一、选择题。下列选择项中只有一个是正确的,请将正确答案的序号填入括号内。(每题1分,共40分。)
1、异型零件外形尺寸不规则,零件受离心力的影响较大,且经常有断续切削,所以切削用量____D____。
A、选择要高 B、越低越好 C、越高越好 D、不宜过高
2、外形不规则或结构复杂的工件难以装夹,不易保证___C_____。
A、形状精度 B、位置精度 C、形位精度 D、尺寸精度
3、使用夹具定位加工时要注意夹紧力大小,方向和作用点的选择,。避免夹紧力使工件变形引起____D____
A、零件过热 B、尺寸错误 C、表面粗糙度值大 D、加工误差
4、精车法向直廓蜗杆时,车刀两侧刀刃组成的平面与齿面____B_____。A、平行 B、垂直 C、重合 D、相切
5、加工误差按其统计规律的不同,可分为系统性误差和___C__性误差两大类。A、综合 B、特殊 C、随机 D、多样
6、加工一批工件,其大小和方向保持不变的误差称为___B___系统误差。A、恒定 B、常值 C、变值 D、工艺
7、直方图法又称质量分布图,是反映产品质量数据分布状态和___C__规律的统计图表。
A、运动 B、客观 C、波动 D、一般
8、常用的质量控制图分为____B__控制图和计数值控制图。A、数值 B、计量值 C、系统 D、分数
9、表面粗糙度波形起伏间距λ和幅度h的比值λ/一般应为____A____。A、<40 B、40~1000 C、<1000 D、<2400
10、齿轮传动效率较高,一般圆柱齿轮的传动效率为___C_____。A、85%~90% B、90%~95% C、95%~98% D、98%~99%
11、通常CNC系统将零件加工程序输入后,存放在____C______。A、RAM中 B、ROM中 C、PROM中 D、EPROM中
12、过流报警是属于_____D_____类型的报警。A、系统报警 B、机床侧报警 C、伺服单元报警 D .点机报警
13、按伺服系统的控制方式分类,数控机床的步进在测量过程中,不会有累积误差,电源切断后信息不会丢失的检测元件是___B_____。A、增量式编码器 B、绝对式编码器 C、圆磁栅 D、磁尺
14、数控车床加工钢件时希望的切屑是___C_____。带状切屑 B、挤裂切屑 C、单元切屑 D、崩碎切屑
15、设H01=6mm,则“G91 G43 G01 Z-15.0 H01”; 执行后的实际移动量为___A_____。A、9mm B、21mm C、15mm D、-9mm
16、含碳量为0.85%的钢属于___D___。A、亚共析钢 B、共析钢 C、共晶铸铁 D、过共析钢
17、在切削速度加大到一定值后,随着切削速度继续加大,切削温度___C_____。
A、继续升高 B、停止升高C、平稳并趋于减小 D、不变
18、机床I/O控制回路中的接口软件是___D_____。A、插补程序 B、系统管理程序 C、系统的编译程序 D、伺服控制程序
19、数控机床进给传动系统中不能用链传动是因为____B____。
A、平均传动比不正确 B、瞬时传动比是变化的C、噪声大 D、制造困难
20、机床各坐标轴终端设置有极限开关,由极限开关设置的行程称为___D_____。
A、极限行程 B、行程保护 C、软极限 D、硬极限
21、背镗循环G87中,在孔底的动作为_____B____。
A、朝着刀尖方向进给一个位移,主轴反转 B、朝着刀尖方向进给一个位移,主轴正转
C、背着刀尖方向进给一个位移,主轴反转 D、背着刀尖方向进给一个位移,主轴正转
22、端面多齿盘齿数为72,则分度最小单位为____B____。A、17° B、5° C、11° D、26°
23、影响开环伺服系统定位精度的主要因素是____B____。
A、插补误差 B、传动元件的传动误差C、检测元件的检测精度 D、机构热变形
24、识读装配图的要求是了解装配图的名称、用途、性能、结构和___A____。
A、工作原理 B、工作性质 C、配合性质 D、零件公差
25、小型液压传动系统中用的最为广泛的泵为____D____。A、柱塞泵 B.转子泵 C、叶片泵 D、齿轮泵
26、在数控程序传输 参数中,“9600 E 7 1”,分别代表___C____。
A、波特率,数据位,停止位,奇偶校验B、数据位,停止位,波特率,奇偶校验
C、波特率,奇偶校验,数据位,停止位D、数据位,奇偶校验,波特率,停止位
27、当普通外圆车刀的主偏角由45°改变为75°时,切削过程中的切削力会出 现____B____。
