施工组织设计(方案)报审表
工程名称:包钢轨梁厂横列式轧机改造项目 编号:
审 批 表

包钢轨梁厂横列式轧机改造项目
步进式加热炉区机械设备安装方案
批准:
审核:
编制: 章 伟
中国二冶集团机电公司
第二分公司
20##年5月
目 录
1、工程概况-------------------------------------------------2
2、加热炉主要工艺参数----------------------------------2
3、加热炉区机械设备组成----------------------------------2
4、采用技术标准----------------------------------------------3
5、施工准备-------------------------------------------------3
6、安装程序----------------------------------------------------4
7、设备的就位-------------------------------------------------4
8、加热炉本体机械设备安装-------------------------------5
9、加热炉区炉前、炉后机械设备安装-------------------6
10、试运转------------------------------------------------------7
11、安全措施---------------------------------------------------8
1、工程概况
包钢轨梁厂横列式轧机改造工程新建一座步进式加热炉,加热炉区生产工艺是钢坯从1##上料台架、2#上料台架上料经1#上料辊道、2#上料辊道、炉前辊道、入炉辊道,用装钢机将钢坯装入加热炉进行加热,升降梁框架安装在16组斜度为11°的斜轨座上,靠两台升降液压缸,带动上16组、下16组滚轮实现升降动作,水平移动框架靠升降梁框架上的16组滚轮支撑,通过一台平移油缸带动升降梁框架实现水平移动,钢坯通过升降平移机构的正循环,逆循环的同步运动而实现加热,钢坯加热后经出钢机出炉至出炉辊道上。炉体钢结构待具体图纸到位后具体编制。
2、加热炉主要工艺参数
2.1进出料中心距43000㎜。
2.2升降框架组装尺寸36195×6650㎜,组装重量57946.74㎏。
2.3水平移动框架组装尺寸37260×10000㎜,组装重量100145.94㎏。
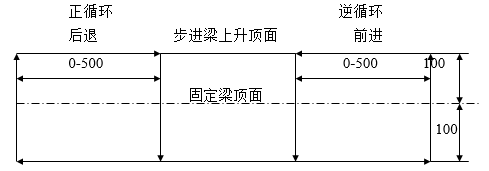
2.2平移油缸:WG01CD250B/280/180-550A10/032CGDMA(带进口外置位移传感器),油缸扁头GAK130,缸径Φ280㎜,杆径Φ180㎜,行程550㎜,工作行程0-500㎜,工作压力18MPa。
2.3升降油缸:WG01CD250B/360/250-1100A10/033CGDMA(带进口外置位移传感器),油缸扁头GAK216,缸径Φ360㎜,杆径Φ250㎜,行程1150㎜,工作行程1048㎜,工作压力18MPa。
2.4步进周期:60s
3、加热炉区机械设备组成
3.1加热炉区炉前机械设备组成
1)固定挡板1 2)1#上料辊道
3)2#上料辊道 4)炉前辊道
5)入炉辊道 6)1#上料台架
7)2#上料台架 8)装钢机
3.2加热炉炉底机械组成
1)水平移动框架装配 2)升降框架装配
3)Ф1000滚轮装配 4)水平定心装置
5)升降定心装置 6)斜轨座装配
7)斜轨装配 8)升降液压缸装配
9)平移油缸装配
3.3加热炉区炉后机械设备组成
1)出炉辊道 2)出钢机装配
3)固定挡板2
4、采用技术标准
