附表6
新乡职业技术学院 毕业设计(论文)开题报告书
题目名称:
学生姓名:
学 号:
系 部:
专业年级:
指导教师:
填写时间:
复摆颚式破碎机 机械制造系 2013-11-21
新乡职业技术学院毕业设计(论文)开题报告


第二篇:复摆颚式破碎机的轴承

第34卷 2006年第4期
复摆颚式破碎机的轴承
论文编号:1001-3954(2006)04-0026-28
复摆颚式破碎机的轴承
李本仁
上海杰弗朗工程设备有限公司
摆颚式破碎机上装有两对轴承:一对轴承装在机架与偏心轴之间,通常称为机架轴承,
机架轴承支承偏心轴作回转运动;另一对轴承装在动颚与偏心轴之间,通常称为动颚轴承,支承动颚在偏心轴回转时作摆动运动。两对轴承将破碎机运行时的破碎物料负荷传递到机架上,是颚破机重要的零部件之一。
为了保证颚破机的正常运行,不仅轴承的制造质量良好,而且颚破机的轴承选型必须正确,轴承相关结构的设计必须合理,轴承的装配和使用必须符合规范。
上海
200011
复
当 σB = 250 MPa 时,σ= 12.5 MPa,P = 2 064kN (实测 2 036 kN)。
σB = 183 MPa 时,σ = 9.15 MPa,P = 1 510 kN(实测 1 490 kN) (图 1)。1.1.2确定轴承负荷颚破机的偏心轴每回转一圈,动颚实施向前摆动挤压破碎和向后退回排出物料的运动,由此,轴承所承受的是脉冲循环应力。在偏心轴转过 360°时,每一位置上的破碎力从零到最大之间变化。为方便计
1轴承选型
球面滚子轴承承受径向负荷能力大,又能承受 2个方向的轴向负荷,特别适合颚破机的重型、冲击负荷的工况。国内外各制造商均选择这种型式的轴承作为颚破机轴承,在轴承型式确定后,轴承的选型指:轴承尺寸、精度、内部游隙、保持架和润滑方式等 5个方面。
图1
算,可以将 360°划分为
等步长的计算单位,例如: 10°或 20°,并且假设在每一单位内,轴承所受破碎力是不变的,然后通过多次实测和计算,得到每一单位时的破碎力,再计算,实际测定 P′= 0.22  ̄ 0.24 P,在计平均破碎力 P′
算轴承寿命时,将 P′作为轴承当量负荷,代入公
6
式:Ln = 10/ 60n(C/ P′)ε 中来计算轴承寿命。
例如:PE400×600 颚破机,已知采用轴承型号为 22338,其 C动 = 1 870 kN,n = 280 r/ min ε= 10/ 3,P′= 0.23P = 0.23×2 064 kN = 475 kN,于是轴承寿命 Ln = 5 735 h。
1.1轴承尺寸
2626
破磨
常规的设计计算程序如下:由破碎力计算偏心轴的尺寸。当初定偏心轴在机架轴承和动颚轴承处的轴
颈后,据此初定轴承规格。通常尽可能选用中宽系列规格,校核轴承的理论使用寿命,以满足相关标准。在这一程序中,解决两个关键问题,方能正确选择轴承尺寸。
1.1.1确定破碎力
颚式破碎机的最大破碎力计算公式较多,不同公式的计算结果相差颇大,在无法实际测定颚破机应力情况下建议采用下列经验公式来计算最大破碎力 P P =σA(N)
式中σ —— 待破碎物料的抗劈裂强度,取 σ = 1/
20 σB
σB —— 物料抗压强度,MPaA —— 当量破碎面积,mm2 A = KHL
式中H —— 破碎腔有效高度,mm
L —— 破碎腔有效长度,mm
K —— 破碎腔的填充系数,取 K= 0.24  ̄ 0.30之间
K 与物料粒度分布有关,当进料大颗粒较多时建议取小值;与破碎腔形有关,当宽度 B 较大时取小值,当啮角 α 较大时取小值。
例如:对 PE400×600 破碎机,已知:H = 949mm,L = 600 mm,取 K = 0.29。
