数控机床仿真实验报告
班级: 机械二班
姓名: 张茂建
学号:200806040217
指导老师: 杨健
实验日期:2011、12、
15
实验一 数控车床操作加工仿真实验
一、实验目的
(1) 掌握手工编程的步骤;
(2) 掌握数控加工仿真系统的操作流程。
二、实验内容
(1) 了解数控仿真软件的应用背景;
(2) 掌握手工编程的步骤;
(3) 掌握SEMENS 802c T数控加工仿真操作流程。
三、实验设备
(1) 图形工作站;
(2) 斯沃数控仿真软件
四、实验操作步骤
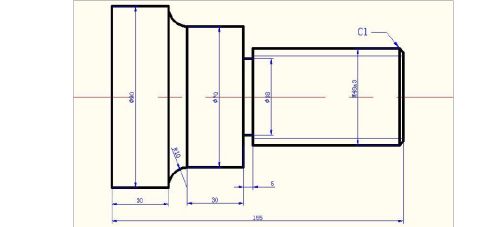
1、 实验试件
试件的形状、尺寸如图1-1所示。
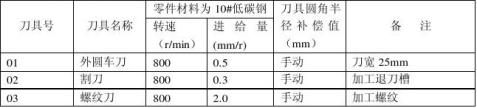
2、 加工采用的刀具参数
刀具及相关参数如表1-1所列
主程序:ZM.MPF:
N0010 T1D1S1000F0.3M03; N0020 G00X105.Z5.;
N0030 _CNAME="L05";
N0040 R105=9R106=0.3R108=4R109=1; N0050 R110=1R111=0.2R112=0.1; N0060 LCYC95; N0061 R105=5R106=0; N0062 LCYC95; N0070 G00Z10.; N0080 T03; N0090 X80.; N0091 Z-85.;
N0100 G01X38.F0.1; N0110 X80.; N0120 Z-83.; N0130 X38.; N0140 X60.;
N0150 G00Z10.; N0160 T07;
N0170 R100=48R101=0R102=48R103=-80; N0180 R104=2R105=1R106=0.3; N0190 R109=5R110=2R111=1.6; N0200 R112=0R113=3R114=1; N0210 LCYC97; N0220 G01X46.F100; N0230 Z10.; N0240 T01; N0250 G01Z0.F0.3; N0260 X48.Z-6.;
N0270 X90.Z5.;
N0280 M05M02;
子程序:L05.SPF:
N0010 G00X48.Z5.;
N0020 G01Z-82.F0.3;
N0030 X70.Z-85;
N0040 Z-115;
N0050 G02X90.Z-125.CR=10;
N0070 G01Z-155.F0.3;
N0080 G00X105.;
N0090 Z10.;
N0100 RET;
6 数控加工仿真系统中的操作步骤:
打开操作界面,返回机床坐标原点,选择合适尺寸的工件,选择刀具并添加到相应的刀具号,然后对刀,添加程序,最后开始仿真加工。
7 1加工成品视窗:
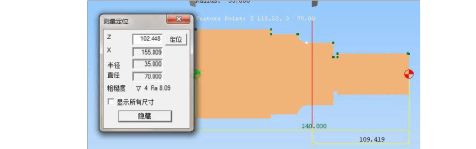
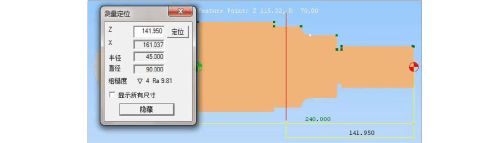
2 测量视窗:
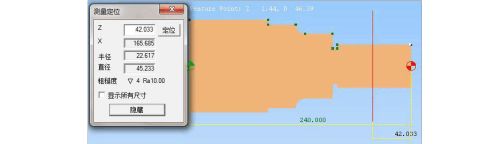
Yhcnc输出信息
消息模式
2011-12-15 11:53 进入 SSCNC: SINUMERIK 802SeT
2011-12-15 11:53 在"N0030_CNAME="L05""行中,LCYC95轮廓子程序不存在! 2011-12-15 11:53 SINUMERIK 802Se: Ref
2011-12-15 11:53 Z回到参考点

2011-12-15 11:53 X回到参考点
2011-12-15 11:54 在"N0030_CNAME="L05""行中,LCYC95轮廓子程序不存在! 2011-12-15 11:55 SINUMERIK 802Se: Jog