A、径向力增大,轴向力减小 B、径向力减小,轴向力增大C、径向力增大,轴向力增大 D、径向力减小,轴向力减小
28、CB总线属于___D_____。A、内总线 B、外总线 C、片总线 D、控制总线
29、平均无故障工作时间的缩写符号是___B_____。A、MTTF B、MTBF C、MTFB D、 MFTT
30、用最小二乘圆法评定圆度误差,测得工件△Rmax=0.24mm, △Rmin=0.12mm则圆度误差____D____。
A、f=0.18mm B、f=0.36mm C、f=0.24mm D、f=0.12mm
31、镗孔时___C_____将直接影响镗孔表面的表面粗糙度,影响镗刀的寿命,从而影响孔的形状精度。
A、切削速度 B、进给量 C、镗刀几何角度 D、主轴转速
32、宏程序___A_____语句可以有条件改变控制的流向。A、IF[] GOTO B、GOTO C、THEN D、WHILE
33、在补偿寄存器中输入的D值的含义为___A_____。
A、只表示为刀具半径B、粗加工时的刀具半径C、粗加工时的刀具半径与精加工余量之和D、精加工时的刀具半径与精加工余量之和
34、FANUC系统,指令G08的功能是___B_____。A、拐角控制 B、预读处理控制 C、冷却液开 D、冷却液关
35、工件在机床上占据每一个加工位置所完成的那部分工艺过程称为____D____。 A、工艺 B、工序 C、工步 D、工位
36、利用计算机辅助设计与制造技术,进行产品的设计和制造,可以提高产品质量,缩短产品研制周期。它又称为____A____。
A、CAD/CAM B、CD/CM C、CAD/COM D、CAD/CM
37、插补机能是根据来自缓冲区中存储的零件程序数据段信息,以___A___进行计数,不断向系统提供坐标轴的位置命令,这种计算叫做插补计算。A、 数字方式 B、模拟信息 C、物理方式 D、连续信息
38、HNC-21T数控系统接口中的XS40~43是___D_____。A、电源接口 B、开关量接口 C、网络接口 D、串行接口
39、数控机床伺服系统是以____B_____为直接控制目标的自动控制系统。A、机械运动速度 B、机械位移 C、切削力 D、切削速度
40、一个机械产品用计算机设计工艺到加工的过程称为___C___过程。
A、从CAD到CIMS B、从CAD到CAM C、从CAPP到CAM D、从CIMS到CAM
二、判断题。下列判断正确的打“√”错误的打“×”(每题0.5分,共15分。)
( ∨ )1、在精加工时要设法避免积屑瘤的产生,但对于粗加工却有一定的好处。
( × )2、刃磨车削右旋丝杠的螺纹车刀时,左侧工作后角应大于右侧工作后角。
( ∨ )3、圆弧插补用半径编程时,当圆弧所对应的圆心角大于180°时半径取负值。
( ∨ )4、在开环和半闭环数控机床上,定位精度主要取决于进给丝杠的精度。
( ∨ )5、数控系统出现故障后,如果了解了故障的全过程并确认通电对系统无危险时,就可通电进行观察、检查故障。
( × )6、在数控加工中,如果遗漏圆弧指令后的半径,则圆弧指令作直线指令执行。
( × )7、子程序的编写方式必须是增量方式。
( × )8、顺时针圆弧插补(G02)和逆时针圆弧插补(G03)的判别方是:沿着不在圆弧平面内的坐标轴负方向向正方向看去,顺时针方向为G02,逆时针方向为G03.
( ∨ )9、液压系统的输出功率就是液压缸等执行元件的工作功率。
( × )10、长光栅称为尺光栅,固定在机床上的移动部件上;短光栅称为指标光栅,装在机床的固定部件上,两块光栅互相平行并保持一定的距离。
( × )11、精益生产方式为自己确定一个有限目标:可以容忍一定的废品率、限额的库存等,认为要求过高会超出现有条件和能力范围,要花费更多投入,增加更多成本更高。
( ∨ )12、MRPⅡ中最基本的功能是生产计划决策功能。
( ∨ )13、能力需求计划功能子系统的核心是寻求能力与任务的平衡方案。
( × )14、钻孔直径≤5mm时,加工时应选较高的切削速度,较高的转速。
( ∨ )15、YG8硬质合金其代号后面的数字代表碳化钛的质量分数,常用于铸铁等短铁屑材料的粗加工。
( ∨ )16、点位控制的特点是:可以以任意途径达到要计算的点,因为在定位过程中不进行加工。
( ×)17、脉冲当量是指每个脉冲信号是伺服电动机转过的角度。
(∨ )18、数控机床的运动精度主要取决于伺服驱动元件和机床传动机构精度、刚度和动态特性。