作者简介:李本仁,男,1946 生,教授级高级工程师,上海杰弗朗工程设备有限公司总工程师。
1.2轴承精度
轴承精度包括:尺寸公差和旋转精度 2 个方面,不管是轴承组成各零件的几何公差还是旋转时的径向,轴向跳动误差,由于颚破机在低于 300 r/ min 的主轴转速下运动,故普通精度轴承均能满足使用。
1.3内部游隙
球面滚子轴承只存在径向游隙,按标准其径向游隙分为 5 组,在出厂前由制造商已选配调整好。此时游隙称为原始游隙。
轴承装配之后,其原始游隙将会减少。对动颚轴承而言,偏心轴与它是采用过盈配合装配。动颚轴承加热后内圈膨胀装在偏心轴上,内圈的扩大将减少轴承的原始游隙。对机架轴承而言,常采用退卸套装在轴承内圈与偏心轴之间来固定,退卸套的轴向移动是决定轴承的径向游隙减少量。一般轴承手册都给定不同规格轴承的最小和最大径向游隙减少量。规定最小径向游隙减少量是防止退卸套未装紧,与偏心轴或轴承内圈产生相对转动而发热咬死。规定最大径向游隙减少量是防止轴承内圈变形大而造成附加应力在使用中过早疲劳损坏。
原始游隙在装配减少后剩余的游隙是轴承工作时的游隙,称为工作游隙,工作游隙是轴承正常使用的重要因素。颚破机的使用环境较差,轴承内外圈的温
Mining & Processing Equipment
复摆颚式破碎机的轴承
差比较大,因此,应该留有较大的工作游隙。
由上所述,在选择颚破机轴承原始游隙时,建议选用标准中的第 3 组游隙,即通常称为 C3 规格,保证在装配时一定减少量后还能剩余足够的工作游隙,以利轴承正常工作。
例如:22338C3 轴承原始游隙按标准为 0.20  ̄0.26 mm,装配时的减少量规定最小为 0.09 mm,最大为 0.13 mm,则工作游隙应大于 0.10 mm。
22338 轴承内经 d = 190 mm,轴承钢线膨胀系数 α = 12.4×10-6 L/ ℃,当工作游隙为 0.10 mm 时,允许内外极限温差 Δt = Δδ/ αd = 42℃,显然能满足颚破机的正常使用。
第34卷 2006年第4期
2.1轴承相对机架位置
在高度方向,偏心轴的位置称为动颚的悬挂点,为了取得良好的进料口和排料口的动颚运动轨迹,通常推荐低悬挂甚至零悬挂。由于悬挂点较低使轴承受力增大,从而逼使选择更大规格轴承,而且使活动齿板的紧固尺寸比较困难。因此必须综合平衡,不能一味追求运动轨迹,目前可采用参数优化设计来计算。在宽度方向,机架轴承的宽度中心应尽可能与机架侧板厚度中心吻合,此时由飞槽轮悬臂对轴承的附加力矩将会最小。由此确定机架轴承间距后按密封布置,可定动颚轴承的间距。
1.4轴承保持架
2.2轴承的轴向定位
调查主要的轴承供应商,其球面滚子轴承由 5  ̄6 种结构,分别分为内圈挡边有无,中间挡边有无,导环有无,滚子是否对称等。保持架是一体式还是分体式则与内圈形状相配,其材质有:尼龙、钢板冲压件,铸铜和铸铝 4 种。
不同结构的轴承其承载能力不一样,针对颚破机的重载冲击负荷,保持架采用钢板冲压或铸铜材料较好,应避免采用尼龙类或铝合金等材料。
1.5润滑方式
早期的颚破机曾采用滑动轴承,并采用稀油润滑,目前都采用滚动轴承,仍有少数企业采用稀油润滑,但密封比较复杂,由于主轴转速较低,油脂润滑被极大多数颚破机制造商采用。各个轴承制造商在对轴承使用寿命作大量研究之后,都对传统的轴承使用寿命计算方式提出修正,其核心思想是:在同样工况条件下,如果采用正确的润滑方式,可以大大提高轴承的使用寿命,正确的润滑方式包括润滑油脂的选择(脂种类、粘度、添加剂) 和密封。按照颚破机的轴承转速、使用温度和迷宫密封方式,建议选用 2 号针入度的锂基合成油作润滑油脂。