2011-12-15 11:55 SINUMERIK 802Se: Jog
2011-12-15 11:56 SINUMERIK 802Se: Jog
2011-12-15 11:57 SINUMERIK 802Se: Jog
2011-12-15 11:58 在"N0030_CNAME="L05""行中,LCYC95轮廓子程序不存在! 2011-12-15 11:59 SINUMERIK 802Se: Jog
2011-12-15 11:59 SINUMERIK 802Se: Jog
2011-12-15 12:02 SINUMERIK 802Se: Jog
2011-12-15 12:03 在"N0030_CNAME="L05""行中,LCYC95轮廓子程序不存在! 2011-12-15 12:03 SINUMERIK 802Se: Jog
2011-12-15 12:05 SINUMERIK 802Se: Jog
2011-12-15 12:07 新建文件 ZM.MPF
2011-12-15 12:07 在"N0030_CNAME="L05""行中,LCYC95轮廓子程序不存在! 2011-12-15 12:07 新建文件 L05.SPF
2011-12-15 12:08 打开文件 ZM.MPF
2011-12-15 12:08 SINUMERIK 802Se: Auto
评分模式
2011-12-15 11:53 进入 SSCNC: SINUMERIK 802SeT
2011-12-15 11:53 -3 在"N0030_CNAME="L05""行中,LCYC95轮廓子程序不存在! 2011-12-15 11:53 SINUMERIK 802Se: Ref
2011-12-15 11:53 Z回到参考点
2011-12-15 11:53 X回到参考点
2011-12-15 11:54 -3 在"N0030_CNAME="L05""行中,LCYC95轮廓子程序不存在! 2011-12-15 11:55 SINUMERIK 802Se: Jog
2011-12-15 11:55 SINUMERIK 802Se: Jog
2011-12-15 11:56 SINUMERIK 802Se: Jog
2011-12-15 11:57 SINUMERIK 802Se: Jog
2011-12-15 11:58 -3 在"N0030_CNAME="L05""行中,LCYC95轮廓子程序不存在! 2011-12-15 11:59 SINUMERIK 802Se: Jog
2011-12-15 11:59 SINUMERIK 802Se: Jog
2011-12-15 12:02 SINUMERIK 802Se: Jog
2011-12-15 12:03 -3 在"N0030_CNAME="L05""行中,LCYC95轮廓子程序不存在! 2011-12-15 12:03 SINUMERIK 802Se: Jog
2011-12-15 12:05 SINUMERIK 802Se: Jog
2011-12-15 12:07 新建文件 ZM.MPF
2011-12-15 12:07 -3 在"N0030_CNAME="L05""行中,LCYC95轮廓子程序不存在! 2011-12-15 12:07 新建文件 L05.SPF
2011-12-15 12:08 打开文件 ZM.MPF
2011-12-15 12:08 SINUMERIK 802Se: Auto
2011-12-15 12:08 NC启动
当前得分:95/100
五:思考题
数控加工中的误差来源有哪些?
