杭州XX化工整体搬迁工程
合成氨工段
10000m3直升式气柜 监造报告
编制
审核
批准
杭州XX设备工程监理有限公司
20xx年12月
产 品 质 量 监 造 报 告 书
杭州XX化工整体搬迁工程
合成氨工段
10000m3直升式气柜
监造报告
一、概述
杭州XX化工整体搬迁工程合成氨工段10000m3直升式气柜是由XX防腐工程公司制造。
杭州XX设备工程监理有限公司受业主委托担任该设备的驻厂监造工作,并根据设计图纸、技术条件、技术协议、质量检验计划及相关标准编制监造大纲及监造细则指导驻厂监造工程师开展监造工作。在监造工作期间,监造人员依据图样、技术协议和相关标准规范,采用巡检、现场见证、文件审查等工作方式实施监造工作,做到及时发现、及时处理设备制造质量和进度问题,对产品制造质量的控制达到了预期的效果。
该台直升式气柜监造工作从 20xx年 5月开始至 20xx年 12 月 30日设备发货止,历时共 7个月。该项目参与驻厂监造工作有XXX、XX工程师。
二、设备技术参数及特点
本气柜为10000m3直升式气柜,主要有一个水槽,中节一塔,中节二塔,钟罩及外导架组成。
气柜技术参数

设备的监造重点:
1.原材料质量控制:本设备中所用材料基本为Q235B,要分别对钢板材料质证书和复验报告进行审查,检查化学成分、常温力学性能、工艺性能等性能参数,控制原材料力学性能和内在质量。
2.焊材:焊材焊成的焊接接头化学成分与母材化学成分相匹配,控制焊材化学成分和力学性能。
3.焊接工艺评定试验:焊接工艺评定试验是焊缝各种性能的试验依据,也是指导编制焊接工艺的依据。参考技术条件和 JB4708 对焊接工艺评定报告化学成分、力学性能、焊接工艺参数等进行审核以保证焊缝性能。
4.焊接:依据焊接工艺规程对焊接参数、预热温度、焊后消氢及消应力热处理、焊缝外观等进行检查,保证焊接过程符合工艺要求,最后审查焊缝化学成分符合技术条件要求。
5.各种尺寸检查:从板材进厂到设备发货整个制造过程中涉及到很多关键尺寸,必须依据图纸和技术条件进行控制。
6无损探伤:主要包括 RT、PT两种检测方式。从原材料入厂复
验到设备出厂发货要进行很多次各种类型的无损探伤检测,应根据技术条件和制造工艺卡要求对每个探伤情况进行确认。对水槽壁板对接缝的X射线探伤按HG20517-92-《钢制低压湿式气柜》中焊缝检查的探伤比例进行。
水槽壁无损探伤检查率
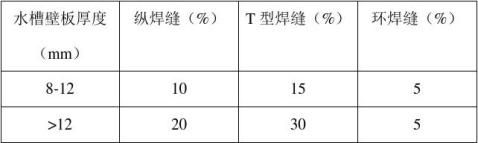
或由甲方对焊缝进行拍片探伤。符合GB3323-87《钢熔化焊对接接头射线照相的质量分级》中X射线探伤III级合格。
对水槽壁板与底板边环板的内外角焊接根据要求可进行100%磁粉或着色探伤,符合JB4730-97规定的要求。
7.防腐:本防腐施工首先对气柜所有钢结构进行手工除锈,达到YB/T9256—96《钢结构、管道涂装技术规程》中St3级标准,对所用防腐涂料严格按照图纸要求选择。
8.基础沉降试验:气柜水槽制作安装工程结束后对水槽进行分项工程验收,合格后进行水槽充水、沉降试验。沉降试验是停止点,须经多方共同见证。
三、监造依据
1、设备订货合同及其附件;
2、设计图纸及技术条件;
3、监造合同和监造大纲;
4、HG20517-92《钢制低压湿式气柜》;
5、GBJ50205-95《钢结构工程施工及验收规范》;
6、GBJ300-310-88《建筑安装工程质量施工及验收规范》;
7、HGJ212-83《金属焊接结构湿式气柜施工及验收规范》;