( ×)19、数控机床若有旋转轴时,旋转轴A是指绕Z轴旋转的轴。
( ∨)20、带有刀库、动力刀具、C轴控制的数控车床通常称为车削中心。
( ∨)21、建立长度补偿的指令为G43
( ∨)22、在数控铣床上,铣刀中心的轨迹与工件的实际尺寸之间的的方式来设定,补偿量为刀具的半径值。
( × )23、辅助功能M00指令为无条件程序暂停,执行该程序指令时,所有的运转部分停止运动。且所有的模态信息全部丢失。
( × )24、数控加工中确定了另加工零点坐标后,就不能对其再修改。
( × )25、数控铣床规定Z轴正方向为刀具接近工件方向。
( ∨ )26、批量加工,加工和序结束时应使刀具返回加工起点或参考点。
( × )27、程序编制中首件试切的作用是检验零件图设计的正确性。
( × )28、数控加工还可以避免工人的设计误差,一批加工零件的尺寸统一性特别好(包括工件的主要尺寸和倒角等尺寸的统一性),大大提高了产品质量。
( × )29、数控机床的数控部分出现故障死机后,数控人员应关掉电源后再新开机,然后执行程序既可。
( ∨)30、表面粗糙度符号表面是于去除材料的方获得,表面粗糙度符号,表示表面粗糙度是不用去除材料的主法获得。
三、简答题。(20分)
1.简述数控机床故障维修的原则。(3分)
答 :(1)先外部后内部。先机械后电器。(3)先精后动。(4)先简单后复杂。(5)先一般后特殊。(6)先公用后专用。
2.最适合数控加工的零件有哪些?(5分)
答:最适合数控加工的零件有:(1)具有复杂曲面和曲面轮廓的零件。 (2)形状复杂,加工精度要求高,通用机床难以保证加工质量的零件。(3)具有难测量,难控制进给,难控制尺寸行腔的壳体或盒型零件。(4)必须在一次装夹中完成多道工序的零件。(1分)(5)零件只要有可能实现加工,应首先选用数控加工。(1分)
3.解释挤压可转位刀片DNMG110404-DM和挤压刀杆PDJNR2020K11的每一号位的含义,并说明刀片与刀杆能否配合使用。(8)
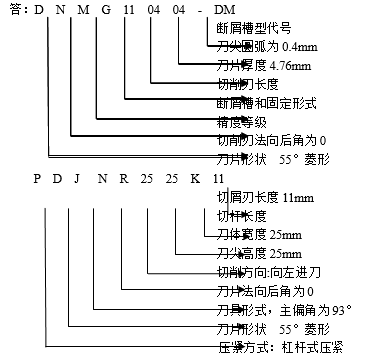
刀片和刀杆可以相配:
∵刀片形状,法向后角及切削刃长度都是一样的。
4.数控车削(铣)中心有什么特点?(4分)
答:数控车削(铣)中心有以下特点:
(1) 有一套自动换刀系统(ATC),可实现多工序连续加工。在一台车削(铣)中心上,可以完成多台数控机床才能实现的加工功能。
(2)附加动力刀架和主轴分度机构,出车削外,还可在工件内外表面和端面铣削、钻、铰和攻螺纹,还可加工各种凸轮,键槽(加工范围宽)。
(3)能加工复杂畸形,高精密零件而不用设计专用夹具。
(4)减少工件装夹次数,避免安装误差,有利于提高加工精度和稳定性。
四、计算题(5分)
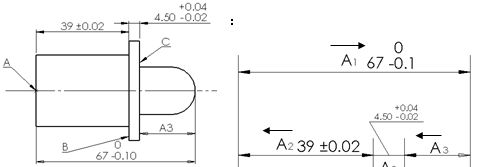
有一工件如图所示,端面A,B已经加工,现加工右端和C端面,4.5间接获得画出尺寸链图,计算尺寸A3及其公差。
五、论述题。(10分)
试述孔加工有特点及其常用加工方法。选用内孔刀具和刀片时,应考虑哪些因素。
答 :孔加工时有以下特点:a刀具刚性差。 b排屑困难。 c散热条件差。 d容易产生震动
常用的加工方法有:钻、扩、铰、镗、磨、拉、研磨、衍磨。
选用内孔刀具和刀片时,主要保证刀杆的刚性,尽量防止和消除震动,应考虑以下因素:
(1) 被加工工件的材料和性能。
(2) 被加工工件的几何形状。
(3) 孔加工时的加工方法。
(4) 尽可能选用大的刀杆直径。
(5) 尽可能选用短的刀杆长度。工作长度<4倍可用钢制刀杆。工作长度4~~7倍选择减震刀杆和硬质合金刀杆。
(6) 精加工选用大前角的刀片和刀杆,粗加工选用小前角的刀片和刀杆。
(7) 主偏角选择>75°的刀片,接近90°。
(8) 尽量选择较小刀尖圆弧r=0.2的刀片,减小切削力,减少震动。
(9) 根据刀片选择合适的切削用量。
(10) 充分加注切削液。
(11) 镗深盲孔时,采用压缩空气。
六、编程题。(10分)
用数控车床加工如附图2所示零件,材料为45号钢调质处理,毛坯的直径为60mm,长度为122mm。工件左端Φ57已经加工。按要求完成零件的加工程序编制。
(1) 粗加工程序使用固定循环指令。
(2) 精加工程序使用半径补偿,并说明刀具形式。
(3) 对所选用的刀具规格、切削用量等作简要工艺说明。
(4) 加工程序单要字迹工整。
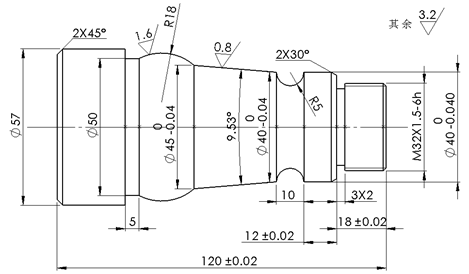
附图2