在工件的数控加工过程中,误差的来源大体分为三类:第一类误差是程序编制过程中产生的;第二类似数控机床产生的;第三类是工装(包括刀具,夹具,量具等)产生的
实验二 数控铣床操作加工仿真实验
一、 实验目的
(1)掌握数控铣手工编程的方法;
(2)掌握西门子802seM数控系统的基本操作;
二、 实验内容
(1) 了解数控仿真软件的应用背景;
(2) 熟悉西门子802seM系统的基本操作;
(3) 设计一个轮廓型零件,对其进行手工编程,并利用数控加工仿真软件完成加工仿真;
三、 实验设备
(1)图形工作站
(2)南京宇航数控加工仿真软件
四、 实验操作步骤
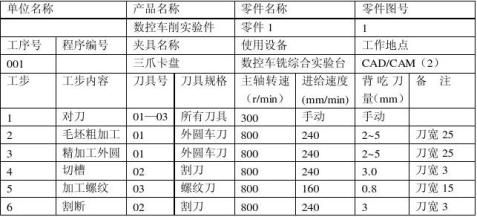
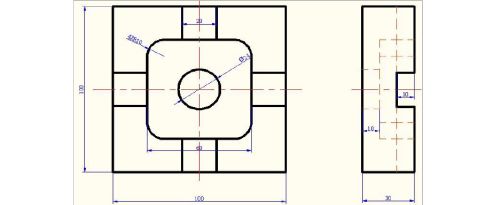
零件图如下:
加工采用的刀具参数


1、 工艺安排
准备工作,开机,反对参考点,根据加工试件选用合适尺寸的工件,根据对刀,加工,选择合
适装夹。确定工艺路线,加工精度,切削用量等。加工过程:第一步;粗加工毛坯外轮廓;第二部,精加工;
1. 手工编程 NC程序
ZZ.MPF:
N0010 G54G90G17G00X0.Y0.Z60.; 第一步:用2号刀铣上平面 N0020 T07M06; N0030 X100.Y-30; N0040 Z-3.M3S1000; N0050 G01 X-30.F0.1; N0060 Y30.;
N0070 X30.;
N0080 G00 Z60M05;
N0090 T01D01M06; 第二步:用1号刀铣端面 N0100 G00X65.Y65.; N0110 Z-40.M3S1000; N0120 G41G01X52.Y52.F0.1; N0130 Y-52.; N0140 X-52.; N0150 Y52.; N0160 X52.;
N0161 X50.5Y50.5; N0162 Y-50.5; N0163 X-50.5; N0164 Y50.5; N0165 X50.5; N0166 X50.Y50.;
N0167 Y-50.;
N0168 X-50.;
N0169 Y50.;
N0170 X52.;
N0171 G40Y60.F0.3;
N0172 G00Z60.;
N0173 T01D01; 第三步:用1号刀铣三个矩形槽,调用LCYC75 N0180 R101=50.0R102=2.0;
N0190 R103=0.0R104=-13.0;
N0200 R116=0.0R117=0.0;
N0210 R118=130.0R119=20.0;
N0220 R120=10R121=3.0;
N0230 R122=200.0R123=500.0;
N0240 R124=0R125=0;
N0250 R126=2R127=1;
N0260 LCYC75;
N0270 G00Z50.;
N0280 R101=50.0R102=2.0;
N0290 R103=0.0R104=-13.0;
N0300 R116=0.0R117=0.0;
N0310 R118=20.0R119=130.0;
N0320 R120=10R121=3.0;
N0330 R122=200.0R123=500.0;
N0340 R124=0R125=0;
N0350 R126=2R127=1;
N0360 LCYC75;
N0370 G00Z50.;
N0380 R101=50.0R102=2.0;
N0390 R103=0.0R104=-23.0;
N0400 R116=0.0R117=0.0;
N0410 R118=60.0R119=60.0;