8、GBJl8-66《钢结构工程施工及验收规范》
9、JB/T4730-2005《承压设备无损检测》;
10、相关标准及来往信函;
四、主要监造工作
本设备制造过程主要工序包括原材料采购与入厂复验、下料、机加工、组焊、防腐、包装发货。监造人员全程跟踪,重点把握现场,严格审阅查有报告,全力控制设备质量。各工序的质量情况和监造所做工作如下:
1. 资质及工艺文件审查:
1)气柜制造许可证书:审查并确认江苏防腐安装工程公司具备气柜制造资质;
2)质量管理体系:审查并确认江苏防腐安装工程公司通过 ISO9001 质量保证体系认证,有完整的质量控制体系。
3) 焊工资质:经审查参与焊接的焊工均具备与“焊工考规”相应的焊接资格。
4)无损检测人员资质:经审查参与检查的探伤人员均具备Ⅱ级或Ⅱ级以上压力容器无损检测有效资质。
5)焊接工艺评定报告:焊接工艺评定报告覆盖范围包括筒体纵缝、环缝焊接焊评、接管与筒体焊接焊评、接管、法兰、弯管、直管之间焊缝焊接焊评等。监造按照 JB4708 对焊评中焊接试板材料、试板厚度及其覆盖厚度、使用焊材、焊接参数等进行审查,符合标准要求。另外,按照技术条件要求对焊接评定报告中理化数据进行审查。焊缝审查项目包括化学成分、常温拉伸试验、焊接接头弯曲试验、-30℃夏比冲击试验、熔敷金属硬度。以上检验项目经监造审查焊接工艺评定都具备,且数据合格。
6)焊接工艺规程、质量检验计划:在设备开始制造前,制造厂编制了质量检验计划、焊接工艺规程,经审查确认其符合制造要求。
2.原材料审查:
10000m3直升式气柜主要材质为Q235B;主要元件检查情况如下:
1)钢板:对钢板的资质证书和复验报告中化学成分、室温力学性能、工艺性能、UT、MT报告等进行审查,符合JB4726及技术条件要求。
2)焊材:按照技术条件要求所使用焊材须经过焊接工艺评定,监造对焊接材料牌号、规格、焊材质量证明书和复验报告进行审查,对其力学性能、腐蚀性能试验等进行审查都符合焊接工艺评定和技术条件要求。
3.材料下料及加工:
1)板材下料:板材入厂检查合格后进行下料工序。监造工程师现场检查下料钢板材料牌号、厚度、下料尺寸和数量进行检查。钢板下
料符合图纸和工艺要求。
2)机加工坡口:下料后钢板机加工纵向焊缝坡口和环向坡口。监造工程师检查坡口形状和尺寸符合图纸要求。
3)锻件机加工检查:外购锻件入厂检查合格后进入机加工工序。锻件法兰机加工尺寸包括总高、内径、外径、螺栓孔直径、坡口尺寸、密封面尺寸等。监造现场抽检,结合制造厂提供的尺寸检查报告进行审查,确认接管法兰加工符合图纸要求。
4.成型及组对
1)卷板、压型:筒节卷板前监造工程师对卷板机表面清洁情况进行检查,以免对钢板表面造成破坏。卷板后对筒节直径、长度进行检查,卷板尺寸符合图纸要求。筒节卷板和封头压型后进行超声波测厚,其中最小厚度值符合图纸要求。
2)组焊筒体纵缝:卷板后组焊筒节纵缝。焊接前监造工程师检查焊缝组对错边量、焊材牌号及焊工资质。焊接过程中检查焊接电流、电压情况。焊后检查焊缝外观质量。筒节纵缝组对及焊接情况符合焊接工艺要求。
3)校圆:纵缝焊接完后进行校圆。校圆过程主要控制筒节椭圆度。监造工程师对筒节两个端口直径进行抽检,确认筒节椭圆度符合标准要求。
4)组焊筒体环缝:焊接前监造工程师检查组对错边量、棱角度、焊材牌号及焊工资质。焊接过程中检查焊接电流、电压情况。焊后检查焊缝外观质量。圆筒环缝组对及焊接情况符合焊接工艺和技术条件
要求。
