,按钮均在手足可及之处;
f. 在需要运用肌力时, 应尽量利用工具或工作物的动量;
g. 使用最简单單的动作元素组合來完成工作;
h. 减少每一动作的复杂性;
三 流程法
一)、流程法的意义:是“制程分析”最基本,最重要的技术,也是降低“隐藏成本”,分析解决问题最有力的工具。
1. 特点: 清楚的标示所有的加工、搬运、检验、延迟等事项据以分析研究,设法减低各种事物的次数与所需时间及距离, 降低隐藏成本的情况由此可以显示出来.
2. 适用范围: a.该件工作必须经历一个以上不同地点的动作才能完成.
b.该件工作必须经由一个以上人来完成.
3. 功用: a. 用于记载现行工作的过程;
b.通过质问,寻求改善的方法;
c.用以比较改善前与改善后的差异情况;
4.几个定义:
作业:凡是需操作或使物理,化学性变化,准备物料等的总称;
搬运:物体位置的移动;
检验:鉴定物体而加以检查,测量等;
等待:物体或人因情況不允许或不立即采取下一步骤时称为等待;
储存:物体的保存或等待;
流程图分类: 1)工作物流程图: 以物体为对象记录其被加工完成的流程图;
2)工作人流程图: 按工作人之动作来记录的流程图;
3)图表介绍: 为分析流程方便而特作规定;
二)、流程分析部分
1. 作业分析:考量……操作是否受设计方面的影响;
加工条件是否可以改变(如合并工站, 动作等);
2. 搬运分析:搬运重量, 距离, 所費时间,其间还涉及到厂房空间及布置,机器排列,运输 方法和工具等;
3. 检验分析:检验目的在于减少产品的变异性,通常须考虑制成品的功能要求,精确度要求(检验出不良品时,检验的价值如何?)
4. 存储分析:此部分的发生往往是材料或零件未到货,或下一步机器不胜重荷,需暂时等待所致,因此要对各种控制步骤作重点分析;
5. 等待分析:等待纯属浪费,理应减少至最低限度;
总之:以上各工段的分析必须以表单记录数据为基础,坚持简化的原则。
三)、流程查核表
“工作物”流程查核表:
1.基本原则:
1)减少制程数(工序数) 2)安排最佳顺序 3)使各制程尽可能经济化
4)减少搬运 号 5)如果有利设法合并工序 6)缩短移动距离
7)找出最经济的移动方法 8)在制品的存货量降低
9)在最有利的位置使用最少的控制点;
2.考虑下列因素有无制程可以省略:
1)不需要的制程(探讨:为何现在有?)
2)使用新设备(探讨:为何目前使用新设备?)
3)改变操作或储存位置(探讨:为何目前在此位置?)
4)改变工作顺序(探讨:为何使用目前的工作顺序?)
5)改变图面设计(探讨:为何现在如此设计?)
6)改变购买材料规格(探讨:为何目前所定的材料如此?)
3.有那些制程(工序)可以合并在一起?
1)工作场所,位置; 2)设备; 3)制造顺序;4)产品设计;5)原材料,物料;
4.思考: 若重新安排制程(工序),是否能使制程变短,效率提高?
“工作人”流程查核表:
1. 基本原则:
1) 尽可能删除不必要的步骤;
2) 合并或缩短工步;
3) 定期检讨制程,及时调整作业顺序,尽量经济化;
2. 考虑下列步骤有无操作可以省略、合并、缩短:
1)不需要的操作; 2)改变工作顺序; 3)利用新设备或重新编排设备;
4)改变产品设计形式; 5)更深入的认识了解作业员工;
3. 考虑下列因素有何移动可以省略、合并、缩短:
1)废除某些操作; 2)改变物品存放场所; 3)将某些操作移到较方便的制程中;
4)改变工厂布置; 5)改变工作顺序; 6)利用输送带(必须是经济的)
4. 考虑下列因素有何延迟可以省略、合并、缩短:
1) 改变工厂布置; 2)改变工作顺序; 3)利用新设备或重新编排设备;
5. 有何计数或检验的工作可以省略、合并、缩短:
1) 它们真的需要吗?能带来哪些效果或情报?
2) 有无不必要的重复现象发生?
3) 这些工作由别人来做是否方便?
4) 在制程中,它们是否在最佳位置?
5) 能否使用抽样检验或统计控制?
6. 有无制程变得更加安全?