N0420 R120=10.0R121=3.0;
N0430 R122=200.0R123=500.0;
N0440 R124=0R125=0;
N0450 R126=2R127=1;
N0460 LCYC75;
N0470 G00Z50.M05;
N0480 T3M06; 第四步:用3号刀钻孔,调用LCYC82 N0490 M3S1000;
N0500 G00X0.Y0.;
N0510 R101=20.0R102=4.0R103=-23.0R104=-70.0;
N0520 R105=2;
N0530 LCYC82;
N0540 G00Z60.;
N0550 M05M02;
五、 数控加工仿真系统中的操作步骤
打开操作界面,返回机床坐标原点,选择工件尺寸,选择装夹,选择刀具,然后对刀,把写好的程序送入仿真系统中,然后开始加工零件。
六、 加工视窗
1 成品视窗
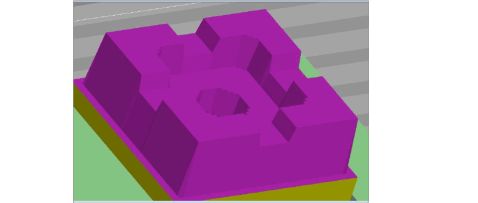
2 测量视窗
Yhcnc输出信息
消息模式
2011-12-12 22:47 进入 SSCNC: SINUMERIK 802SeM
2011-12-12 22:48 SINUMERIK 802Se: Ref
2011-12-12 22:48 Z回到参考点
2011-12-12 22:48 X回到参考点
2011-12-12 22:48 Y回到参考点
2011-12-12 22:50 SINUMERIK 802Se: Jog
2011-12-12 23:06 打开文件 ZZ.MPF
2011-12-12 23:37 SINUMERIK 802Se: Jog
2011-12-12 23:48 SINUMERIK 802Se: Jog
2011-12-12 23:53 打开文件 ZZ.MPF
2011-12-12 23:55 SINUMERIK 802Se: Auto
2011-12-12 23:55 NC启动
2011-12-12 23:58 SINUMERIK 802Se: Auto
2011-12-12 23:58 NC启动
评分模式
2011-12-12 22:47 进入 SSCNC: SINUMERIK 802SeM
2011-12-12 22:48 SINUMERIK 802Se: Ref
2011-12-12 22:48 Z回到参考点
2011-12-12 22:48 X回到参考点
2011-12-12 22:48 Y回到参考点
2011-12-12 22:50 SINUMERIK 802Se: Jog
2011-12-12 23:06 打开文件 ZZ.MPF
2011-12-12 23:37 SINUMERIK 802Se: Jog
2011-12-12 23:48 SINUMERIK 802Se: Jog
2011-12-12 23:53 打开文件 ZZ.MPF
2011-12-12 23:55 SINUMERIK 802Se: Auto
2011-12-12 23:55 NC启动
2011-12-12 23:58 SINUMERIK 802Se: Auto
2011-12-12 23:58 NC启动
当前得分:94/100
七、 思考题
数控铣削加工中,如何建立工件坐标系与机床坐标系的联系?
在机床的机械坐标系中设有一个固定的参考点(假设为(X,Y,Z))。这个参考点的作用主要是用来给机床本身一个定位。因为每次开机后,无论工件停留在哪个位置,系统都把当前位置设定为(0,0,0),这样势必造成基准的不统一,所以每次开机的第一步操作为参考点回零点,也就是通过确定(X,Y,Z)来确定原,点(0,0,0)。