5)开孔及接管组焊:管与筒体焊接前,监造工程师检查组对高度,开口方位,与筒体垂直度。焊接过程检查焊材、焊接电流、电压、焊接成形。焊接后检查焊缝外观。焊接质量符合焊接工艺要求。
5.内外观及几何尺寸检查:
设备全部焊接结束后,在水压试验前监造会同全质办、检查部对设备整体内外观质量检查,除部分位置需打磨处理外无其它大的缺陷。内件安装齐全,尺寸正确,内部无杂物。监造工程师对检测报告中的整体尺寸等进行了复查,检查内容包括:水槽壁板总体检验。 (1)水槽壁板每圈垂直度偏差≤2mm,总高垂直度偏差≤H/1000。 (2)水槽壁板最上圈与最下圈的直径允差±10mm。 (3)水槽壁板全周安装导轮处上口水平度允差±5mm。 (4)水槽壁板水平方向与垂直方向内表面局部凹凸度≤13mm/2000mm(2米长弧度样板),且不允许有突出凹凸。
6. 设备防腐:
本项工程的防腐施工与施工同步进行,防腐均才用整体机械喷砂除锈,除锈等级为SA2.5,见金属面不少于95%。水槽底板下面机械喷砂除锈后,涂刷六道环氧煤沥青漆。底板上面喷砂除锈后,涂刷两道环氧煤沥青,再热泼30#沥青8-10mm。气柜内壁防腐要求涂刷三道6101#环氧树脂底漆,三道环氧煤沥青面漆。气柜外壁防腐要求涂刷三道6101#环氧树脂底漆,在涂刷三道氯磺化乙烯面漆,颜色灰色。防腐涂料没刷一道均应进行检查,不得有针孔、气泡、流淌和破损现
象,并由多发共同检查。
7. 基础沉降试验:
充水过程中,必须严格控制进水时间和进水量,保证有足够的停顿观测时间,充水共分十二次进行,通过计算提前在水槽内壁做上标记,做好每一次的充水量记录及沉降量记录,沉降观测点至少设置8个,沿气柜基础梁均布。
第一次充水高度为l.2米,进水时间不小于8小时,进水量达到规定要求后,停止充水进行观测,停顿时间至少为16小时,用水经仪或水平管对观测点进行测量,做好测量记录。
第二次充水至2.4米高,时间不小于8小时,达到要求高度后停止充水进行观测,停顿时间不得小于16小时,此时观测沉降量作好记录。
第三次充水至3.l米,在原水位基础上增加0.7米高,充水时间控制在8小时以上,到达高度后,停止充水,进行观测,停顿时间不少于16小时,作好沉降观测记录。
第四次充水亦增加0.7米高,进水时间不小于8小时,停顿16小时观测,以此类推,直到完成第十二次充水,每一次都要作好观测记录。
在充水观测过程中,如发现24小时内下沉量大于5-lOmm时,应立即停止充水,直到下沉量小于5-lOmm。基础倾斜超过3/1000水槽直径,即90mm时,立即停止充水,并将水槽水放空,用若干千斤顶将水槽顶起,用空压机将干砂打入底板下面进行水槽调平,调平工作
完成后重新充水,观测沉降。
充水完成后停置一周进行观测,如24小时内下沉量小于5-10m时,即开始卸载,下沉量偏大即继续进行观测,直至下降量小于5-lOmm时即开始放水。
8. 全过程全方位开展监造工作
监造在设备制造的整个过程中,从现场、资料、质量问题发现与处理、进度催缴方面做出了辛苦的努力,以保证设备质量和交货期。举例说明如下:
1)现场工作:监造及时跟进现场,通过巡查、抽查、全检、现场见证等多种方式控制各个工序。如对原材料外观、标记、对焊缝组对错边量、设备接管安装角度和位置、裙座基础环螺栓孔数及角度、内件安装数量、位置和角度、内件角焊缝高度、焊后消应力热处理采用现场跟踪检查;对设备最终热处理、水压试验、外观修整、喷漆、包装装箱过程等采用现场见证检查。
