发生单位 发生时间提出单位/日期 要求反馈时间 编制: 日期: 2013-7-17组织整改单位 接收人/日期纠正和预防措施报告( 8D)报告书编号:Z204.03生产单位名称:科技粉末冶金有限公司 规格型号:HK0612A 零件名称: 油泵转子小组 成员 名单生产 采购 质量 技术白、姚 、营销 供方 财务 人力斌4 应急措施 /已采取什么措施防止不合格品流出?类别 措施//数量情况 负责人/日期6 永久对策:已采取什么措施防止以后生产不合格品?考虑:* 防错,试验,过程控制 措 施 负责人/日期1 问题详情级别/重要度: 产品尖锐部位缺料 受影响的数量:库存零 件原材料1 对此款产品易发生问题 的部位由成型管理人员做好宣 传,并此款产品由成型技术负责人做到定人,定岗,并做好 13-7-20 此款产品生产记录的不良品数据,以便追 朔。 2 知会相关各个部们的宣传,做到防控结合 姚叶花/13-7-19 白积珍/13-7-20 3 教育作业员切实安《成型生产作业指导书进行》 宁 / 4 、将该不良做成《过往不良履历》,并接示在生产 0 现场,教育培训作业员,防止类似不良再发; 8 5 、做成《外观全检作业指导书》,增加外观全检工序; . 0 2 . 2 0 13/7/20 亮 13/7/19 /13-7-21 /13-7-20是 再发?否 ∨半成品成 进行外观全检; 1485PCS 品 运输中产 品 顾客处产 挑选不良,不良品作退货报废处理 品 其他2 向类似产品的展开该问题在其他产品上发生过吗? 首批出货合格零件贴什么标签 ? 绿色或红色不干胶? 