(1)《机械设备安装工程施工及验收通用规范》 GB50231-2009
(2)《轧钢机械设备工程安装验收规范》 GB50372-2006
(3)《现场设备、工业管道焊接工程施工及验收规范》 GB50236-98
(4)设备安装随机技术文件资料
5、施工准备
(1)工程施工前,厂房已基本完工。
(2)有关的基础、沟道等工程已完工,其混凝土强度不低于设计强度的75%。
(3)安装施工地点及附近的建筑材料、泥土、杂物等,应清除干净。
(4)设备开箱在建设单位管理有关人员参加下,进行下列项目检查:
a. 箱号、箱数以及包装情况;
b. 设备的名称、型号和规格;
c. 装箱清单、设备技术文件、资料及专用工具;
d. 设备有无缺损件,表面有无损坏和锈蚀。
(5)设备基础的验收
a. 设备基础尺寸和位置的允许偏差应符合相应规定;
b. 设备基础表面的油污、碎石、泥土、积水等均清除干净;预埋地脚螺栓允许偏差应符合相应规定,并且螺纹和螺母应保护完好;
c. 办理相应的验收文件资料。
6、安装程序
加热炉区炉前机械设备安装顺序: 基础检查验收及中心标板、基准点设置→固定挡板1、1#上料辊道、2#上料辊道、炉前辊道、入炉辊道→1#上料台架、2#上料台架、装钢机
加热炉炉底机械安装顺序:基础检查验收及中心标板、基准点设置→斜轨、斜轨座就位安装→升降框架和下滚轮分段组装检测→升降框架分段安装及调整→升降液压缸安装→上滚轮安装→水平移动框架分段组装检测→水平移动框架分段安装及调整→活动梁立柱安装→水封装置安装→活动梁纵梁、固定梁立柱、固定梁纵梁安装→其他外围设备安装
加热炉区炉后机械设备安装顺序: 基础检查验收及中心标板、基准点设置→出炉辊道、固定挡板2→出钢机安装
7、设备的就位
7.1基础的处理
设备就位前,对基础表面进行处理后,依据地脚螺栓位置进行垫铁座浆,并设置调整垫板组。
7.2 基础放线
基础放线必须根据精整区域总体测量点进行中心与标高的控制。对设备底座安装,测量人员必须跟踪,随时进行测量。
7.3地脚螺栓
预埋地脚螺栓的验收以设备基础尺寸和位置的允许偏差进行检验,其外露基础部分应垂直,设备底座套入地脚螺栓有调整余量,且不得有卡住现象。
7.4垫铁的安、设
7.4.1垫铁面积按设备负荷等计算,每个地脚螺栓旁至少放一组垫铁,垫铁规格为220㎜×110㎜。
7.4.2垫铁大小规格须一致,垫铁的层数不超过5块。
7.4.3设备调平后,平垫铁外露10-30㎜,斜垫铁外露10-50㎜,且伸入设备底座底面长度须超过设备地脚螺栓的中心。
7.4.4垫铁组在验收后,二次灌浆前,必须进行每组垫铁层间的点焊。
8、加热炉本体机械设备安装
8.1斜轨、斜轨座就位安装
升降框架由14组斜轨座、2组斜轨支撑,由两套升降液压缸带动下16组滚轮在斜度为11°的斜轨座上运动,升降框架行程1048㎜,升降高度为200㎜,配合水平移动框架水平移动500㎜,来完成机构所需正、逆循环运行轨迹。
为了能精确调整斜度为11°斜轨座的中心线、标高、对角线、水平度,需利用设备制造厂提供的斜度为11°的斜支座作为辅助安装和测量用工具。
8.2升降框架、水平移动框架安装
8.2.1组装平台的搭设
根据设计及安装要求,需在现场设置一组装平台,对分段升降框架和水平移动框架进行组装检测,组装平台的顶面要求平直,以便升降框架和水平移动框架的精确组装。组装平台的面积约为40000×10000㎜。所用材料:
I20#工字钢 330米
找正垫板δ20 200㎏
8.2.2用足够起吊机具分段将框架梁平稳放置在组装平台上(要求事先放置调整垫块,对其顶面调平并加以固定),按照调测的形位公差要求,按夹板上的标记在接合线对接,定位后用螺栓拧紧,用液压千斤顶顶紧框架梁,每条动梁加一台,用于冷试动作。