第二篇:数控机床仿真操作
数控机床仿真操作
一、基本内容
1、数控机床的操作面板
二、教学参考时数:4
三、授课形式:实践
四、学习要求
1、掌握数控机床的基本操作
11.1 数控机床的操作面板
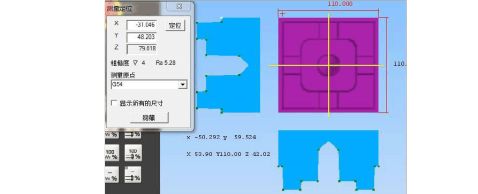
11.1.1 数控系统操作面板(CRT/MDI面板)
该面板通过显示屏(即CRT)和键盘(即MDI)进行人与数控系统间的对话,实现对数控系统的控制。
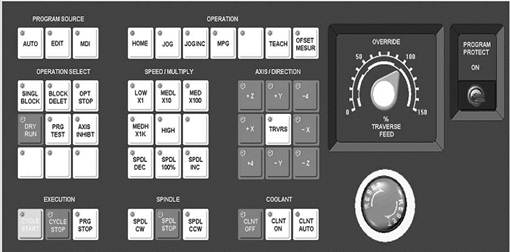
11.1.2 机床操作面板
机床操作面板位于窗口的右下侧,如图所示。主要用于控制机床的运动和选择机床运行状态,由模式选择旋钮、数控程序运行控制开关等多个部分组成。
11.2 数控机床的基本操作
数控铣床的加工过程一般如下:
11.2.1开机
①开启机床总电源;
②开启数控系统电源;
③数控系统复位,手动各坐标轴回参靠点。
将选择工作方式HOME,按下 ,铣床沿X方向回零;按下
,铣床沿X方向回零;按下 ,铣床沿Y方向回零;按下
,铣床沿Y方向回零;按下 ,铣床沿Z方向回零。回零之后,屏幕如图所示:
,铣床沿Z方向回零。回零之后,屏幕如图所示:

11.2.2编辑程序
1、程序的输入
将编制好的加工程序输入到数控系统中去,以实现机床交通规则工件的自动加工。程序的输入方法有两种:一种通过MAI键盘输入(多为手工编程);另一种是通过微机RS232接口,由微机传送到机床数控系统的存储器中(多为自动编程)
(1)通过控制箱操作面板手工输入NC程序
操作方法如下:
①置模式开关在EDIT。
②程 序 保 护 钥 匙开关置“解除”位。
③按PROGRAM 键。
键。
④按软键LIB
⑤按数字/字母键 ,键入地址O。
,键入地址O。
⑥键入程序号(数字)。如前面单阶外轮廓铣削程序号“921”
⑦按 键。
键。
⑧开始程序输入。
如输入O921中的程序段:
N10 G54 G17 G90 G40 G49 G94
N20 M03 S300
……
每次可以输入一个代码;如图所示键入“N10”后,按键。则输入了N10:再键入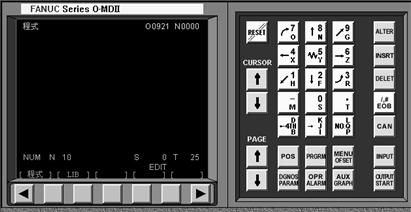
“G54 ” 按键,则输入了G54:依次输入其它字,当“G94”输入后,按回车换行键 结束一行的输入后换行。再继续输入。
结束一行的输入后换行。再继续输入。
2、程序的编辑
(1)插入程序内容
①使用翻页键(标有PAGE的↑↓键)和上下光标 键(标有CURSOR的↑↓键)将光标移动到插入位置的前一个词下。
②键入需要插入的内容。此时键入的内容会出现在屏幕下方,该位置被称为输入缓存区。
③按INSERT键,输入缓存区的内容被插入到光标 所在的词的后面,光标则移动到被插入的词下。
当输入内容在输入缓存区时,使用CAN键可以从光标所在位置起一个一个地向前删除字符。程序段结束符“;”使用EOB键输入。
(2)修改一个字
①使用翻页键(标有PAGE的↑↓键)和上下光标 键(标有CURSOR的↑↓键)将光标移动到需要被修改的字下。
②键入替换该字的内容,可以是一个字,也可以是几个字甚至几个程序段(只要输入缓存区容纳得下的话)。
③按ALTER键,光标所在 位 置的字将被输入缓存 区的内容替代。
3、程序与程序号搜索并调出程序
①方式选择开关置“程序编辑”或“自动运行” 位。
②按 键。
键。
③键入地址O(按O键 )。
)。
④键入程序号(数字)。
⑤按向下光标键(标有CURSOR的↓键 )
)