2)资料审查:由于设备制造工期紧张,为了做到一方面及时跟进现场一方面及时审查资料,监造经常现场办公,记录现场数据,并及时到相关部门审查报告,做到不堆积,不遗漏。如消应力热处理过程中监造人员定点去现场记录数据,审查曲线,做到当时检查,当时记录。主体焊缝焊接过程监造现场检查错边量、预热、焊材牌号和炉批号、焊工资质,离开现场后直接去质量科审查焊材报告,及时记录。设备焊缝无损探伤结束后,监造及时到无损探伤室了解探伤结果,及时记录。
3)质量问题发现与落实:如以上监造汇报的质量问题及现场发现的不规范情况监造及时联系相关部门处理,并及时告知业主,一起协商处理。对于较为严重的质量问题监造及时发出质量联络单向通安监理中心汇报。总之,对于发现的每个质量问题监造做到及时发现、及时沟通处理,并逐一落实。
4)催缴工作:由于各种原因导致设备制造工期紧张,监造在保证设备质量的基础上,尽最大努力进行进度催缴。在焊接、探伤、热处理、水压试验的各个阶段,预见可能发生的不良结果,采用与工厂技术人员或有关领导沟通、协调的方式,防患于未然,直接避免了一些质量问题的发生,从而间接加快了进度。
5)定期向业主汇报工作:在设备的制造过程中,监造通过以下方式及时有效地向业主汇报进展及质量情况。
监造从入驻XX省化工机械制造有限公司后,不仅工作时间内在现场工作,并且经常在夜间、周末、国家法定假日等休息时间跟进制造现场检查工作。基本上每个周末都坚持工作,未有过休息;夜间多次跟踪检查热处理、水压试验、油漆发货、质量问题处理;经常跟踪检查到夜晚凌晨以后,法定节日依然坚守岗位、照常工作。
监造师尽职尽责全过程全方位跟踪制造过程,检查制造质量,发现并解决了多处质量问题。催缴设备制造进度,在各方辛苦努力下实现比原定交货期提前交货。
五、监造过程中发现的质量问题与处理情况
监造过程中经常遇到各种各样大小问题。监造见到一处及时处理
一处,并与业主及时沟通,及时与相关部门联系处理。每天奔波于现场与各部门之间处理各种问题。该台设备最终顺利出厂。
六、结论
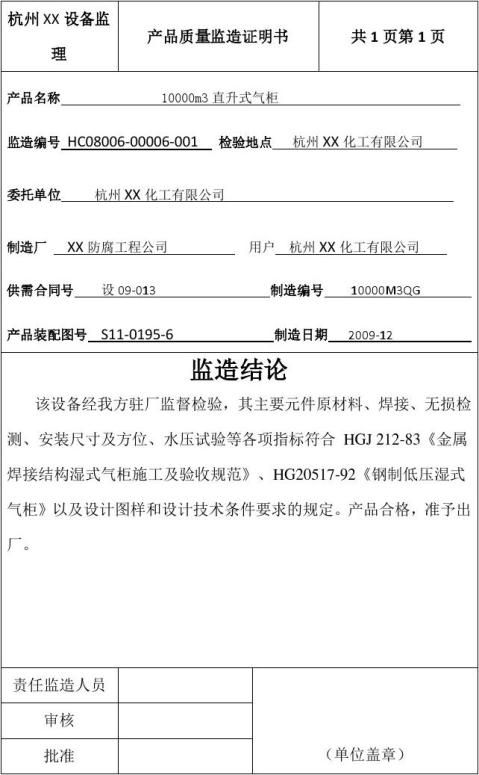
该台10000m3直升式气柜经我方驻厂监督检验,其主要元件原材料、焊接、无损检测、外形尺寸、设备防腐、基础沉降等各项指标符合HGJ 212-83《金属焊接结构湿式气柜施工及验收规范》、
HG20517-92《钢制低压湿式气柜》以及设计图样和设计技术条件要求的规定。产品合格,准予出厂。
第二篇:最终监造报告
xx设备检测研究中心
China Special Equipment Inspection & Research Centre QR-3-B36-12
监造报告 INSPECTION REPORT GENERAL
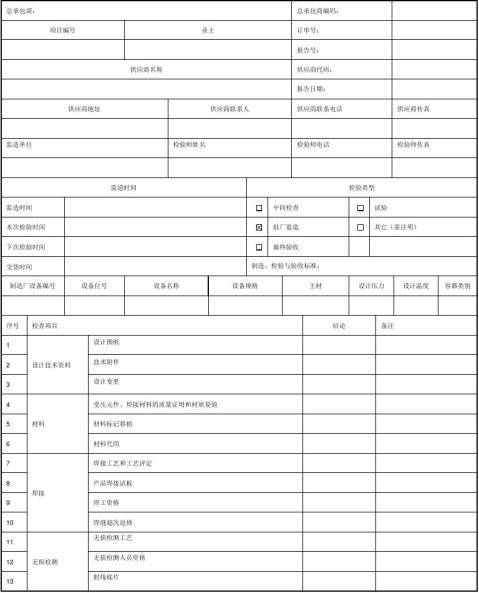
20xx年8月16日生效
共 页 第 页
xx设备检测研究中心
China Special Equipment Inspection & Research Centre QR-3-B36-12
监造报告 INSPECTION REPORT GENERAL
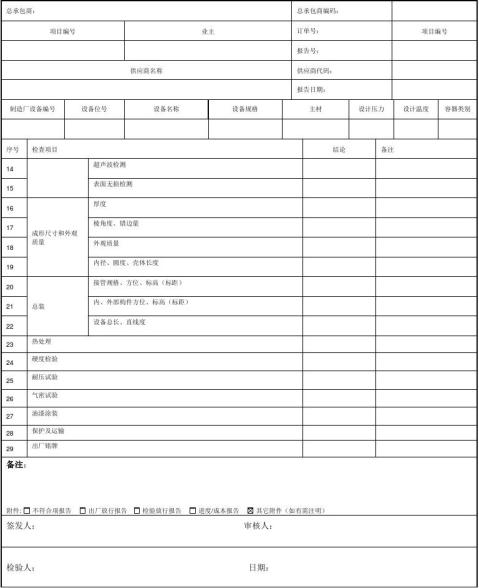
20xx年8月16日生效
共 页 第 页
国家锅炉压力容器检测研究中心
Center of Boiler and Pressure Vessel Inspection and Research
监造报告 INSPECTION REPORT GENERAL

20xx年8月16日生效
共 页 第页