8.2.3接合成一体的框架梁,经过第一次试运转(即作步进梁循环)运动后对框架梁进行静和动的检测合格后再对框架梁各接合处进行焊接。
8.2.4接合成一体的框架梁,经过第一次试运转后,对框架梁进行动和静的检测,如发现几个托辊有接触不良之处,需检查平移托辊及升降托辊,不平时可调节调整垫片,必须调整到既达到平面度要求,又要各处接触良好受压均匀,才能进行步进梁的安装。
8.2.5 提升框架对角线差允许偏差4.0mm,提升滚轮纵向中心偏移允许偏差1.0mm,提升滚轮横向中心偏移2.0mm,提升滚轮与炉子中心线平行度±0.5mm。
8.2.6水平移动框架同理按上述要求安装调整。
9、加热炉区炉前、炉后机械设备安装
9.1设备的吊装
根据设备重量选择合适的吊装钢丝绳,利用厂房内桥式起重机将设备逐件吊装就位,并逐件调整。
9.2上料辊道、炉前辊道、入炉辊道、出炉辊道安装
以辊道已埋设的中心标板为基准,分别挂设一根中心线。分出辊中心点,在辊面利用水准仪找正、找平、找标高,传动辊道的标高以辊面为基准,控制其偏差在±0.5㎜的范围内。
传动辊道中心线以辊长中心为基准,其纵向中心线应对准已埋设的中心标板的纵向中心线,控制其偏差在1㎜的范围内。
传动辊道水平度以辊面为基准,控制其公差在0.10/1000的范围内。
9.3上料台架、上料台架、装钢、出钢机设备的找正
(1)设备就位后,利用水准仪确定出的标高安装基准点和经纬仪确定的安装基准线对其进行找正。
(2)设备找正的基准应以加热炉区域测定的中心线为基准来调正中心线。利用钢线挂设线坠,找正设备中心位置,使轴承座中心控制在±1.00㎜之内。
(3)设备的找平和找标高,使用千斤顶和垫板调整其标高,调整轴承座标高≤±1.00㎜,同时调整轴承座、传动轴、减速机的安装水平度,轴承座、减速机偏差不应大于0.1/1000,传动轴偏差不应大于0.15/1000。
(4)设备找平、找正,经检验合格后,对其底座垫板组点焊,并进行二次灌浆。
10、试运转
10.1试运转前应具备条件。
10.1.1设备及其附属装置等全部施工完毕,并按系统检验完毕,应符合试运转要求。
10.1.2参加试运转人员应熟悉设备的构造、性能和设备技术文件,并应掌握操作规程及试运转规程。
10.1.3设备及周围环境清扫干净,设备附近不得进行有粉尘或噪音较大的作业。
10.1.4上料台架、上料台架、装钢、出钢机试运转前应具备条件
驱动电机与设备的转向相符。各固定连接部紧固,各润滑部位加注正确的润滑剂。
安全保护装置及电控灵敏、准确,可靠。
设备盘车灵活,无异常现象。
10.2炉底机械单体试运转
升降、水平移动装置在全行程内往返5~10次,各部动作应平稳,无异常声响。
10.3辊道试运转
(1)在整个试运转工作中,专人负责指挥,各个检查部位有负责人进行检查,规定好联络信号。
(2)非试运转工作人员禁止进入工作场地。
(3)辊道试运转,先盘车,后单组辊道运转,最后连续运转。
(4)试运转时间:无负荷试运转,正、反转各1小时。
11、安全措施
1.1针对施工特点及注意事项由技术人员编制切实可行的安全技术措施,并向作业人员交底,接受交底人履行签字手续。
11.2电工、焊工、起重工等特种作业人员要持证上岗。
11.3所有施工机具进入施工前应进行检查,方能进行施工,对于较重要的机具或索具应进行负荷试验,确认安全可靠后才能使用。
11.4施工用电及临时设施用电线路,由专人负责维护定期点检,发现隐患及时处理。
11.5危险部位要设置明显的安全标志,夜间施工要有足够的照明,搞好三大防护,保证人身安全。
11.6在现场及临时设施中,设置必要的灭火消防用具。
11.7严格执行停送电联系制度。
11.8施工现场文明整洁、材料、机具、设备堆放有序,道路通畅。
11.9施工人员应遵守有关安全技术规程,规范的规定,并严格按本工
种安全操作规程施工。