动颚轴承内圈内侧由偏心轴轴肩定位,外侧由轴密封盖借助机架轴承最终靠圆螺母拧紧定位。动颚轴承外圈内侧无定位,外侧由动颚密封盖定位,此盖用螺栓拧紧时,可垫纸垫片调节轴向间隙,使之贴紧,此盖螺栓应设计多些并尽可能大,由齿板上的轴向力通过动颚传递到轴承上,主要由此盖承受。一旦螺栓不够多或大,此处螺栓将松动,无法对动颚轴承定位。
机架轴承的内圈内侧由偏心轴上轴密封盖定位,可靠的设计是动颚轴承内圈外侧与机架轴承的内圈内侧采用同一密封盖,此盖跨在偏心轴上必定随轴旋转,不会相对转动而发热。机架轴承内圈外侧往往由退卸套固定时斜面顶紧定位。机架轴承外圈在传动端处由轴承座或密封盖定位,非传动端 (即飞轮端) 往往放松不作定位,在运行时允许偏心轴热膨胀而伸长。
2.3轴承密封
破磨
当轴承采用油脂润滑时,颚破机普遍采用迷宫密封,按密封位置迷宫可采取径向或轴向两种,一般用径向密封比较易布置。对大型规格颚破由于偏心轴挠度较大,易引起迷宫相碰,且采用较大的间隙。为加强迷宫密封效果,可以在迷宫处专门设油脂加入孔,加入硬脂来密封轴承。
2轴承相关结构设计
2.4轴承座
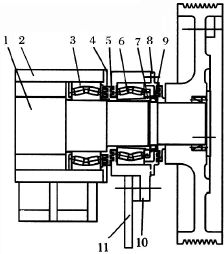
轴承相关结构包括:轴承相对机架的位置、轴承的轴向定位、密封和机架轴承座等 4 个方面 (见图 2)。
动颚轴承安装在动颚轴承孔内,不存在单独轴承座,而机架轴承座有分体式和整体式两种,由于机架轴承的主应力方向往往与垂直线方向偏 15°左右,因此不适宜用水平剖分的上下分体式轴承座,尤其是大型规格轴承,否则在倾斜的重型冲击负荷下,分体式轴承座受到侧向力会引起内孔变形,从而破坏轴承。
3轴承装配
动颚轴承加热后与偏心轴热装,应预先测量过盈配合的实际过盈量,然后决定加热温度,例如:22338 轴承内圈 d = 190 mm,当过盈量为 0.04 mm时,加热温度按公式
t = (Emax + E0)/ (αd) + t0 = 62.4℃式中Emax—— 过盈量,0.04 mm
α —— 钢热膨胀系数,12.4×10-6 L/ ℃d —— 内圈直径,190 mm
E0 —— 热装时操作所需间隙,推荐为 0.06 mmt0
—— 室温,设 20 ℃
动颚轴承与偏心轴装妥后以撞击法装入动颚轴承孔,此时采用过渡配合,孔应略大 0.01  ̄ 0.03 mm (考虑到加工的不圆度和圆柱度),故外
(下转第 28 页)
1. 偏心轴2. 动颚3. 动颚轴承4. 轴密封盖5. 密封盖6.机架轴承7. 退卸套8. 机架密封盖9. 圆螺母10. 轴承座11. 机架侧板
图
2
2727
Mining & Processing Equipment
第34卷 2006年第4期粉磨机零件极限磨损量的确定方法
论文编号:1001-3954(2006)04-0028-30
粉磨机零件极限磨损量的确定方法
蒋冬青1
1
刘明红2
421008
湖南建材高等专科学校湖南衡阳
2
华中水泥有限公司
损是零件两接触表面间由于摩擦的机械作用使表面物质逐渐损耗的过程,它将导致在垂
直于摩擦表面的方向上零件尺寸的逐渐减小。当磨损到一定程度,即零件的尺寸减小到一定尺寸 (即极限磨损量) 时,零件的机械强度大大削弱,磨损率急剧增加,会产生异常噪声和振动,摩擦副温度迅速升高,很快导致零件失效。所以,对于设备零件的设计人员来说,零件的极限磨损量是一个很重要的控制指标。然而,对机械设备的使用者来说,由于知识水平和工作经验等因素的影响,往往不能理解设计者的意图,即不了解零件的极限磨损量,因此,在实际生产中,经常出现零件不该换的换了,该换的却仍在使用的问题,尤其在矿山、建材、化工等行业,由于设备工作环境较差,粉尘较多,设备零件的磨损问题比较突出,零件磨损到极限磨损量后仍在使用的较多。从表面看,这些零件仍可使用,但实际上,由于振动加大,磨损加快,会造成油耗增加,设备的联接螺栓甚作者简介:蒋冬青,男,1963年生,1986年毕业于武汉工业大学机械工程系,现为湖南建材高等专科学校副教授,主要从事建材机械和现代管理工程方面的教学与科研。