搜索完毕后,被搜索程序的程序号会出现在屏幕的右上角。如果没有找到指定的程序号,会出现报警。
11.2.3工件装夹
保证安装可靠,加工时不发生干涉。
11.2.4刀具装夹
装上所用刀具。
11.2.5对刀并设置工件零点
①Z向对刀
将工作方式按键置于JOG状态或JOGINC状态→移动Z轴,使铣刀达到Z方向对刀点→点击 按钮→按“综合”软键,读出Z机械坐标值→推算出G54坐标系Z轴向偏移量。
按钮→按“综合”软键,读出Z机械坐标值→推算出G54坐标系Z轴向偏移量。
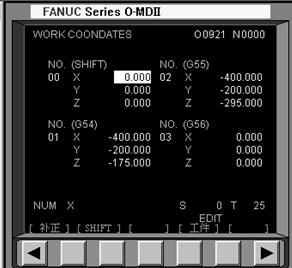
置开关在EDIT或AUTO,按 键进入参数设定页面,如图所示。按“工件”软键,用PAGE:
键进入参数设定页面,如图所示。按“工件”软键,用PAGE: 和
和 键在No1~No3坐标系页面和No4~No6坐标系页面之间切换,No1~No6分别对应G54~G59。用CURSOR:和选择G54坐标系相应地址字Z并输入相应Z轴向偏移量到输入域。按
键在No1~No3坐标系页面和No4~No6坐标系页面之间切换,No1~No6分别对应G54~G59。用CURSOR:和选择G54坐标系相应地址字Z并输入相应Z轴向偏移量到输入域。按 键。
键。
②X向对刀
将模式按键置于JOG状态或JOGINC状态→将铣刀移至工件左侧方,移动X轴,使铣刀达到X方向对刀点→点击按钮→按“综合”软键,读出X机械坐标值→推算出G54坐标系X轴向偏移量。
置开关在EDIT或AUTO,按 键进入参数设定页面,如图12.5所示。按“工件”软键,用CURSOR:和选择G54坐标系相应地址字X并输入相应X轴向偏移量到输入域。按键。
键进入参数设定页面,如图12.5所示。按“工件”软键,用CURSOR:和选择G54坐标系相应地址字X并输入相应X轴向偏移量到输入域。按键。
③Y向对刀
将模式按键置于JOG状态或JOGINC状态→将铣刀移至工件工件前侧,移动Y轴,使铣刀达到Y方向对刀点→点击按钮→按“综合”软键,读出Y机械坐标值→推算出G54坐标系Y轴向偏移量。
置开关在EDIT或AUTO,按 键进入参数设定页面,如图12.5所示。按“工件”软键,用CURSOR:和选择G54坐标系相应地址字Y并输入相应Y轴向偏移量到输入域。按键。
键进入参数设定页面,如图12.5所示。按“工件”软键,用CURSOR:和选择G54坐标系相应地址字Y并输入相应Y轴向偏移量到输入域。按键。
11.2.6设定相关的加工参数
1、刀具参数的设置
点击 键,点选“补正”软键,如图所示,通过光标键移动到参数修改位置,其中,H为刀具长度,D为刀具半径。注意输入的参数应与所用刀具号的相关参数一致。
键,点选“补正”软键,如图所示,通过光标键移动到参数修改位置,其中,H为刀具长度,D为刀具半径。注意输入的参数应与所用刀具号的相关参数一致。

11.2.7加工
在加工过程中要注意观察铣刀的位置、状态以及切屑的状态,必要时通过手动的方法改变主轴转速和进给速度使切削达到最佳加工效果。
1、试运行数控程序
试运行数控程序时,机床和刀具不切削零件,仅运行程序。
(1) 点击 ;
;
(2)选择一个数控程序;
(3)按 按钮。
按钮。
(4) 按数控程序运行控制开关中的  按钮。
按钮。
2、单步运行
(1) 点击 ;
;
(2) 数控程序运行过程中,每按一次执行一段数控程序。
3、自动运行数控程序加工零件
(1) 置模式旋钮在 位置;
位置;
(2) 选择一个数控程序;
(3)按数控程序运行控制开关中的 按钮。
11.2.8关机
①数控系统复位,手动各坐标轴返回参考点;
②关闭数控系统电源;
③关闭机床总电源;
④清理机床。