结合以上因素综合考量。
四 五五法(质疑创意法)
² When/Where/Who/What/Why/How
一)、目的
熟悉有系统的质问技巧,以协助我们发掘问题的真正根源所在以及可能的创造改善途径。
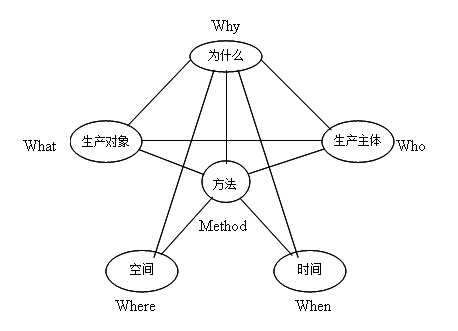
5W1H
When:何时; Where:何处,在什么地方,什么空间;
What:何者,是什么东西/事情/发生对象;
Who:何人,是什么人在做/生产主体; Why:为何;How:怎么做的;
5*5问法:指对问题的质疑不只一次,多问几次;
在改善前:1. 要“打破沙锅问到底”,确实掌握了解问题所在;
2.掌握现况的所有事实。
* 怀疑并非只是抽象的思维,而是有系统的,循序渐进的,有具体方向的 *
生产的5大要素之关系:
二)、质问的技巧
1.对目的“What”的质问:
1)目的是什么? 2)条件是什么? 3)哪一部分工作要做?
4)重点是什么?有什么关系?规范是什么?功用是什么?等等.
2. 有关“Who”的质问;
1) 是谁做的? 为什么由他做? 是否可以由别人做? 谁更适合做?
2) 为什么不让别人去做?
3. 对“When”的质问: 变更时间的作法
在何时做? 为什么要在当时做? 改在另外的时间做又如何呢?
4. 对“Where”质问:
在何处做?(变更场所或对场所内的物品重新布置)
5 对“Method”质问:
采取什么样的方法做? 是否可以变更方法?
改善创意的基本观念:
Ø 打破传统的束缚----没有最好,只有更好;
Ø 工作改善的最大阻碍,并不在于技术的不足,而在于一个人的想法---别轻易说不行,起而行之;
Ø 尝试从另一个角度来思考----善于假设,推断,假如我是你该怎么做?
Ø 发挥直觉力量----创造力的源泉,觉得不对(不应该),就应试着去改善;
Ø 不怕多,就怕不知道多,或不去做;
5*5法实例: 车床工伤事故:

 无安全作业规范 未制作安全规范 未重视 无隐患意识
无安全作业规范 未制作安全规范 未重视 无隐患意识
(有意识)懒得做 无训练,无概念
产生创意的思考法则:
相反法则: 里外调换,上下颠倒,职务互换等; 例如: 流水线作业次序的改变;
拼图法则: 将每一基本单元分解出来,再尝试重新组合的方式,可能会有意想不到的效果;
例如: 如何搭配颜色才能使衣服更好看?
大小法则: 改变尺寸,形状等的大小,看看起影响如何?
例外法则: 将经常发生的事情与偶然发生的事情做比较;偶发事情做例外管制(一般与特殊);
例如: 零件特採;
集合法则: 将多用途的东西组合,或将不同单元的事物组合,效果如何呢?
例如: 研磨是否可以将工步集中,流水线作业呢?
替代法则: 考虑用别的方式来替代现有的方式,会有什么样的结果呢?
例如: 呆,废料可以在利用吗?/是否有更合适的替代品?
模仿法则: 模仿是创意的最佳触媒,借助参考现物触类旁通引发新的创意;
例如:蜘蛛网----捕鱼网-----弧形雷达
水平法则: 发挥想象力,有水平发散思考,突破传统与习惯上的束缚;
例如: 花香味-------化妆品味
定数法则: 将经常发生的事物予以制度化,可以产生许多简化的效果和提高;
例如: 特殊加工工艺管制等
五 人机法
l 意义:
以图表的方式,记录操作人员与一部或多部机器的操作关系,并籍此记录来进一步的分析与改善;
l 作用: ----人与机器的时间有无空闲;
----利用空闲时间(并行作业),操作另外一部机器;
----利用空余时间,作清洁,整理,检测等其它工作;
*注解* 学习如何记录人与机器工作时的过程,以此分析人工与机器的能量的闲余,以谋求增进效益消除浪费之方法.