磨
至基础会振松,严重时会使相关联的其它零件磨损甚至报废,并且会导致设备的技术经济参数不能达到要求。因此,了解机械设备零件的极限磨损量,控制零件的磨损量在极限量之内,对设备的正常运行具有重要的意义[1]。下面以典型的水泥粉磨机械零件为分析对象,阐述零件极限磨损量的确定方法。
1按照制造厂家提供的数据确定
制造厂家给用户提供的设备使用说明书是设备的使用和维护指南,从中可获得有关的技术参数,有些也给出了零件极限磨损量的数据,这些数据是通过理论分析、试验研究或总结使用经验而得来的,可供设备的使用人员参考。
例如,我国从法国 FCB 公司进口的规格为 HRM- 3800 的 HORO 磨,已在黑龙江牡丹江水泥厂投入使用,其工作原理为:物料由入料端进入磨内后,在磨内做离心运动,被与磨体长度一致的刮刀刮下落到物料推进装置的调整板上,物料推进装置将物料导向出料方向。HORO 磨在粉磨过程中,其旋转的筒体内圆与外圆借助被粉磨的物料在液压力的作用下相切,
2828
破磨
dcdcdcdcdcdcdcdcdcdcdcdcdcdcdcdcdcdcdcdcdcdcdcdcdcdcdcdcdcdc(上接第 27 页)圈装配不会减少原始游隙。定位外圈
的轴承密封盖必须测量是否压紧,可加纸垫片调整,不允许外圈松动。
机架轴承安置在轴承座与偏心轴之间,由退卸套装紧,应预先测量轴承原始游隙和偏心轴轴颈尺寸,计算退卸套轴向移动距离,并最终测量装配后轴承工作游隙,退卸套的移动要满足原始游隙的减少量,否则在使用过程中易松动而损坏,此处必须采用液压螺母等工具来装退卸套,否则很难达到需要的减少量。退卸套达到装配位置后,以圆螺母锁紧。止退方式必须可靠,可以用锁紧垫圈或锁紧卡,甚至用飞槽轮压紧,最终靠轴端挡板定位。整体轴承座安装在机架上,应采用高强度螺栓,必须用扭力扳手紧固,以给此处螺栓装配予紧力,予紧力应达到该规格螺栓的标准值,否则在使用过程中螺栓会松动甚至断裂。
轴承装配后,润滑油脂填脂量应控制在轴承空间的 2/ 3,轴承两侧空腔应空出,以收容使用中挤出的油脂,不必加脂过多,增加轴承摩擦阻力。
补脂是按轴承大小计算
W = 0.005 DB (g)式中D —— 轴承外径,mm
B —— 轴承宽度,mm
如 22338 轴承,D = 400 mm,B = 132 mm,则W = 264 g,补脂时间由轴承使用工况、温度决定。对颚破机建议运行 100 h 补脂一次。
检脂时间由轴承转速决定,可按照下式计算 t = [N]/ 60nd
式中[N] —— 润滑脂许用值,对球面滚子轴承取 0.9×1010
n —— 转速,r/ mind —— 轴承内径,mm
如 22338 轴承用于 PE400×600 颚破机,n =275r/ min ,d =190 mm,计算得 t = 2 870 h。
换脂时应清洗干净全部旧脂,不同油脂不能混合使用。当油脂老化堵塞加油孔时,可用稀油以压力注入打通加油通道,然后再加油脂。
4结束语
按国家行业标准 (JB/ T1388-92),复摆颚破机的首次大修前使用期限,对大规格机器 (PE900 以上) 不应低于 12 000 h,对小规格机不应低于 8 000 h。意味着轴承使用寿命应不低于此时间,如果轴承自身质量是符合标准的,设计选型正确,相关结构合理,装配及润滑规范,则轴承使用寿命可以超过 5 年以上,即超过标准最低时间 1 倍以上。
参考文献
1廖汉元等著.颚式破碎机.北京:机械工业出版社出版,1998. □
(收稿日期:2005-10-12)
Mining & Processing Equipment