安徽昱工耐磨材料科技有限公司质量人才教育培训计划 为了提高公司员工和管理人员的素质,提高公司的管理水平,保证公司可持续性发展,特制定如下《安徽昱工耐磨材料科技有限公司人才教育培训计划》:
一、培训目的
以弘扬五种作风、提升五种能力为核心、按照不间断学习、全员培训的思路,构建符合公司实际的现代教育培训体系,健全符合人才成长规律的激励约束机制,形成分层次、分类别、多渠道、大规模的人才培训新格局,培训和造就一支政治素质好、业务素质好、团结协作好、作风形象好、富有创新精神,能够应对复杂局面的复合型人才队伍。20xx年底,通过培训争取具有本科及以上学历的员工比例达到20%及以上、企业经营者比例达到70%及以上、管理人员比例达到40%及以上、技术人员比例达到20%及以上,全员培训率达到95%及以上。
二、培训对象
公司现有在册在岗职工、新招聘工作人员。
三、培训内容
公司简介、发展历程、战略目标、公司文化、工艺艺流程、目标考核实施细则和安全操作规程。
四、培训形式
(1)实行“4个1”优秀人才培训。采取引进来和送出去的方式,公司培养选拔1名优秀经营人才、1名优秀管理人才、1名优秀技术人才和1名优秀技能人才。
(2)实行创新型人才培训。在化验、检验、经营、知识产权、机电设备运行控制等重要领域,重点培养1-2名后备人才,培养3-5名创新型优秀拔尖人才,建设创新性高精尖科技人才队伍。
(3)实行紧缺性人才培训。每年积极引进和培养造型、化验、熔炼、热处理和财务审计等高级专业人才各1名,以满足公司业务拓展需求。
(4)实行人才拓展培训。根据昱工耐磨建设的要求,全面加强人才拓展培训,提高企业的凝聚力。年内滚动开展10人次的经营管理、化验、检验、安全生产、维护、行车等专业人才培养。
(5)实行学习型班组建设培训。以开展“爱心活动”、实施“平安昱工”为载体,积极培育昱工文化,建设学习型班组;加强基层班组建设,大力促进在岗学习和现场培训,开展公司系统所有班组长的轮训工作。
五、培训时间
(1)现有在册在岗职工每季度培训时间不少于5个工作日;
(2)新招聘工作人员初训不少三天。
安徽昱工耐磨材料科技有限公司 20xx年1月12日
第二篇:公司企业计划
企业信息化是企业发展的必由之路,管理信息化是企业信息化的重要内容。目前我国63%的中小企业已应用各类计算机软件,如财务、人事、库存等单项业务管理软件,但集成化的管理软件应用的比例并不高。
中小企业由于资金短缺,信息环境基础设施薄弱等因素限制,严重影响了该类企业信息化的进程。同时,在市场经济体制下,中、小型机械制造企业为谋求发展,其产品市场具有多变性和相对不稳定性,这就造成该类企业产品批量小、品种多,不同产品制造工艺流程不同,其制造资源需求及生产过程具有动态性和柔性化的特点。因此,这类企业的生产管理较繁杂,一般通用的商业软件很难适应这类企业的要求。这类企业的信息化建设不能照搬大型企业信息化的模式,应从企业的生产与管理实际出发,从点到面,有针对性地设计开发适用的管理信息系统,逐步提高和推进这类企业的信息化进程。
本文以哈尔滨东宇农业工程机械有限公司机械制造厂为典型研究对象,结合中、小型机械制造企业的生产管理特点,将工艺设计与产品成本核算、工人工资核算结合起来,设计开发界面友好,适用性、针对性强,成本低廉的中、小型机械制造企业管理信息系统。 1 中小型机械制造企业生产管理流程分析
1.1 东宇公司机械制造厂简介
东宇农业工程机械有限公司机械制造厂是本系统设计所选择的代表企业。该制造厂负责进行粮食烘干处理、种子加工设备及仓储设施的农业机械产品及相关设备的生产制造任务。该厂生产与管理具有多品种、小批量且面向订单生产的特点,产品多样、工艺复杂、业务处理工作也相对繁重、对管理信息系统的需求非常迫切。市场的大多软件因不能与实际业务及工作流程相结合而无法使用。随着该企业的不断发展,开发适合该厂管理业务要求的管理信息系统迫在眉睫。
1.2 中小型机械制造企业管理业务流程分析
中小型机械制造企业生产管理都涉及产品制造工艺设计、工艺卡片编制、工人工资核算、产品成本核算等工作及相关部门。该类企业的管理业务流程如图1所示。
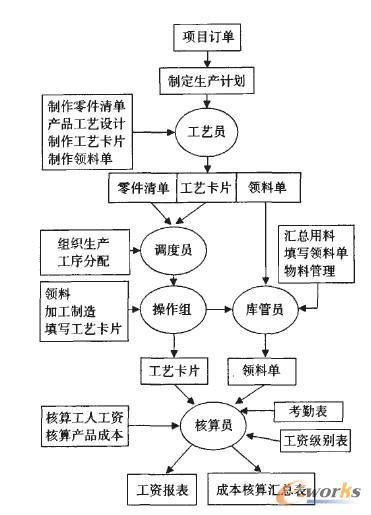
图1 机械制造企业生产管理业务流程
由图l中可以看出:①工艺员是生产流程中的重要信息入口。工艺员主要工作是将产品各组成零件按制造工艺分类(零件清单),并完成产品制造工艺设计、产品制造工艺卡片及领料单的编制工作。产品制造工艺设计是否科学合理,工艺卡片编制是否正确直接影响到后续的工作是否能顺利进行,直接影响企业产品的质量及生产成本。工艺员是生产过程的入口,要接收大量的产品数据,其工作不仅技术含量高、工作量大,而且重复性工作多,采用信息化手段可以有效提高工艺员的工作质量及效率;②工艺卡片和领料单是流程中最重要的数据内容。工艺卡片和领料单贯穿整个流程,是各生产环节工作的依据。工艺卡片制定各零件的加工制造顺序及要求,领料单是制造过程中提料的依据。二者也是核算工人工资与产品成本的依据;③核算员是管理流程的信息处理的最后环节。核算员要对工艺卡片及领料单的信息进行统计汇总。根据工艺卡片上的信息确定各组人员的工作量,再结合出勤及工人工资标准计算工人工资;根据领料单确定用料数量,为计算产品原材料成本提供依据。核算中数据量大,反复使用相同核算模型进行计算,重复量大,由人工完成效率低。
2 系统总体设计
2.1 系统网络结构选择
因在中小型机械制造企业的实际生产过程中,有工艺、制造、库管、财务等不同部门,每个部门工作任务不同、每个部门也不可能只有一个人从事相关工作。因此本系统设计采用
C/S网络结构,可以在局域网上运行,不同部门或不同人员可以在不同终端同时操作,共享服务器上的数据资源,以适应和支撑企业的实际生产管理工作,满足企业具体要求。
C/S结构,即Client/Server(客户机/服务器)结构,该结构对数据的处理分前台(客户机端)和后台(服务器端)。前台运行本地应用软件,发出关于数据处理的请求,而后台进行数据处理,然后将处理结果发送到前台,网络上的用户不仅仅是共享打印机、硬盘和数据文件,而且共享数据处理。