在人机配合法中,一般人的工作周期往往比机器的工作周期短,为谋求利用这些时间:
a) 利用这些空闲时间操作另一机台;
b) 利用这些空闲时间作清除余料,测量工件或其它手工操作;
l 适用范围:
a) 1人多机或1机; b) 数人多机或1机; C) 数人共同操作的工作;
l 功能:
a) 在了解现况下,操作人员时间及机台时间是否妥善应用;
b) 依据记录数据加以质疑,寻求改善的地方;
c) 用以比较改善前与改善后的差异情形;
l 人机查核表:
1.基本原则: a)平衡小组之工作量;
b)增加机器使用之比率;
c)减轻负担最重之人员的工作;
d)合并各步骤,使每一步骤容易进行;
2.附属操作能否删除:
a) 视同不必要而删除; b) 依改善工作次序而而删除;
c) 使用新的或不同设备而删除; d) 以改变布置而删除;
3.移动能否删除:
a) 随操作而删除; b)合并工序或工段; c)改变设备,改变布置;
d) 改变工作次序,使用输送带;
4.延迟能否被删除:
a)改变工作顺序; b)改变布置; c)使用新的不同的设备;
5.检验能否删除:
a)此检验真的必须吗? b)是否有必要? c)留给下工站是否方便?
d)在此检验是否为最佳位置;
6.操作能否合并:
a)改变工作之次序; b)以新或不同之设备代替; c)改变布置;
7. 操作能否简单易行:
a) 使用更好的工序; b) 改变控制的位置; c) 利用惯性;
d) 利用更大的容器; e) 减少视觉需求; f) 采用更舒适的高度,使用夹具;
8. 移动物体能否更方便:
a) 改变布置,缩短距离; b) 改变移动物体之方向; c) 尽量利用工具,避免直接用手;
9. 由于新人员产生影响产生的延迟,能否删除:
a) 改变参加小组之成员; b)小组中各人的工作岗位之间的距离重新安排;
b)改变小组内各人之工作次序;
六 双手法
l 意义
以图表的方式,记录操作人员与一部与多部机器的操作关系,并籍此记录来进一步的分析与改善;
1.适用范围: a)适用于以人为主的工作,即研究对象为人的双手或双足;
b)专注于某一固定工作地点的研究,即该工作固定在该地点上实施;
c)该工作有高度的重复性,即该件工作会再次大量生产;
2.功用:
a) 用于记录现行操作者的双手(足)的动作过程;
b) 对所记录下的内容加以质疑,寻求改善的地方;
c) 用于比较改善前与改善后的情形,差异;
3.正常工作范围:
指在坐姿状态双手正常活动可及的范围,称为正常工作范围(约37~40CM);
作用: ―――人与机器的时间有无空闲;
―――利用这段空闲,操作另一部机器;
―――利用空闲,作清楚削屑,量测或其它手工工作;
4.双手查检表
1)基本原则
a) 将步骤减至最少; b)安排好顺序; c)合并可能的步骤;
d)使每一个步骤尽量简单;e)平衡双手; f)避免用手持住;
g)工作场所应考虑人体工学;
2)附属操作能否删除:
a) 因不需要而删除; b)因改变工作顺序而删除; c)因改变工具设备而删除;
d)因该变工作场所的布置而删除; e)因材料的些许变更而删除;
f ) 因产品的设计变更而删除; g ) 因治具,夹具的使用或改善而删除;
3) 物体移动能否删除:
a) 因不需要而删除; b) 因改变工具,设备或利用自动滑落,工具使用方法而删除;
4) 握持动作能否删除:
a) 因不必要而删除; b) 因使用简单的夹持装置或挂具而删除;
5) 延迟能否删除或缩短:
a) 因不必要; b) 改变身体各部位的工作; c) 平衡身体各部位的工作;
d) 同时做两件事情; e) 修改工作,使两手做相同工作,但相位不同;
6) 附属操作能否简化:
a) 使用较好的工具; b) 改变工具的放置位置; c) 使用方便较好的材料容器;
d) 可能的话使用杠杆原理; e) 可能的话使用缓冲原理; f) 可能的话利用重力原理;
g) 减少使用视觉的需要; f) 改善工作场所的高度(使之在肘以下);
7) 物体移动能否简化:
a) 改变位置,缩短距离; b) 改变移动方向; c) 使移动平顺而连续,避免骤停现象;
8) 握持能否简化:
a) 缩短握持时间; b) 使较有力的身体部位(如腿)或脚操作之夹具;
七 抽查法
1. 利用统计学原理,进行抽样调查的方法;
2. 样本的概念/群体;
3. 抽样及工作抽查的好处:
---时间上不允许全检/全检成本大/全检不必要;
---观测时间可以缩短;
---从事观测记录的人员不需要具备高深的专业技术;
---对被观测的对象所产生的干扰少;
以上7种方法我们在现场管理中应当加以综合运用,不能孤立的理解,才能取得良好的效果;由于本人经验有限,归纳总结中难免有不妥之处,还请各位主管同仁给予指正和意见.
RGDS!