备注 /结果挑选,不良报废考虑* 其他零件 * 一般零件 * 其他型号半成品 * 其他型号成品 * 相关原材料 * 其他是 ∨否标记:黄卡标示牌;黄色纸张5 、产生原因分析:人:没有按要求全方位检查,成型收料不极时; 机: 料: 法3 流出原因的初步分析不合格产品应当在何处被发现? * 在制造工序中 * 在制造后(如最终检验) * 出货前 * 进料检测 没有被发现的原因:1 、成型工序作业员因收料步极时,产品脱模后在下滑轨道中产 品相互碰撞,导致不良产品流到下工序。 2 成型作业员没有对产品上下端面仔细检查,不 良 流出。 2 、后工序生产时,没有对上工序素材检查确认;是 ∨否环:是 ∨ 否 如何方法: 1、成型控制发生措施暂时未知有效,下批生产时确认; 2、外观全检可防止不良流出;7 对策确认: 对策已经确认是有效的吗?最平 ;增加了缺料的风险终原因请附上相关数据,如:尺寸测量结果,过程能力,特性数据等。1 、因此款产品端面无倒角,尖锐部位比较多,下端面也凸凹不 2 因产品出模后,成型收料不极 时,导致产品产品在下滑过程 中产品互相碰撞,导致棱角缺料8 跟踪措施该重大问题的结果是否按以下项目进行追踪? 考虑: 工序作业/检查指导书 过程流程图 质量保证标准 F.M.E.A. 工程图纸 量具 其他 二级供应商跟踪 是 负责人 时间进度
其他产品或类似工艺
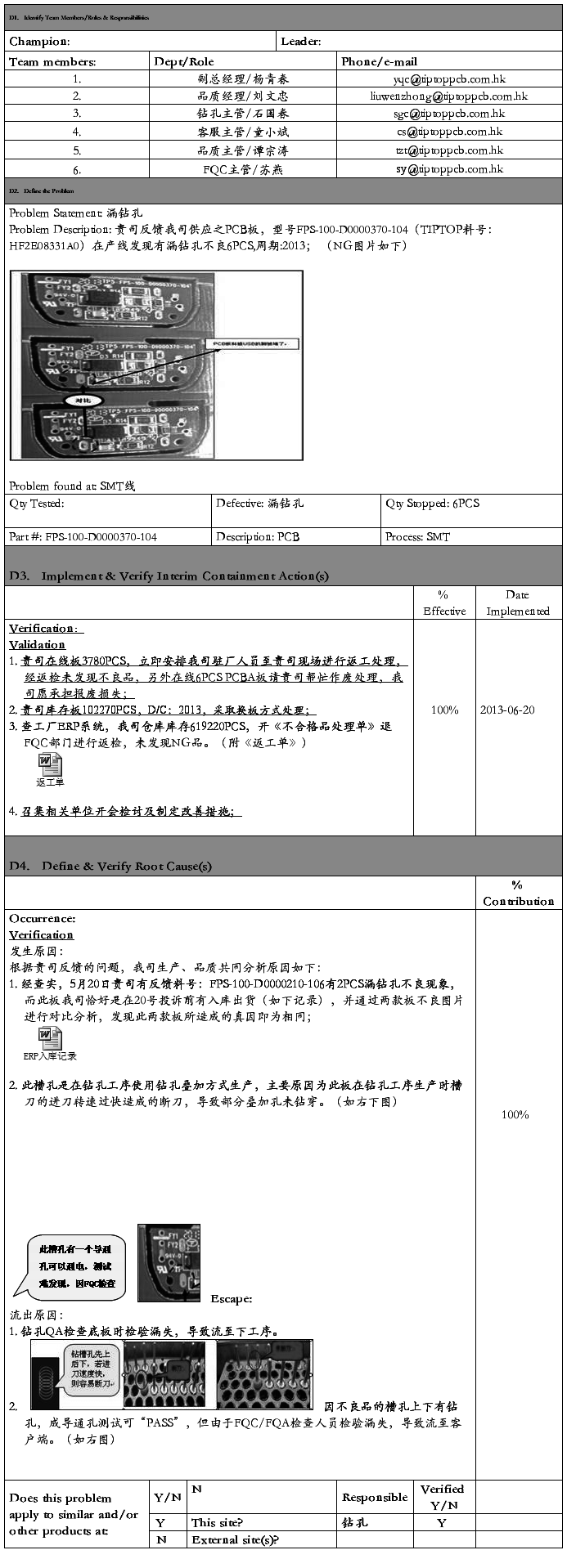
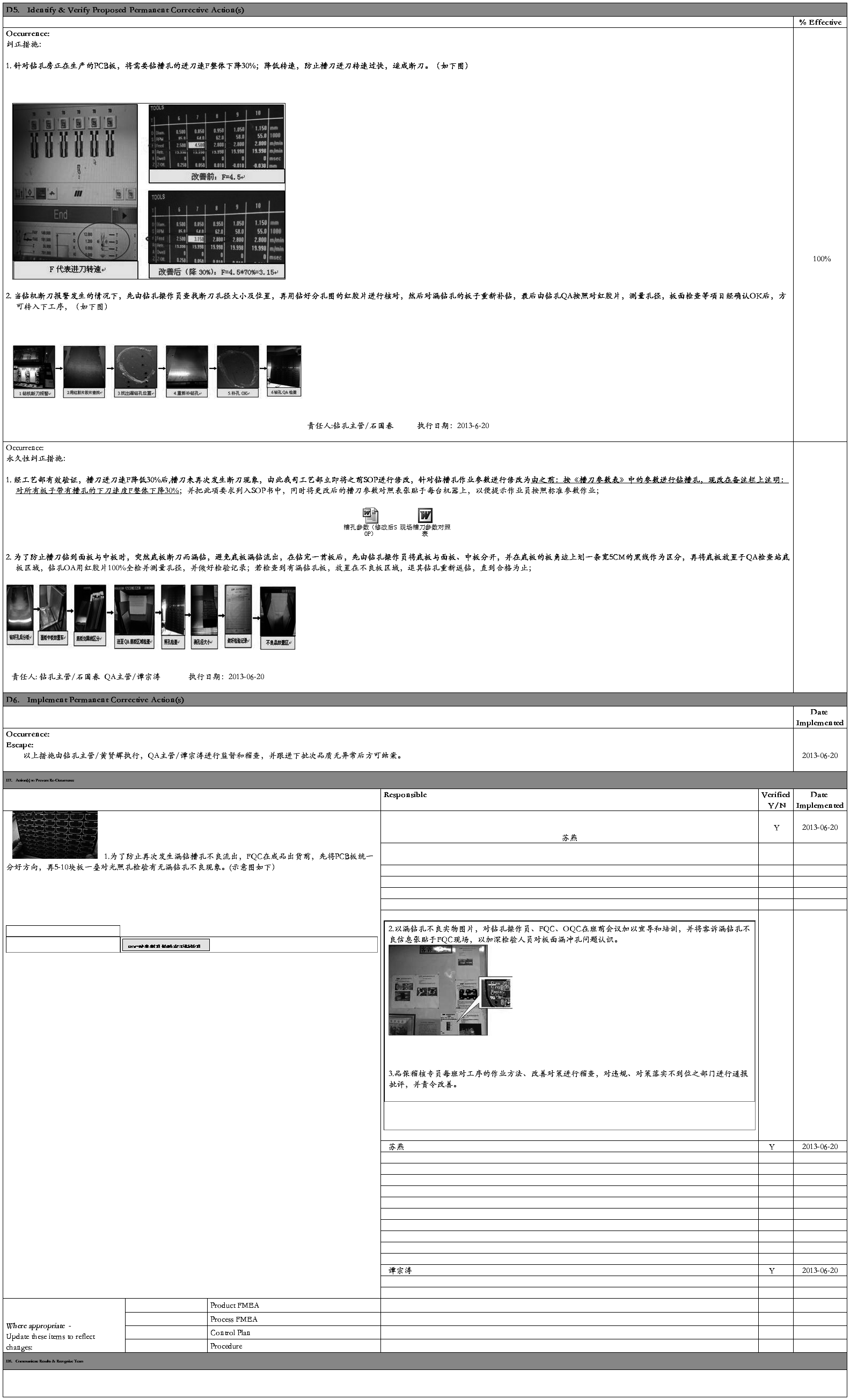
第二篇:漏钻孔不良分析及整改报告(8D报告样版)
··